You might also like
- The Newman Motor Plans and Test by JLN 2Document97 pagesThe Newman Motor Plans and Test by JLN 2kishbud86% (28)
- Miniature Machining TechniquesDocument40 pagesMiniature Machining Techniqueskriskee1376% (17)
- Building A Six-Inch Turret LatheDocument5 pagesBuilding A Six-Inch Turret LatheJan SteinmanNo ratings yet
- Lewis MillDocument9 pagesLewis MillCelso Ari Schlichting100% (2)
- Small Shaping MachineDocument4 pagesSmall Shaping Machineomikami73% (11)
- Concrete LatheDocument41 pagesConcrete Latherandom55No ratings yet
- ENGINEERING - MILL - Construction Plans For Horizontal Bench Mill. - (Ebook Diy Building How To Machine Tools 178848 PDFDocument2 pagesENGINEERING - MILL - Construction Plans For Horizontal Bench Mill. - (Ebook Diy Building How To Machine Tools 178848 PDFGlaucius Borba50% (2)
- Plans For Radial Drill Press PDFDocument4 pagesPlans For Radial Drill Press PDFhightecrebel100% (1)
- Bench MillDocument2 pagesBench MillEdward Elric2No ratings yet
- Steam EngineDocument4 pagesSteam EngineimgopalNo ratings yet
- Shaper Gear CuttingDocument4 pagesShaper Gear Cuttingnevadablue100% (4)
- 4in Bench SlotterDocument4 pages4in Bench SlotterTeresa Melanathy100% (1)
- Simple Boring BarDocument3 pagesSimple Boring BarMike Nichlos100% (1)
- 3 in Shaper PDFDocument5 pages3 in Shaper PDFRob NairNo ratings yet
- Metalwork and Machining Hints and Tips for Home Machinists: 101 Plans and DrawingsFrom EverandMetalwork and Machining Hints and Tips for Home Machinists: 101 Plans and DrawingsNo ratings yet
- Small Cupola For Workshop 2004Document4 pagesSmall Cupola For Workshop 2004Mos CraciunNo ratings yet
- Steam Engine SimplifiedDocument2 pagesSteam Engine SimplifiedSabolek100% (1)
- Quorn User Manual PDFDocument31 pagesQuorn User Manual PDFtaiwest100% (1)
- Vintage Power Tool Plans 1950sDocument180 pagesVintage Power Tool Plans 1950sPierre799es100% (5)
- Mini Milldiy PDFDocument6 pagesMini Milldiy PDFCelso Ari Schlichting100% (1)
- RC Airplane Engine PlansDocument8 pagesRC Airplane Engine PlansLacramioara Veronica Malael100% (1)
- A Modified Vince Gingery PlasticDocument13 pagesA Modified Vince Gingery PlasticgeppaNo ratings yet
- Simplified Steam Engine and Boiler 1937Document5 pagesSimplified Steam Engine and Boiler 1937Anghel Curty Jr.100% (1)
- A Simple Small Metalworking ShaperDocument7 pagesA Simple Small Metalworking ShaperĐặng Ngọc Hùng100% (2)
- WPS 39 Model Engineers Workshop Projects PDFDocument55 pagesWPS 39 Model Engineers Workshop Projects PDFabeeraj100% (3)
- DIY Plans - Model Steam Marine EngineDocument5 pagesDIY Plans - Model Steam Marine Enginemigss107483% (6)
- A Home-Grown FoundryDocument12 pagesA Home-Grown Foundryjraju1974100% (4)
- Metal SpinningDocument4 pagesMetal SpinningfranklynNo ratings yet
- Shop - Metal - Gingery's Pipe Bending MachineDocument1 pageShop - Metal - Gingery's Pipe Bending MachinePutra Pratama100% (6)
- Air Cooled Hot Air EngineDocument6 pagesAir Cooled Hot Air EngineJim50% (2)
- Fee Jee PMFM47Document7 pagesFee Jee PMFM47Jim100% (3)
- The Multimachine $150, 12" Swing, Metal Lathe/Mill/Drill: Tools Used in This ProjectDocument38 pagesThe Multimachine $150, 12" Swing, Metal Lathe/Mill/Drill: Tools Used in This ProjectMartin Ong100% (1)
- Home Made Metal Spinning LatheDocument7 pagesHome Made Metal Spinning Latheuragunbaga80% (5)
- Popular Mechanics - Hobby Lathe#1Document19 pagesPopular Mechanics - Hobby Lathe#1sonofsilas100% (1)
- V Po-To 3Document60 pagesV Po-To 3Pierre799es100% (1)
- Lathe-Milling AttachmentDocument4 pagesLathe-Milling AttachmentFrenchwolf420No ratings yet
- Motor Driven HacksawDocument3 pagesMotor Driven HacksawJim100% (3)
- How To Make A Mini Milling Machine-Manual or CNC!Document31 pagesHow To Make A Mini Milling Machine-Manual or CNC!Cosmin Ionut100% (2)
- Model EngineDocument432 pagesModel Enginejcrisso100% (4)
- Functional Composite Materials: Manufacturing Technology and Experimental ApplicationFrom EverandFunctional Composite Materials: Manufacturing Technology and Experimental ApplicationNo ratings yet
- A Guide to Model Steam Engines - A Collection of Vintage Articles on the Design and Construction of Steam EnginesFrom EverandA Guide to Model Steam Engines - A Collection of Vintage Articles on the Design and Construction of Steam EnginesNo ratings yet
- Model Motor Boats - Being No. 2 of the Model Maker Series of Practical Handbooks Covering Every Phase of Model Building and DesignFrom EverandModel Motor Boats - Being No. 2 of the Model Maker Series of Practical Handbooks Covering Every Phase of Model Building and DesignNo ratings yet
- Building Your own Toy Steam Engine - A Guide to Constructing Your own Model Steam Engine and Single Acting Toy EngineFrom EverandBuilding Your own Toy Steam Engine - A Guide to Constructing Your own Model Steam Engine and Single Acting Toy EngineNo ratings yet
- Metalworking for Home Machinists: 53 Practical Projects to Build YourselfFrom EverandMetalworking for Home Machinists: 53 Practical Projects to Build YourselfNo ratings yet
- The Evolution of MatterDocument482 pagesThe Evolution of Matteranakin68100% (8)
- How To Build Radiant ChargersDocument9 pagesHow To Build Radiant ChargersRed WarrantNo ratings yet
- Manual K8048 PicDocument0 pagesManual K8048 PicRed WarrantNo ratings yet
- Free Energy PDFDocument15 pagesFree Energy PDFRed WarrantNo ratings yet
- Training Manual For Miners Marcello 15Document152 pagesTraining Manual For Miners Marcello 15dorutzuNo ratings yet
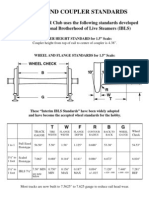
- IBLS StandardsDocument1 pageIBLS StandardsRed WarrantNo ratings yet