You might also like
- Thermal Insulation Handbook for the Oil, Gas, and Petrochemical IndustriesFrom EverandThermal Insulation Handbook for the Oil, Gas, and Petrochemical IndustriesRating: 3.5 out of 5 stars3.5/5 (3)
- Commissioning Manual of A CFBC BoilerDocument178 pagesCommissioning Manual of A CFBC Boilerparthi20065768100% (1)
- Boiler CombustionDocument20 pagesBoiler CombustionAnand SwamiNo ratings yet
- PFBC1Document28 pagesPFBC1anilkumarv123No ratings yet
- Fluidized Bed CombustionDocument23 pagesFluidized Bed CombustionHawk EyeNo ratings yet
- Combustion EquipmentsDocument50 pagesCombustion EquipmentsHabtamu Tkubet EbuyNo ratings yet
- Chapter 5 - Combustion EquipmentDocument50 pagesChapter 5 - Combustion Equipmentdmc constructionNo ratings yet
- Chapter 5 - Combustion EquipmentDocument50 pagesChapter 5 - Combustion EquipmentrrhoshackNo ratings yet
- Boilers Training Topic Nov 2021Document24 pagesBoilers Training Topic Nov 2021mizharmuisstNo ratings yet
- 1.1 Salient Features of CFBC BoilerDocument17 pages1.1 Salient Features of CFBC BoilerJAY PARIKHNo ratings yet
- 2 BoilersDocument58 pages2 BoilersParameswararao BillaNo ratings yet
- Power Plant Engg Lab Manual BeDocument32 pagesPower Plant Engg Lab Manual Besinan2yilmazNo ratings yet
- Chapter Three Steam Power PlantDocument60 pagesChapter Three Steam Power PlantBiniam NegaNo ratings yet
- CFBC & PFBC Technology PSJalkote EA 0366Document18 pagesCFBC & PFBC Technology PSJalkote EA 0366Jessica SimpsonNo ratings yet
- CFBC & PFBC TechnologyDocument18 pagesCFBC & PFBC TechnologyomiitgNo ratings yet
- Kiln Burning SystemDocument12 pagesKiln Burning SystemMuhammadShoaib100% (1)
- Boiler NotesDocument34 pagesBoiler NotesRakesh Singh BhadoriyaNo ratings yet
- Boilers: D N SonawaneDocument59 pagesBoilers: D N Sonawanedn_sonawane1975100% (1)
- Dev Energy - GASIFIERDocument33 pagesDev Energy - GASIFIERvinay1999No ratings yet
- Ore PreheatingDocument30 pagesOre PreheatingakshukNo ratings yet
- 04 BoilersDocument59 pages04 BoilersMHD Abdi MuttaqinNo ratings yet
- Tugas BoilerDocument33 pagesTugas BoilerAgus Dwi Nurcahyo JemberNo ratings yet
- Fluidized Bed Combustion (FBC) in Coal Based Thermal Power PlantsDocument10 pagesFluidized Bed Combustion (FBC) in Coal Based Thermal Power PlantsShambhu MehtaNo ratings yet
- Agroni KokbidoniDocument14 pagesAgroni KokbidoniVisi GjNo ratings yet
- Principles of Fluidized Bed BoilersDocument27 pagesPrinciples of Fluidized Bed BoilersssNo ratings yet
- Fluidized Bed Combustion in PracticeDocument95 pagesFluidized Bed Combustion in PracticeLTE002No ratings yet
- Industrial BurnersDocument23 pagesIndustrial Burnerskarthikeyan5000No ratings yet
- FGC Group LLC - Consulting & Engineering - Products - Thermal Processing Equipment - Activated Carbon Plant PDFDocument3 pagesFGC Group LLC - Consulting & Engineering - Products - Thermal Processing Equipment - Activated Carbon Plant PDFCleverSeyramKetekuNo ratings yet
- Kiln Burning SystemsDocument30 pagesKiln Burning SystemsNael100% (8)
- IR-CFBC Boiiler 4th Generation BoilerDocument41 pagesIR-CFBC Boiiler 4th Generation BoilerJyoti Prakash Prusty100% (2)
- Presentation On CFBC Technology by Cethar Vessels (P) LTDDocument21 pagesPresentation On CFBC Technology by Cethar Vessels (P) LTDRavi Chandar100% (4)
- Delayed Coker Fired HeatersDocument20 pagesDelayed Coker Fired HeatersJean Carlos Gonzalez Hernandez100% (3)
