You might also like
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- An Analysis of Stravinsky's Symphony of Psalms Focusing On Tonality and HarmonyDocument68 pagesAn Analysis of Stravinsky's Symphony of Psalms Focusing On Tonality and Harmonyr-c-a-d100% (2)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Refining High Acid CrudeDocument10 pagesRefining High Acid CrudeHsein WangNo ratings yet
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Chapter3 Torsion FinalDocument78 pagesChapter3 Torsion FinalNaveen KumarNo ratings yet
- Simulation Aids Cogeneration System Analysis CEP Oct 1993Document5 pagesSimulation Aids Cogeneration System Analysis CEP Oct 1993Steve WanNo ratings yet
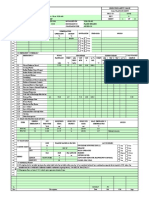
- PSV Calculation Sheet APIDocument10 pagesPSV Calculation Sheet APIionutlaur86100% (2)
- Section 07 - Fired Heaters PDFDocument112 pagesSection 07 - Fired Heaters PDFaldoacss_148400122No ratings yet
- Kraft Recovery Boilers LivroDocument254 pagesKraft Recovery Boilers LivroLarisse Batalha100% (1)
- Ceramic Coating On Fired Heater TubesDocument15 pagesCeramic Coating On Fired Heater TubesdinakaranpatelNo ratings yet
- ASTMD2196 05 - StandardTestMethodsforRheologicalPropertiesofNon NewtonianMaterialsbyDocument5 pagesASTMD2196 05 - StandardTestMethodsforRheologicalPropertiesofNon NewtonianMaterialsbyJesus SerranoNo ratings yet
- Scania SOPS ParametersDocument32 pagesScania SOPS Parametersjose breno vieira silva89% (19)
- Complete Lube HandbookDocument104 pagesComplete Lube Handbookardyanfebriant100% (4)
- Early Thermal CrackingDocument2 pagesEarly Thermal Crackingsudhir12345No ratings yet
- Schwarzer Schmarsow - The Emergence of Architectural Space August Schmarsows Theory of RaumgestaltungDocument15 pagesSchwarzer Schmarsow - The Emergence of Architectural Space August Schmarsows Theory of RaumgestaltungDimitra BilliaNo ratings yet
- Ganapathy PDFDocument90 pagesGanapathy PDFpinenamuNo ratings yet
- Design of Torque ArmDocument16 pagesDesign of Torque ArmRonak PanchalNo ratings yet
- Duct SpecDocument23 pagesDuct Specqwerty_qwerty_2009100% (5)
- Sample Computation For Boiler EfficiencyDocument6 pagesSample Computation For Boiler Efficiencyra_tagolimotNo ratings yet
- Fan Capacity CalculationDocument6 pagesFan Capacity CalculationAu Tagolimot70% (10)
- Wärtsilä NOXDocument35 pagesWärtsilä NOXDeepesh MerchantNo ratings yet
- Flammability Paper4Document6 pagesFlammability Paper4Gary JonesNo ratings yet
- (Sumitomo) Abma Vs VGB For Boiler Water QualityDocument14 pages(Sumitomo) Abma Vs VGB For Boiler Water Qualityhwang2No ratings yet
- PH Measurement and Control - Che Aug 2010Document8 pagesPH Measurement and Control - Che Aug 2010hwang2No ratings yet
- Sample Computation For Superheater Size and QuantityDocument7 pagesSample Computation For Superheater Size and QuantityAu Tagolimot100% (1)
- Verification of Capacity of Secondary Air Fan For Bagasse Fired BoilerDocument2 pagesVerification of Capacity of Secondary Air Fan For Bagasse Fired Boilerhwang2No ratings yet
- Sample Computation For Superheater Size and QuantityDocument7 pagesSample Computation For Superheater Size and QuantityAu Tagolimot100% (1)
- Verification of Economizer ParameterDocument2 pagesVerification of Economizer Parameterhwang2No ratings yet
- Sample of Verification Basic Design Parameter EconomizerDocument4 pagesSample of Verification Basic Design Parameter EconomizerAu TagolimotNo ratings yet
- Implications of Operating Boilers at Lower Pressures Than Design PressureDocument2 pagesImplications of Operating Boilers at Lower Pressures Than Design PressureAu TagolimotNo ratings yet
