You might also like
- RT Acceptance CriteriaDocument3 pagesRT Acceptance CriteriaAndry Rimanov89% (18)
- Fluid Mechanics Cheat SheetDocument3 pagesFluid Mechanics Cheat SheettalatbilalNo ratings yet
- 570 Renewal Quiz SolutionsDocument14 pages570 Renewal Quiz SolutionsLeenmack100% (5)
- Generator AuxiliariesDocument37 pagesGenerator AuxiliariesAshwani Dogra100% (1)
- Transformer Protections in Thermal Power PlantDocument45 pagesTransformer Protections in Thermal Power PlantAshwani Dogra100% (3)
- Safety Work PermitDocument36 pagesSafety Work PermitAshwani Dogra100% (1)
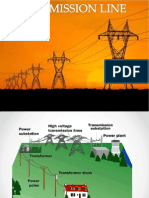
- Transmission Line PresentationDocument55 pagesTransmission Line PresentationAshwani Dogra89% (9)
- Radiography Interpretation PDFDocument220 pagesRadiography Interpretation PDFVijay Kumar100% (1)
- ASME V QuestionsDocument25 pagesASME V QuestionsAshish PatelNo ratings yet
- Casting and Forging DiscontinuitiesDocument25 pagesCasting and Forging DiscontinuitiesAshwani Dogra100% (1)
- API 510 CB Mockup 3 R0 26112010Document18 pagesAPI 510 CB Mockup 3 R0 26112010essnelsonNo ratings yet
- API 578 Questions PreparedDocument7 pagesAPI 578 Questions Preparedsubha100% (2)
- 510 PC Oct04 Qar-Mid Closed PSJDocument12 pages510 PC Oct04 Qar-Mid Closed PSJCss SfaxienNo ratings yet
- ASME B31.3 2014 NDT AcceptanceDocument9 pagesASME B31.3 2014 NDT AcceptanceWalter Trajada83% (6)
- Compressed Air System in Thermal Power PlantDocument12 pagesCompressed Air System in Thermal Power PlantAshwani Dogra100% (4)
- Sop Drills Screwdrivers CordlessDocument1 pageSop Drills Screwdrivers CordlessSravan CholeteNo ratings yet
- Chapter 7 - ASME B31.3 NotesDocument17 pagesChapter 7 - ASME B31.3 NotesStevenQuekNo ratings yet
- Safe Practices in Material HandlingDocument65 pagesSafe Practices in Material HandlingAshwani DograNo ratings yet
- VT Level IIDocument121 pagesVT Level IIEdAlmNo ratings yet
- Circuit BreakerDocument64 pagesCircuit BreakerAshwani Dogra100% (1)
- Visual Testing - L-3 - QBDocument16 pagesVisual Testing - L-3 - QBManoj SivalingamNo ratings yet
- Welding Inspector Question Rew290Document45 pagesWelding Inspector Question Rew290dhasdj0% (2)
- Api 653 QuestionsDocument28 pagesApi 653 Questionskorichi100% (1)
- API 570 Mock Exam Closed BookDocument17 pagesAPI 570 Mock Exam Closed Bookaasatti100% (1)
- Design of Earthing System For HVDocument22 pagesDesign of Earthing System For HVAshwani Dogra100% (2)
- ASME Section-IX QuestionsDocument18 pagesASME Section-IX QuestionsKarthik S100% (1)
- NDT Question BankDocument233 pagesNDT Question BankShubham Kashyap100% (2)
- API 570 ExamDocument33 pagesAPI 570 ExammedhichemguesmiNo ratings yet
- Rad Interpretation Charts HandoutDocument34 pagesRad Interpretation Charts HandoutSamir669100% (2)
- Fire Fighting Systems in Power StationsDocument68 pagesFire Fighting Systems in Power StationsAshwani Dogra100% (1)
- Fire Fighting Systems in Power StationsDocument68 pagesFire Fighting Systems in Power StationsAshwani Dogra100% (1)
- Auxiliary Steam System in Thermal Power PlantDocument15 pagesAuxiliary Steam System in Thermal Power PlantAshwani Dogra100% (3)
- Asme Sec Viii Closed QB (106-120)Document15 pagesAsme Sec Viii Closed QB (106-120)slxanto100% (1)
