You might also like
- Handbook of Casting DefectsDocument90 pagesHandbook of Casting DefectsKamal Thummar100% (1)
- Factors Affecting CastingDocument6 pagesFactors Affecting CastingMuhammad BilalNo ratings yet
- GAS PROBLEM in Steel Sand CastingsDocument7 pagesGAS PROBLEM in Steel Sand CastingsVasu RajaNo ratings yet
- 23 IKO Poster Casting DefectsDocument1 page23 IKO Poster Casting DefectsMilica Antic0% (1)
- Casting ProcessesDocument48 pagesCasting ProcessessumikannuNo ratings yet
- Casting DefectsDocument35 pagesCasting DefectsYaser Mohamed AbasNo ratings yet
- Fundamentals of Metal CastingDocument45 pagesFundamentals of Metal CastingsuntharNo ratings yet
- Casting DefectsDocument5 pagesCasting DefectsGurjinder SinghNo ratings yet
- Casting DefectsDocument61 pagesCasting DefectsVikas NagarNo ratings yet
- Common Metal Casting DefectsDocument12 pagesCommon Metal Casting DefectsMACKAY9999No ratings yet
- Forging DefectsDocument10 pagesForging DefectsnvemanNo ratings yet
- Casting DefectsDocument36 pagesCasting DefectsVineeta Kanwal50% (2)
- Gas Defects:: These Are Spherical, Flattened or Elongated CavitiesDocument3 pagesGas Defects:: These Are Spherical, Flattened or Elongated CavitiesmaniNo ratings yet
- Casting DefectsDocument22 pagesCasting DefectsDeepakKaushik100% (1)
- Gating-Risering Sec2Document35 pagesGating-Risering Sec2jagan_4u100% (1)
- Casting Defects & CausesDocument15 pagesCasting Defects & CausesAbhinav Pratap MauryaNo ratings yet
- Casting DefectsDocument60 pagesCasting DefectsVaibhav AwacharNo ratings yet
- Forging DefectsDocument12 pagesForging DefectsBalram JiNo ratings yet
- Casting DefectsDocument57 pagesCasting DefectsFajar SiradzNo ratings yet
- Chapter-1c-Casting Defects and Remedies PDFDocument71 pagesChapter-1c-Casting Defects and Remedies PDFakrishu100% (1)
- 26-ELKEM Poster-Graphite Structures in Cast IronsDocument1 page26-ELKEM Poster-Graphite Structures in Cast IronsHOSSIENNo ratings yet
- Slide 4 Casting Defects and Heat TreatmentDocument58 pagesSlide 4 Casting Defects and Heat TreatmentgunjanNo ratings yet
- 10 Rules For CastingDocument2 pages10 Rules For CastingBijendra PrajapatiNo ratings yet
- Defects in CastingDocument29 pagesDefects in CastingbhimsignNo ratings yet
- Gating&Risering SystemDocument44 pagesGating&Risering Systemmary100% (1)
- Common Metallurgical Defects in Grey Cast Irons 2Document1 pageCommon Metallurgical Defects in Grey Cast Irons 2Rasool MohammadiNo ratings yet
- Casting ProcessDocument53 pagesCasting ProcessSenthilKumar SubramanianNo ratings yet
- Shrinkage in Iron CastingsDocument10 pagesShrinkage in Iron CastingskarthikkandaNo ratings yet
- SKD61-Forged Hot Work Tool SteelDocument1 pageSKD61-Forged Hot Work Tool SteelAgustine SetiawanNo ratings yet
- Foundry DefectsDocument12 pagesFoundry DefectsVirendra Gupta100% (1)
- Chills General RulesDocument36 pagesChills General RulesMuthu KumarNo ratings yet
- Solid CastDocument55 pagesSolid Castcesar_abddNo ratings yet
- Aluminium and Its Alloys: EF420 Lecture 11 John TaylorDocument48 pagesAluminium and Its Alloys: EF420 Lecture 11 John TaylorzorazhrNo ratings yet
- Casting ProcessesDocument18 pagesCasting ProcessesvelavansuNo ratings yet
- Lost Foam CastingDocument31 pagesLost Foam CastingokicirdarNo ratings yet
- 2 SolidificacionDocument63 pages2 SolidificacionAndrea Espinosa OrtegaNo ratings yet
- Casting Defects in SteelsDocument4 pagesCasting Defects in SteelsShamsur Rahman Russell100% (1)
