You might also like
- Fracture Toughness of Recycled AISI 1040 Steel Chip ReinforcedDocument8 pagesFracture Toughness of Recycled AISI 1040 Steel Chip ReinforcedSharan AnnapuraNo ratings yet
- Effect Casting Conditions Melt Quality JMat Proc Technol 2007 AluminioDocument7 pagesEffect Casting Conditions Melt Quality JMat Proc Technol 2007 Aluminiopaola montserrat flores moralesNo ratings yet
- 5xxx-Series Extrusions For Automotive Applications With Outstanding Intergranular Corrosion ResistanceDocument12 pages5xxx-Series Extrusions For Automotive Applications With Outstanding Intergranular Corrosion ResistanceFrancesco BernardNo ratings yet
- New Methods of Al Recyc PDFDocument6 pagesNew Methods of Al Recyc PDFSrinivasa Rao PulivartiNo ratings yet
- Intered Metals and AlloysDocument8 pagesIntered Metals and AlloysFerry SetiawanNo ratings yet
- Analyzing The Effect of Cutting Parameters On Surface Roughness and Tool Wear When Machining Nickel Based Hastelloy - 276Document11 pagesAnalyzing The Effect of Cutting Parameters On Surface Roughness and Tool Wear When Machining Nickel Based Hastelloy - 276Antonius Adi Hendra SaputraNo ratings yet
- Effects of Heat Treatment On Materials Used in Automobiles: A Case StudyDocument6 pagesEffects of Heat Treatment On Materials Used in Automobiles: A Case StudyMilitza PerezNo ratings yet
- Jurnal Komposit PDFDocument7 pagesJurnal Komposit PDFYudhistira 'ndin' Atmin LukitoNo ratings yet
- A Review On Effect of Reinforcement Particles On The Mechanical Properties of Aluminium Based CompositesDocument7 pagesA Review On Effect of Reinforcement Particles On The Mechanical Properties of Aluminium Based CompositesEr Samkit ShahNo ratings yet
- MMETFP-2021 045 Original v1Document8 pagesMMETFP-2021 045 Original v1SHAHARYAR KHAN BTECHNo ratings yet
- AC4CDocument6 pagesAC4CTay Chu YenNo ratings yet
- Sciencedirect: A Review On Recycling Aluminum Chips by Hot Extrusion ProcessDocument6 pagesSciencedirect: A Review On Recycling Aluminum Chips by Hot Extrusion ProcessLuis FerNo ratings yet
- Sub-Zero Treatment of Steels - Technology, Processes, Equipment (Final Artwork) PDFDocument20 pagesSub-Zero Treatment of Steels - Technology, Processes, Equipment (Final Artwork) PDFBinh Thanh LeNo ratings yet
- Subzero Treatment of Steels En553 116014 PDFDocument20 pagesSubzero Treatment of Steels En553 116014 PDFsivaNo ratings yet
- Alati Za AlDocument25 pagesAlati Za AlAnonymous MrD5oBNo ratings yet
- Optimizing The Heat Treatment Process of Cast Aluminium AlloysDocument25 pagesOptimizing The Heat Treatment Process of Cast Aluminium AlloysAndrei SorinNo ratings yet
- Effect of Holding Time On Mechanical Properties of Recycling Aluminium Alloy Aa6061 Through Ball Mill ProcessDocument10 pagesEffect of Holding Time On Mechanical Properties of Recycling Aluminium Alloy Aa6061 Through Ball Mill ProcessIAEME PublicationNo ratings yet
- Relationship Between Cutting Conditions and Chips Morphology During Milling of Aluminium Al-2050Document18 pagesRelationship Between Cutting Conditions and Chips Morphology During Milling of Aluminium Al-2050John TorrezNo ratings yet
- Vol57 4overview1Document16 pagesVol57 4overview1Indra Chandra SetiawanNo ratings yet
- Processing and Mechanical Testings of 7075 Al Matrix Composite Reinforced With Al2O3 Nano-Particles Fabricated by Stir Casting RouteDocument12 pagesProcessing and Mechanical Testings of 7075 Al Matrix Composite Reinforced With Al2O3 Nano-Particles Fabricated by Stir Casting RouteTJPRC PublicationsNo ratings yet