- Api 577-5Document17 pagesApi 577-5muhammadazhar100% (1)
- 8.4.4 - Radiographic Training ProgramDocument31 pages8.4.4 - Radiographic Training ProgramMaduabuchi Serge Enemuo100% (1)
- Open Book API 510 Practice Exam B Do Not Mark On Your Exam, Use The Answer Sheets ProvidedDocument16 pagesOpen Book API 510 Practice Exam B Do Not Mark On Your Exam, Use The Answer Sheets ProvidedBeantickNo ratings yet
- General 5Document3 pagesGeneral 5Sobia KalsoomNo ratings yet
- Generator Hydrogen CoolingDocument31 pagesGenerator Hydrogen CoolingAshwani Dogra75% (4)
- Feed Water Deaeration in Thermal Power PlantDocument46 pagesFeed Water Deaeration in Thermal Power PlantAshwani Dogra100% (2)
- Earthing SytemDocument33 pagesEarthing SytemAshwani Dogra100% (1)
- Busbar, Connectors and ClampsDocument12 pagesBusbar, Connectors and ClampsAshwani Dogra100% (1)
- ISODocument13 pagesISOKenginNo ratings yet
- API 1104 Question 1Document9 pagesAPI 1104 Question 1Anonymous 4e7GNjzGW0% (1)
- Asme Sec V Questions and AnswersDocument32 pagesAsme Sec V Questions and AnswersAshwani Dogra100% (6)
- API 570 Closed Book Question PaperDocument41 pagesAPI 570 Closed Book Question Papervamsikrishna71% (7)
- API 510 Mid-Session Exam (Open Book) : Instructions: Choose Only One Answer Which You Think Is Most AppropriateDocument6 pagesAPI 510 Mid-Session Exam (Open Book) : Instructions: Choose Only One Answer Which You Think Is Most AppropriatesnamprogNo ratings yet
- Twin Shaft ShredderDocument88 pagesTwin Shaft ShredderZach Loves Sana0% (1)
- Lion KingsDocument32 pagesLion KingsFahad AhmadNo ratings yet
- API 1104 - UT Acceptance StandardsDocument5 pagesAPI 1104 - UT Acceptance StandardsABDIELNo ratings yet
- Pages From API 570 All Closed BookDocument18 pagesPages From API 570 All Closed Bookkumar50% (2)
- Presentation On NTPC Inspection ServicesDocument34 pagesPresentation On NTPC Inspection ServicesAshwani Dogra100% (3)
- Quizzes On ASME VDocument11 pagesQuizzes On ASME VHary SasmayaNo ratings yet
- International Conference On Electrical Machines.Document7 pagesInternational Conference On Electrical Machines.MadiNo ratings yet
- Asme Questions and Answers Part - IiiDocument6 pagesAsme Questions and Answers Part - IiiAshwani Dogra100% (3)
- BAY.t-510 Open Prac Exam #3Document14 pagesBAY.t-510 Open Prac Exam #3Karim MamdouhNo ratings yet
- Principle of Substation DesignDocument9 pagesPrinciple of Substation DesignAshwani Dogra100% (1)
- Turbine Vacuum System in Thermal Power PlantDocument28 pagesTurbine Vacuum System in Thermal Power PlantAshwani Dogra100% (1)
- API 570 QuizDocument6 pagesAPI 570 Quizjacquesmayol100% (1)
- Power Plant Commissioning PDFDocument274 pagesPower Plant Commissioning PDFLaholDelveca89% (27)
- 2.PAUT CourseworkDocument19 pages2.PAUT CourseworkMuhammed Abo-Fandood100% (5)
- API 570 Open Book (26-02-18)Document5 pagesAPI 570 Open Book (26-02-18)Mahmoud Alwasif100% (1)
- The Location Markers Required by ASME V Are Required To Appear As Radiographic ImagesDocument6 pagesThe Location Markers Required by ASME V Are Required To Appear As Radiographic ImagesSadiq KhattakNo ratings yet
- Asme Sec 5 QuestionsDocument13 pagesAsme Sec 5 Questionsanasseeksscribd100% (1)
