You might also like
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (590)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (540)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (401)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5813)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (844)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (822)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (897)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (348)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1092)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- ChemistryDocument136 pagesChemistryAlexander Martin13% (8)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Electrical Submersible Pumps DesigningDocument17 pagesElectrical Submersible Pumps Designingdhulfikarfadhil100% (1)
- Preservation Storage For Reciprocating CompressorDocument7 pagesPreservation Storage For Reciprocating CompressorSubbarayan Saravanakumar100% (1)
- Cooling Tower LessonsDocument26 pagesCooling Tower Lessonssmidhum7470100% (1)
- Pneumatic Test - CalculationDocument3 pagesPneumatic Test - CalculationSubbarayan Saravanakumar57% (7)
- Chiller BasicsDocument2 pagesChiller BasicsSubbarayan Saravanakumar100% (1)
- Biochemistry 9Th Edition Campbell Test Bank Full Chapter PDFDocument51 pagesBiochemistry 9Th Edition Campbell Test Bank Full Chapter PDFciaramilcahbrpe100% (13)
- Relief Valve Isentropic Flash Calculation Options in Commercial Process Simulators PDFDocument3 pagesRelief Valve Isentropic Flash Calculation Options in Commercial Process Simulators PDFmanojpatil86No ratings yet
- Sound IntensityDocument15 pagesSound IntensityKervin SysingNo ratings yet
- Calculation For Stored EnergyDocument1 pageCalculation For Stored EnergySubbarayan Saravanakumar67% (3)
- Direct Esthetic Restorations Based On Translucency and Opacity of Composite Resins PDFDocument15 pagesDirect Esthetic Restorations Based On Translucency and Opacity of Composite Resins PDFMaricarmen UrbanoNo ratings yet
- AWS ClassificationsDocument6 pagesAWS ClassificationsSubbarayan SaravanakumarNo ratings yet
- Bearing ArrangementDocument5 pagesBearing ArrangementSubbarayan SaravanakumarNo ratings yet
- Specification For Ducting of Ac PlantDocument7 pagesSpecification For Ducting of Ac PlantSubbarayan SaravanakumarNo ratings yet
- MS Word Short Cut KeyDocument24 pagesMS Word Short Cut KeyRajesh BabuNo ratings yet
- Specification For Ducting of Ac PlantDocument7 pagesSpecification For Ducting of Ac PlantSubbarayan SaravanakumarNo ratings yet
- Centrifuge Preventative Maintenance Schedule: EBA 20, EBA 20S, MIKRO 120 See Lower Chart Centrifuge Bowl SealDocument1 pageCentrifuge Preventative Maintenance Schedule: EBA 20, EBA 20S, MIKRO 120 See Lower Chart Centrifuge Bowl SealSubbarayan SaravanakumarNo ratings yet
- TNT SheetDocument1 pageTNT SheetSubbarayan SaravanakumarNo ratings yet
- 10rules To Manage Your BossDocument18 pages10rules To Manage Your BossPeter AyimNo ratings yet
- C CCCCCC C CC CCCCCCCC CCC CCCC CCCC CC CCCC CCDocument2 pagesC CCCCCC C CC CCCCCCCC CCC CCCC CCCC CC CCCC CCSubbarayan SaravanakumarNo ratings yet
- Zhaoyang Wang, Stefan Miska, Mengjiao Yu, Nicholas TakachDocument18 pagesZhaoyang Wang, Stefan Miska, Mengjiao Yu, Nicholas Takachahmalisha2No ratings yet
- Iso 178 2019 en PDFDocument12 pagesIso 178 2019 en PDFChuky MolinaNo ratings yet
- Baumex enDocument1 pageBaumex enPablo Quinteros PizarroNo ratings yet
- Civil Model PapersDocument24 pagesCivil Model PapersFarhan SohailNo ratings yet
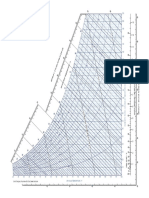
- Psychrometric ChartDocument1 pagePsychrometric ChartJawBone YtNo ratings yet
- Pressure Driven ProcessesDocument14 pagesPressure Driven Processesdei_sandeep7994No ratings yet
- Ocean Structures DtuDocument1 pageOcean Structures DtuRoxanaHemNo ratings yet
- AITS-4 JEE ADVANCED PAPER-1 23.12.2020 - RemovedDocument10 pagesAITS-4 JEE ADVANCED PAPER-1 23.12.2020 - RemovedAditya rajNo ratings yet
- Exercise 8 - Creep AnalysisDocument6 pagesExercise 8 - Creep Analysishitesh_tilalaNo ratings yet
- Time-Temperature-Transformation (TTT) DiagramDocument1 pageTime-Temperature-Transformation (TTT) DiagramGunvir SinghNo ratings yet
- P X P X: CE 470: Design of Steel Structures - A.H. VarmaDocument27 pagesP X P X: CE 470: Design of Steel Structures - A.H. VarmaVincent ParcoNo ratings yet
- Chapter14 Mekanika FluidaDocument50 pagesChapter14 Mekanika FluidaCandra AriWi BowoNo ratings yet
- Gomase O.P and Bakre S.V " Performance of Non-Linear Elastomeric Base-Isolated Building StructureDocument12 pagesGomase O.P and Bakre S.V " Performance of Non-Linear Elastomeric Base-Isolated Building StructureSaurabh PednekarNo ratings yet
- Sankalp Phase IV SHM 4Document3 pagesSankalp Phase IV SHM 4manjugupta05121975No ratings yet
- XMACDocument2 pagesXMACgeokhan02No ratings yet
- ME6019-Non Destructive Testing and Materials Question BankDocument13 pagesME6019-Non Destructive Testing and Materials Question BankVasantha Seelan0% (1)
- Buckling Analysis of Cylindrical ShellsDocument4 pagesBuckling Analysis of Cylindrical ShellsVPN NetworkNo ratings yet
- Chemistry SQPDocument4 pagesChemistry SQPstressNo ratings yet
- Introduction To Geotechnical GroutingDocument39 pagesIntroduction To Geotechnical GroutingAparna CkNo ratings yet
- Acaustics PDFDocument35 pagesAcaustics PDFKishan SirohiNo ratings yet
- Green Light Cat 2011Document212 pagesGreen Light Cat 2011paponseiroNo ratings yet
- Sist en 12390 3 2019Document10 pagesSist en 12390 3 2019Francois UWIMBABAZINo ratings yet
- 2006, Fluent 6.3 Fuel Cell Modules Manual PDFDocument85 pages2006, Fluent 6.3 Fuel Cell Modules Manual PDFEd SilvaNo ratings yet
- Pipeline Inspection Method Metode Inspeksi Pipa PenyalurDocument35 pagesPipeline Inspection Method Metode Inspeksi Pipa PenyaluradityaromasNo ratings yet