- Waste CFB CombustionDocument15 pagesWaste CFB CombustionmihugirNo ratings yet
- Industrial BoilersDocument81 pagesIndustrial BoilersRavi PrajapatiNo ratings yet
- Thermal CrackingDocument24 pagesThermal Crackingmihir kumar100% (1)
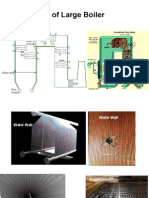
- Schematic of Large Boiler: Drum Slag ScreenDocument17 pagesSchematic of Large Boiler: Drum Slag ScreenPriyatanu RoyNo ratings yet
- Atmospheric Fluidised Bed Combustion BoilerDocument10 pagesAtmospheric Fluidised Bed Combustion BoilersushantNo ratings yet
- Circulating Fluidised Bed Combustion (CFBC) Technology For Power GENERATION - Technology StatusDocument12 pagesCirculating Fluidised Bed Combustion (CFBC) Technology For Power GENERATION - Technology Statusgullipalli srinivasa raoNo ratings yet
- 25.boiler Water Chemistry R1 26.06.2017Document312 pages25.boiler Water Chemistry R1 26.06.2017VINOTHINI R B.Ed100% (1)
- 196 - MSC-RG - 100 20.0 KgsDocument31 pages196 - MSC-RG - 100 20.0 Kgsindika thusharaNo ratings yet
- CFB Boiler BrochureDocument2 pagesCFB Boiler BrochuremechguybalaNo ratings yet
- Duoflex BurnerDocument6 pagesDuoflex Burnersinghite100% (1)
- CFBC BoilersDocument11 pagesCFBC BoilersManoj DesaiNo ratings yet
- Fluidized Bed CombustionDocument2 pagesFluidized Bed Combustionlaila salahNo ratings yet
- Apple Industries LTD - Anantapur Dist Exe Sum EngDocument8 pagesApple Industries LTD - Anantapur Dist Exe Sum EngRashmi PatelNo ratings yet
- IncineratorDocument7 pagesIncineratorhuseynseymenNo ratings yet
- KR BOE-2018 Paper-2 Solution PDFDocument8 pagesKR BOE-2018 Paper-2 Solution PDFBharatsinh Chauhan100% (4)
- Steam Power Plant: A Presentation OnDocument45 pagesSteam Power Plant: A Presentation OnHassan Funsho AkandeNo ratings yet
- Duoflex Burner PDFDocument6 pagesDuoflex Burner PDFIndra D. Winarko100% (1)
- Oschatz Non-Ferrous Metallurgy enDocument12 pagesOschatz Non-Ferrous Metallurgy enSelene Acosta MauricciNo ratings yet
- Report in Power Plant EngineeringDocument58 pagesReport in Power Plant EngineeringJacobi CalebNo ratings yet
- 02 PCRA NitendraDewanganDocument127 pages02 PCRA NitendraDewanganGovind RaoNo ratings yet
- Mechanics of the Household: A Course of Study Devoted to Domestic Machinery and Household Mechanical AppliancesFrom EverandMechanics of the Household: A Course of Study Devoted to Domestic Machinery and Household Mechanical AppliancesNo ratings yet
- Encyclopaedia Britannica, 11th Edition, Volume 8, Slice 3 "Destructors" to "Diameter"From EverandEncyclopaedia Britannica, 11th Edition, Volume 8, Slice 3 "Destructors" to "Diameter"No ratings yet
- Heating Systems Troubleshooting & Repair: Maintenance Tips and Forensic ObservationsFrom EverandHeating Systems Troubleshooting & Repair: Maintenance Tips and Forensic ObservationsNo ratings yet
- Heat Transfer: Non-Stationary Heat Transfer Through Walls, Measurement of Thermal Conductivity, Heat Transfer with Two Phase RefrigerantsFrom EverandHeat Transfer: Non-Stationary Heat Transfer Through Walls, Measurement of Thermal Conductivity, Heat Transfer with Two Phase RefrigerantsRating: 5 out of 5 stars5/5 (1)
- Process Steam Systems: A Practical Guide for Operators, Maintainers, and DesignersFrom EverandProcess Steam Systems: A Practical Guide for Operators, Maintainers, and DesignersNo ratings yet