- Turbine Condensate System in Thermal Power PlantDocument35 pagesTurbine Condensate System in Thermal Power PlantAshwani Dogra100% (1)
- Turbine Condensate System in Thermal Power PlantDocument35 pagesTurbine Condensate System in Thermal Power PlantAshwani Dogra100% (1)
- Production of Cyclohexane From BenzeneDocument151 pagesProduction of Cyclohexane From BenzeneAlif Danial AzniNo ratings yet
- 653 Homework #4Document8 pages653 Homework #4Rami GhorbelNo ratings yet
- API 570 Authorized Piping Inspector Preparatory Program: Open Book Mockup ExaminationDocument8 pagesAPI 570 Authorized Piping Inspector Preparatory Program: Open Book Mockup ExaminationmelvinNo ratings yet
- Design of Deep Basement For Waterproofing ReportDocument16 pagesDesign of Deep Basement For Waterproofing Reportlpcgby27100% (1)
- API 570 Exam 574 QuizDocument3 pagesAPI 570 Exam 574 Quizessnelson100% (2)
- Cswip 3.2 Exam TipsDocument9 pagesCswip 3.2 Exam TipsmageshkumarNo ratings yet
- API 510 Questions June 02 2004 1Document10 pagesAPI 510 Questions June 02 2004 1Ariq FauzanNo ratings yet
- UT Procedure - ForgingsDocument7 pagesUT Procedure - ForgingsMujaffar ShaikhNo ratings yet
- Control & Instrumentation Commissioning - An OverviewDocument36 pagesControl & Instrumentation Commissioning - An OverviewAshwani Dogra100% (1)
- Control & Instrumentation Commissioning - An OverviewDocument36 pagesControl & Instrumentation Commissioning - An OverviewAshwani Dogra100% (1)
- Tanker Familiarisation - Gas Detecting Instruments - 2006Document27 pagesTanker Familiarisation - Gas Detecting Instruments - 2006brain_ring100% (1)
- Air Preheater in Thermal Power Plant Problem N SolDocument25 pagesAir Preheater in Thermal Power Plant Problem N SolAshwani Dogra100% (3)
- General Exercise Questions API 1104Document14 pagesGeneral Exercise Questions API 1104Menad SalahNo ratings yet
- All Questions Are Closed Book: Airo Nspection OmpanyDocument16 pagesAll Questions Are Closed Book: Airo Nspection OmpanyAhmedNo ratings yet
- API 570 Final Exam Open Book Questions 24Document11 pagesAPI 570 Final Exam Open Book Questions 24Ravindra S. Jivani100% (5)
- API 578 Mock QuestionDocument4 pagesAPI 578 Mock QuestionsheikmoinNo ratings yet
- Asme Section V Asme 16.5 Asme b31.3 - Questions and AnswersDocument29 pagesAsme Section V Asme 16.5 Asme b31.3 - Questions and AnswersAmr Elsayed100% (4)
- Api 578-Mock 1Document27 pagesApi 578-Mock 1sheikmoin100% (1)
- Fareed-STS) API 570 DAY 5Document137 pagesFareed-STS) API 570 DAY 5Ashish Patel100% (2)
- Corrosion Mapping by UT & PADocument24 pagesCorrosion Mapping by UT & PAInspection Engineer100% (2)
- Asme Questions and Answers Part ViDocument22 pagesAsme Questions and Answers Part ViAshwani DograNo ratings yet
- Electrode SheetDocument6 pagesElectrode SheetAshwani Dogra100% (2)
- 577 API ExercisesDocument41 pages577 API Exercisesadel100% (1)
- Asme Questions and Answers Part - IvDocument4 pagesAsme Questions and Answers Part - IvAshwani Dogra100% (1)
- API 570 Final Exam Close Book Questions 23Document10 pagesAPI 570 Final Exam Close Book Questions 23Ravindra S. Jivani100% (1)
- API 570 Practice Questions and AnswersDocument4 pagesAPI 570 Practice Questions and AnswersAshwani Dogra100% (1)