- Design of Boiler Forced Draft FanDocument5 pagesDesign of Boiler Forced Draft Fanhwang2No ratings yet
- Process Simulation of Oxy-Fuel Combustion For A 12Document14 pagesProcess Simulation of Oxy-Fuel Combustion For A 12hwang2No ratings yet
- Kiln Operation AnalysisDocument116 pagesKiln Operation Analysishwang2No ratings yet
- IT3HWC MassEnergyBalancesDocument34 pagesIT3HWC MassEnergyBalanceshwang2No ratings yet
- Appendix 3 HRSG Water Quality r1 MHIDocument8 pagesAppendix 3 HRSG Water Quality r1 MHIHsein WangNo ratings yet
- Flare Hydro Proc May 2004Document4 pagesFlare Hydro Proc May 2004Rob GillespieNo ratings yet
- Performance Impacts VKADocument5 pagesPerformance Impacts VKASherif Mohamed KhattabNo ratings yet
- Triplex BoilerDocument53 pagesTriplex Boilershahroze mustafaNo ratings yet
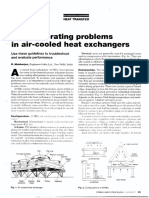
- Avoid Operating ProblemDocument6 pagesAvoid Operating Problemhwang2No ratings yet
- Super HeaterDocument5 pagesSuper HeaterSurya VankayalaNo ratings yet
- FFT Analysis of Poorly Organized NanoporesDocument5 pagesFFT Analysis of Poorly Organized NanoporesJuly Gonzalez BonagasNo ratings yet
- Airplane Wing Geometry and ConfigurationsDocument7 pagesAirplane Wing Geometry and Configurationsh_mahdiNo ratings yet
- Partially Object-Oriented Programming LanguageDocument3 pagesPartially Object-Oriented Programming LanguageMusthafaNo ratings yet
- Tanaka, Murakami, Ooka - Effects of Strain Path Shapes On Non-Proportional Cyclic PlasticityDocument17 pagesTanaka, Murakami, Ooka - Effects of Strain Path Shapes On Non-Proportional Cyclic PlasticityDavid C HouserNo ratings yet
- Riluzole For SCZDocument11 pagesRiluzole For SCZHana Rizka AnandaNo ratings yet
- Unbound Base Courses and Ballasts Rev 0Document19 pagesUnbound Base Courses and Ballasts Rev 0MohamedOmar83No ratings yet
- K-D Hawk: Manitou North America, IncDocument334 pagesK-D Hawk: Manitou North America, IncRazvan MitruNo ratings yet
- RulesonEarthquake - AccelerographDocument17 pagesRulesonEarthquake - AccelerographmjfprgcNo ratings yet
- Object Kpis For The Digital Transformation: June 2020Document12 pagesObject Kpis For The Digital Transformation: June 2020MUHAMMAD FIKRI DEVIANESNo ratings yet
- 2150708Document3 pages2150708UDV DevelopersNo ratings yet
- Alpha ParticleDocument12 pagesAlpha ParticlechristineNo ratings yet
- Laboratory Assignments On Experiment 1: Measurement of Self-Inductance by Maxwell's BridgeDocument2 pagesLaboratory Assignments On Experiment 1: Measurement of Self-Inductance by Maxwell's BridgesparshNo ratings yet
- 8085 and 8051 PresentationDocument54 pages8085 and 8051 PresentationJitendra Chuugh100% (3)
- Icc Esr-1385 Kb3 MasonryDocument4 pagesIcc Esr-1385 Kb3 MasonryxpertsteelNo ratings yet
- W 9540Document6 pagesW 9540imharveNo ratings yet
- Is.11921.1993 Fuel Efficiency StandardDocument12 pagesIs.11921.1993 Fuel Efficiency StandardParminder SinghNo ratings yet
- Assignment 5 With Answer KeyDocument2 pagesAssignment 5 With Answer KeyAbhishek MohiteNo ratings yet
- 1 Huawei 3g Capacity OptimizationDocument39 pages1 Huawei 3g Capacity OptimizationCharles W GitahiNo ratings yet
- CAPTAIN250DITEINCOMPLETEAug 2020Document15 pagesCAPTAIN250DITEINCOMPLETEAug 2020billal toufik BendjimaNo ratings yet
- Management - Ch06 - Forecasting and PremisingDocument9 pagesManagement - Ch06 - Forecasting and PremisingRameshKumarMurali0% (1)
- Users Manual ACS 501 PDFDocument94 pagesUsers Manual ACS 501 PDFmodelador3dNo ratings yet