- Comparison Between Cemented Carbide and PCD ToolsDocument20 pagesComparison Between Cemented Carbide and PCD ToolsEsmeralda MuñozNo ratings yet
- Effects of Heat Treatment On Materials Used in Automobiles: A Case StudyDocument7 pagesEffects of Heat Treatment On Materials Used in Automobiles: A Case Studysinan alqassabNo ratings yet
- MC FCD500Document6 pagesMC FCD500Ashok KhannaNo ratings yet
- Design of Aluminum StructureDocument29 pagesDesign of Aluminum StructurerobcfuNo ratings yet
- 1516 DecDocument14 pages1516 DecMohamad Yusuf HelmiNo ratings yet
- Design of Aluminium StructuresDocument32 pagesDesign of Aluminium Structurescargetoianu2357100% (1)
- Aluminium Die Heat Check Mark PDFDocument4 pagesAluminium Die Heat Check Mark PDFetamil870% (1)
- BhattacharyyDocument13 pagesBhattacharyyRenata LisboaNo ratings yet
- Tensile Properties of Al 6061 Alloy Surface Composite Via Friction Stir ProcessingDocument6 pagesTensile Properties of Al 6061 Alloy Surface Composite Via Friction Stir ProcessingInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- Investigating Aluminum Sheet Wrinkling During The Deep Drawing ProcessDocument12 pagesInvestigating Aluminum Sheet Wrinkling During The Deep Drawing ProcessElaine JohnsonNo ratings yet
- Tekkaya (2010) - Aluminum Scrap Recycling by Hot Extrusion Without Melting ProcessDocument6 pagesTekkaya (2010) - Aluminum Scrap Recycling by Hot Extrusion Without Melting ProcessChristian Dalheim ØienNo ratings yet
- Experimental and Simulated Evaluation of The Quality of Pressure and Squeeze CastingsDocument10 pagesExperimental and Simulated Evaluation of The Quality of Pressure and Squeeze CastingsUnivmyPortalNo ratings yet
- Processes Involved in Production of Aluminium Sheets: Department of Mechanical EngineeringDocument29 pagesProcesses Involved in Production of Aluminium Sheets: Department of Mechanical EngineeringSudeepHandikherkarNo ratings yet
- Materials & Design: Chong Gao, Rongqiang Gao, Yue MaDocument9 pagesMaterials & Design: Chong Gao, Rongqiang Gao, Yue MaTaguis VelascoNo ratings yet
- Dry Sliding Behavior of Aluminium Alloy Reinforced With Hybrid Ceramic ParticlesDocument7 pagesDry Sliding Behavior of Aluminium Alloy Reinforced With Hybrid Ceramic ParticlesNisar HussainNo ratings yet
- Experimental Investigation of Wear Behaviour of A356-Tib Metal Matrix CompositesDocument10 pagesExperimental Investigation of Wear Behaviour of A356-Tib Metal Matrix CompositesTJPRC PublicationsNo ratings yet
- LubrodalDocument7 pagesLubrodaldanaandrei74No ratings yet
- Twin Roll Casting of Aluminum Alloy AC7A Using Commercial Scale MachineDocument4 pagesTwin Roll Casting of Aluminum Alloy AC7A Using Commercial Scale MachineIjaems JournalNo ratings yet
- Effect of Oxide Particles On The Stabilization and Final Microstructure in AluminiumDocument7 pagesEffect of Oxide Particles On The Stabilization and Final Microstructure in AluminiumEidelsayedNo ratings yet
- Research Article: Mechanical Behaviour and Springback Study of An Aluminium Alloy in Warm Forming ConditionsDocument10 pagesResearch Article: Mechanical Behaviour and Springback Study of An Aluminium Alloy in Warm Forming ConditionsJabbar AljanabyNo ratings yet
- Study On The Performance of Electroless Nickel Coating On Aluminium For Cylinder LinersDocument8 pagesStudy On The Performance of Electroless Nickel Coating On Aluminium For Cylinder LinersBharat Vinjamuri100% (1)
- Tribological Properties of Aluminium Metal Matrix Composites (Aa7075 Reinforced With Titanium Carbide (Tic) Particles)Document14 pagesTribological Properties of Aluminium Metal Matrix Composites (Aa7075 Reinforced With Titanium Carbide (Tic) Particles)whatisnameNo ratings yet