- Casting Fundamentals and Basics ConceptsDocument68 pagesCasting Fundamentals and Basics Conceptsquiron2010No ratings yet
- Gating System For Casting2 - WT7 PDFDocument87 pagesGating System For Casting2 - WT7 PDFAzaad Maverick100% (1)
- Valery Marinov, Manufacturing TechnologyDocument168 pagesValery Marinov, Manufacturing TechnologyAbir Roy100% (3)
- Casting Defects & CausesDocument15 pagesCasting Defects & CausesAbhinav Pratap MauryaNo ratings yet
- Surface Graphite Degeneration in Ductile Iron CastDocument8 pagesSurface Graphite Degeneration in Ductile Iron CastKhairul MuzafarNo ratings yet
- Foundry NoteDocument42 pagesFoundry NotetaridanNo ratings yet
- Casting IntroDocument94 pagesCasting IntroJith ViswaNo ratings yet
- 1) Unfilled Section:: ForgingDocument1 page1) Unfilled Section:: ForgingdillipNo ratings yet
- Feeder Design & AnalysisDocument18 pagesFeeder Design & Analysismecaunidos7771No ratings yet
- Sand Casting and Other Casting ProcessesDocument74 pagesSand Casting and Other Casting ProcessesRashid KareemNo ratings yet
- Casting Defect - Fissure DefectsDocument3 pagesCasting Defect - Fissure Defectsvivek1312No ratings yet
- 09 Cast IronDocument34 pages09 Cast IronyogeshmangulkarNo ratings yet
- Hot Forge UpsetDocument13 pagesHot Forge UpsetAnonymous QiMB2lBCJLNo ratings yet
- Identifying Casting Defects - AFSDocument3 pagesIdentifying Casting Defects - AFSnddkNo ratings yet
- Application Manual Chapter 6 - Feeding & GatingDocument148 pagesApplication Manual Chapter 6 - Feeding & GatingVishal MaliNo ratings yet
- Engineering Equipment for Foundries: Proceedings of the Seminar on Engineering Equipment for Foundries and Advanced Methods of Producing Such Equipment, Organized by the United Nations Economic Commission for EuropeFrom EverandEngineering Equipment for Foundries: Proceedings of the Seminar on Engineering Equipment for Foundries and Advanced Methods of Producing Such Equipment, Organized by the United Nations Economic Commission for EuropeNo ratings yet
- Diamond Chemical Vapor Deposition: Nucleation and Early Growth StagesFrom EverandDiamond Chemical Vapor Deposition: Nucleation and Early Growth StagesNo ratings yet
- Concept of Immiserising Growth of An Economy by Professor Jagdish Bhagwati-Explained! PDFDocument5 pagesConcept of Immiserising Growth of An Economy by Professor Jagdish Bhagwati-Explained! PDFRavi KumarNo ratings yet
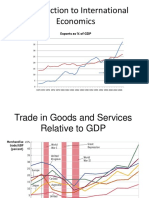
- Introduction To International Economics: Exports As % of GDPDocument21 pagesIntroduction To International Economics: Exports As % of GDPRavi KumarNo ratings yet
- Driver Less CarDocument8 pagesDriver Less CarPrajakta Priya R0% (1)
- NME-101/201: Basic Manufacturing Processes L T P (2 0 0)Document1 pageNME-101/201: Basic Manufacturing Processes L T P (2 0 0)Ravi KumarNo ratings yet
- Eme-503: Manufacturing Science-Ii Unit-I A Metal Cutting and Machine ToolsDocument2 pagesEme-503: Manufacturing Science-Ii Unit-I A Metal Cutting and Machine ToolsRavi KumarNo ratings yet
- Gate 03292012Document1 pageGate 03292012Ravi KumarNo ratings yet
- Linearity ExpectationDocument1 pageLinearity ExpectationRavi KumarNo ratings yet
- Policy: Car-Scrapping Schemes: An Effective Economic Rescue Policy?Document8 pagesPolicy: Car-Scrapping Schemes: An Effective Economic Rescue Policy?Ravi KumarNo ratings yet
- ME 351 Course OutlineDocument1 pageME 351 Course OutlineRavi KumarNo ratings yet