- API 510 Question Bank Set JDocument7 pagesAPI 510 Question Bank Set JNayeem UllahNo ratings yet
- Api 510 Closed 8Document12 pagesApi 510 Closed 8melvinNo ratings yet
- Soal UjianDocument10 pagesSoal UjianHary SasmayaNo ratings yet
- Set of Questions Risk ManagementDocument2 pagesSet of Questions Risk ManagementAshwani Dogra100% (1)
- Badarpur Thermal Power SatationDocument132 pagesBadarpur Thermal Power Satationdiwakar_npti100% (2)
- Introduction To Industrial Safety and Accident PreventionDocument42 pagesIntroduction To Industrial Safety and Accident PreventionAshwani DograNo ratings yet
- Different Cycles in Gas Turbine & Steam TurbineDocument18 pagesDifferent Cycles in Gas Turbine & Steam TurbineAshwani DograNo ratings yet
- Tugboat Volume 38, Number 3 / 2017Document139 pagesTugboat Volume 38, Number 3 / 2017AmanNo ratings yet
- Phenomena in PlasticDocument10 pagesPhenomena in PlasticAyuPharmacy Ayu AnanNo ratings yet
- GGHHJDocument72 pagesGGHHJraviNo ratings yet
- Closed Loop Speed and Position Control of DC MotorsDocument7 pagesClosed Loop Speed and Position Control of DC Motorslizhi0007No ratings yet
- UNITENICCBT08 Mix Designof Styrofoam ConcreteDocument13 pagesUNITENICCBT08 Mix Designof Styrofoam ConcreteDoge IronyNo ratings yet
- Kadvani Forge Ltd. Manufactures Closed Die Steel Forged Products As Per The CustomerDocument8 pagesKadvani Forge Ltd. Manufactures Closed Die Steel Forged Products As Per The CustomerMayur PatelNo ratings yet
- BW 216Document2 pagesBW 216THRTHQANo ratings yet
- Points To Note When Making The Glider: Racer 538 Wren: Assembly InstructionsDocument2 pagesPoints To Note When Making The Glider: Racer 538 Wren: Assembly InstructionsYuber Fabian Castaño CupitreNo ratings yet
- ATO System: Civil Aviation Authority of The PhilippinesDocument5 pagesATO System: Civil Aviation Authority of The Philippineskimberley dela cruzNo ratings yet
- Financial & Physical Progress 27.09Document42 pagesFinancial & Physical Progress 27.09Dhrubajyoti DasNo ratings yet
- Module1 IntroductionDocument13 pagesModule1 Introductionmarlo ignacioNo ratings yet
- BFPDocument19 pagesBFPpothanNo ratings yet
- Practice Workbook: Designing Steel StructuresDocument29 pagesPractice Workbook: Designing Steel StructuresdodogogdoNo ratings yet
- MakrolonDocument5 pagesMakrolonJosh DolphinNo ratings yet
- Elecs Diagnostic ExamDocument2 pagesElecs Diagnostic ExammgoldiieeeeNo ratings yet
- Lecture 13 Production DrawingDocument28 pagesLecture 13 Production DrawingLiaquat khanNo ratings yet
- CNFSDocument82 pagesCNFSRubén García PardoNo ratings yet
- 303-07A+Engine+IgnitionDocument4 pages303-07A+Engine+IgnitionP HandokoNo ratings yet
- E30-E33 - Hydraulic Accessories Desiccant Air Breathers - enDocument4 pagesE30-E33 - Hydraulic Accessories Desiccant Air Breathers - enBillouNo ratings yet
- FEM QuestionsDocument7 pagesFEM QuestionsN Dhanunjaya Rao BorraNo ratings yet
- Topographic Map of Kingston SouthDocument1 pageTopographic Map of Kingston SouthHistoricalMapsNo ratings yet
- A Thermal Nonlinear Dynamic Model For Water Tube Drum BoilersDocument16 pagesA Thermal Nonlinear Dynamic Model For Water Tube Drum Boilersprabhuene1No ratings yet