- Effects of Degrees of Cold Working and Ion On TheDocument9 pagesEffects of Degrees of Cold Working and Ion On TheMustea GigyNo ratings yet
- Thermal Aspects Material Considerations and Cooling Strategies in Cryogenic Machining-LibreDocument10 pagesThermal Aspects Material Considerations and Cooling Strategies in Cryogenic Machining-LibreMocerneac BogdanNo ratings yet
- Fatigue Life of Machined ComponentsDocument37 pagesFatigue Life of Machined ComponentsAjeeth KumarNo ratings yet
- 112-Article Text-274-1-10-20200516Document5 pages112-Article Text-274-1-10-20200516Gema UtamaNo ratings yet
- Introduction ThesisDocument17 pagesIntroduction ThesiskhileryboxNo ratings yet
- Minimization of Casting Defects in Aluminium Alloy Oil Tank Casting Through Quality Control and DesignDocument7 pagesMinimization of Casting Defects in Aluminium Alloy Oil Tank Casting Through Quality Control and DesignInternational Journal of Application or Innovation in Engineering & ManagementNo ratings yet
- Cap 1Document9 pagesCap 1irinuca12No ratings yet
- About Die CastingDocument3 pagesAbout Die CastingJoelNo ratings yet
- Joining of Aa1050 Sheets Via Two Stages of Friction Spot TechniqueDocument13 pagesJoining of Aa1050 Sheets Via Two Stages of Friction Spot Techniquemunaf.h.ridhaNo ratings yet
- Effects of Rheoforming On Microstructures and Mechanical Properties of 7075 Wrought Aluminum AlloyDocument6 pagesEffects of Rheoforming On Microstructures and Mechanical Properties of 7075 Wrought Aluminum AlloyKay WhiteNo ratings yet
- W 4 Technology Conclave IIDocument10 pagesW 4 Technology Conclave IINarasimha DvlNo ratings yet
- Mechanically Manufactured Selective Solar Absorber Surfaces: Article in PressDocument11 pagesMechanically Manufactured Selective Solar Absorber Surfaces: Article in Pressmartin sabusNo ratings yet
- Sample ThesisDocument8 pagesSample ThesisAkshay Iyer50% (2)
- Advanced Processing and Manufacturing Technologies for Nanostructured and Multifunctional Materials IIIFrom EverandAdvanced Processing and Manufacturing Technologies for Nanostructured and Multifunctional Materials IIITatsuki OhjiNo ratings yet
- Compendium of Atomic Alkali Resistant Optical Thin Films, Diffusion and Electrical Mobility in Diode Pumped Alkali Lasers (DPALs)From EverandCompendium of Atomic Alkali Resistant Optical Thin Films, Diffusion and Electrical Mobility in Diode Pumped Alkali Lasers (DPALs)No ratings yet
- Feedstock Technology for Reactive Metal Injection Molding: Process, Design, and ApplicationFrom EverandFeedstock Technology for Reactive Metal Injection Molding: Process, Design, and ApplicationNo ratings yet
- Velocity and Acceleration DiagramsDocument31 pagesVelocity and Acceleration Diagramsjohn_max03No ratings yet
- Synthesis of Planar Mechanisms 5.1. Synthesis of MechanismsDocument5 pagesSynthesis of Planar Mechanisms 5.1. Synthesis of MechanismsHARI KRISHNAN GNo ratings yet
- Sree Buddha College of Engineering, PattoorDocument1 pageSree Buddha College of Engineering, PattoorHARI KRISHNAN GNo ratings yet
- Velocity and Acceleration DiagramsDocument31 pagesVelocity and Acceleration Diagramsjohn_max03No ratings yet
- Wind Energy Rejection in China Current Status Reasons and PerspectivesDocument23 pagesWind Energy Rejection in China Current Status Reasons and PerspectivesHARI KRISHNAN GNo ratings yet
- MES5 S8SyllabiDocument138 pagesMES5 S8SyllabiHARI KRISHNAN GNo ratings yet
- Reprocessing of Aluminum Chips by Hot Backward ExtrusionDocument8 pagesReprocessing of Aluminum Chips by Hot Backward ExtrusionHARI KRISHNAN GNo ratings yet
- Pan Ago Poulos 2009Document6 pagesPan Ago Poulos 2009HARI KRISHNAN GNo ratings yet
- Asstdir IndussyllDocument6 pagesAsstdir IndussyllsarinchandrabalanNo ratings yet
- Dome 1Document32 pagesDome 1HARI KRISHNAN GNo ratings yet
- KSDPL - An OverviewDocument9 pagesKSDPL - An OverviewHARI KRISHNAN GNo ratings yet
- Febin S3 Me ADocument14 pagesFebin S3 Me AHARI KRISHNAN GNo ratings yet
- Adobe Scan Apr 27, 2023 PDFDocument14 pagesAdobe Scan Apr 27, 2023 PDFMOHD OWAIS ANSARINo ratings yet
- Astm A668mDocument7 pagesAstm A668mcacalinoNo ratings yet
- Joint Welding Method PHC D600A-100Document2 pagesJoint Welding Method PHC D600A-100sochealaoNo ratings yet
- NiplesDocument59 pagesNiplesJose LiraNo ratings yet
- CopperDocument26 pagesCopperShirjak ThokarNo ratings yet
- ASTM F1554 - Portland BoltDocument1 pageASTM F1554 - Portland BoltjacquesmayolNo ratings yet
- Supreme Technology 2-Zinc Alloy&ZincDocument6 pagesSupreme Technology 2-Zinc Alloy&ZincTran Duong QuangNo ratings yet
- Final Project CIVE302 Fact SheetDocument4 pagesFinal Project CIVE302 Fact Sheetxtopherus124No ratings yet
- Resources, Conservation and Recycling: Nickel Recovery/removal From Industrial Wastes: A ReviewDocument10 pagesResources, Conservation and Recycling: Nickel Recovery/removal From Industrial Wastes: A ReviewOxrafNo ratings yet
- Mineral Insulated Metal-Sheathed CableDocument13 pagesMineral Insulated Metal-Sheathed CablekmiqdNo ratings yet
- Chapter 10. Surface Treatments and Coatings.Document3 pagesChapter 10. Surface Treatments and Coatings.BinhNo ratings yet
- Weld Over WeldDocument1 pageWeld Over Weldmoha23No ratings yet
- Chem 136-LAB CDocument3 pagesChem 136-LAB Csidro12371% (7)
- Key Plan Type-1 01: Muscat International AirportDocument1 pageKey Plan Type-1 01: Muscat International AirportTanveer PatilNo ratings yet
- Welding Repair ProcedureDocument4 pagesWelding Repair Proceduregstketut100% (2)
- Ensat Self Tapping Inserts 302 Series MetricDocument1 pageEnsat Self Tapping Inserts 302 Series MetricAce Industrial SuppliesNo ratings yet
- Reinforcing Steel and AccessoriesDocument4 pagesReinforcing Steel and AccessoriesTheodore TheodoropoulosNo ratings yet
- MME 291 Final QuestionDocument2 pagesMME 291 Final QuestionTahmeed HossainNo ratings yet
- Gw01.opc53.d03.w36. 03.09.2018Document1 pageGw01.opc53.d03.w36. 03.09.2018mukesh malviyaNo ratings yet
- Hydrogen Effects in Materials 1Document49 pagesHydrogen Effects in Materials 1hreer100% (2)
- Toilet and Bath Accessories - MSTDocument7 pagesToilet and Bath Accessories - MSTwafikmh4No ratings yet
- Cutting Off Wheels: Bond Type Resinoid Shellac RubberDocument17 pagesCutting Off Wheels: Bond Type Resinoid Shellac RubberaloordominicNo ratings yet
- SAIL Catalogue: DownloadDocument16 pagesSAIL Catalogue: Downloadmishra usNo ratings yet
- Astm B150-2003 PDFDocument6 pagesAstm B150-2003 PDFRashedul HasanNo ratings yet
- Lehigh Steel Calculation - Moechammed RiezkyDocument9 pagesLehigh Steel Calculation - Moechammed RiezkyKarina RusmanNo ratings yet
- E 307-15Document2 pagesE 307-15Ahmed Abdel NabiNo ratings yet
- Ladish CatalogDocument9 pagesLadish CatalogCamilo VarelaNo ratings yet
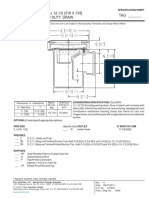
- TAG - 12-1/2 X 12-1/2 (318 X 318) Heavy-Duty Drain: Specification SheetDocument1 pageTAG - 12-1/2 X 12-1/2 (318 X 318) Heavy-Duty Drain: Specification SheetImtiyaz KhanNo ratings yet
- IENG 475 HO 02 APT Programming NotesDocument20 pagesIENG 475 HO 02 APT Programming NotesHemanth KumarNo ratings yet
- Design of Leaf SpringsDocument27 pagesDesign of Leaf Springsmic50% (2)