You might also like
- Diode, Transistor & Fet Circuits Manual: Newnes Circuits Manual SeriesFrom EverandDiode, Transistor & Fet Circuits Manual: Newnes Circuits Manual SeriesRating: 4.5 out of 5 stars4.5/5 (7)
- Welding Craft Practice: Oxy-Acetylene Gas Welding and Related StudiesFrom EverandWelding Craft Practice: Oxy-Acetylene Gas Welding and Related StudiesNo ratings yet
- Metalworking Tig WeldingDocument11 pagesMetalworking Tig WeldingPutra Pratama100% (8)
- Semiconductor Data Book: Characteristics of approx. 10,000 Transistors, FETs, UJTs, Diodes, Rectifiers, Optical Semiconductors, Triacs and SCRsFrom EverandSemiconductor Data Book: Characteristics of approx. 10,000 Transistors, FETs, UJTs, Diodes, Rectifiers, Optical Semiconductors, Triacs and SCRsNo ratings yet
- Materials Data for Cyclic Loading: Aluminium and Titanium AlloysFrom EverandMaterials Data for Cyclic Loading: Aluminium and Titanium AlloysRating: 1 out of 5 stars1/5 (1)
- ASTM A335 Pipe Specification1 PDFDocument8 pagesASTM A335 Pipe Specification1 PDFRoberto EliasNo ratings yet
- ENiFe CIDocument1 pageENiFe CIakashmalayiNo ratings yet
- Weldwire Company, Inc. Technical InformationDocument1 pageWeldwire Company, Inc. Technical InformationAndrés RamírezNo ratings yet
- E309LMo 16Document1 pageE309LMo 16faiz oeNo ratings yet
- Electrodo E347-16Document1 pageElectrodo E347-16Eunilo Valenzuela ZabarburuNo ratings yet
- NI-182 Victory ENICRFE-3 Electrode Data SheetDocument1 pageNI-182 Victory ENICRFE-3 Electrode Data SheetgianNo ratings yet
- ERCoCr A - Cobalt 6 Bare WireDocument1 pageERCoCr A - Cobalt 6 Bare Wirekptl6185No ratings yet
- Weldwire Company, Inc. Technical InformationDocument1 pageWeldwire Company, Inc. Technical InformationchepurthiNo ratings yet
- ER90S-B9 Electrode SpecDocument1 pageER90S-B9 Electrode SpecfaizalzolNo ratings yet
- M El p0.2 2Document3 pagesM El p0.2 2Gopal RamalingamNo ratings yet
- Weldwire Company, Inc. Technical InformationDocument1 pageWeldwire Company, Inc. Technical InformationchepurthiNo ratings yet
- ERCUDocument1 pageERCURogério JuniorNo ratings yet
- Pinnacle Alloys E9018-M Code and Specification DataDocument2 pagesPinnacle Alloys E9018-M Code and Specification DataPutra Panca WardhanaNo ratings yet
- ERNiCrCoMo 1Document1 pageERNiCrCoMo 1Vajid MadathilNo ratings yet
- Pinnacle Alloys E8018 C3Document2 pagesPinnacle Alloys E8018 C3Sajeev SivanandanNo ratings yet
- Comparison Welding Wire A5.18-ER70S-3 - A5.18-ER70S-6Document3 pagesComparison Welding Wire A5.18-ER70S-3 - A5.18-ER70S-6QuyetNo ratings yet
- ER70S-2 Mild SteelDocument1 pageER70S-2 Mild SteelNadeemNo ratings yet
- Product Data Sheet OK 75.75: E 'Manual Metal-Arc Welding' ESAB Perstorp AB SwedenDocument3 pagesProduct Data Sheet OK 75.75: E 'Manual Metal-Arc Welding' ESAB Perstorp AB SwedenKARLNo ratings yet
- ERNiCr 3Document1 pageERNiCr 3Cemal NergizNo ratings yet
- SOW 7018A11 8 SpecSheetDocument2 pagesSOW 7018A11 8 SpecSheetKmi GutierrezNo ratings yet
- Böhler CN 13/4-Mc Hi: Classifi CationsDocument1 pageBöhler CN 13/4-Mc Hi: Classifi CationsBranko FerenčakNo ratings yet
- Product Data Sheet OK 55.00: E 'Manual Metal-Arc Welding' ESAB AB SwedenDocument2 pagesProduct Data Sheet OK 55.00: E 'Manual Metal-Arc Welding' ESAB AB SwedenAzriNo ratings yet
- 8015 b8Document1 page8015 b8Issac GeorgeNo ratings yet
- AUTROD 316LSiDocument2 pagesAUTROD 316LSijoao guilhermeNo ratings yet
- ESAB ENiCiFe-3Document1 pageESAB ENiCiFe-3Sadhasivam VeluNo ratings yet
- Product Data Sheet OK 76.18: E 'Manual Metal-Arc Welding' ESAB Perstorp AB SwedenDocument3 pagesProduct Data Sheet OK 76.18: E 'Manual Metal-Arc Welding' ESAB Perstorp AB SwedenKARLNo ratings yet
- European Steel and Alloy GradesDocument2 pagesEuropean Steel and Alloy Gradesfarshid KarpasandNo ratings yet
- Material Cross Reference TableDocument3 pagesMaterial Cross Reference TableLuis Pol SistiNo ratings yet
- Ok 347 AutrodDocument2 pagesOk 347 Autrodjoao guilhermeNo ratings yet
- Pinnacle Alloys E11018 MDocument2 pagesPinnacle Alloys E11018 MMoch_adiganjarNo ratings yet
- Pinnacle Alloys E7018 E7018 1Document2 pagesPinnacle Alloys E7018 E7018 1BerniIrleNo ratings yet
- Thermocouple: Common SpecificationsDocument6 pagesThermocouple: Common Specificationsmertel_26No ratings yet
- Weldwire Company, Inc. Technical InformationDocument1 pageWeldwire Company, Inc. Technical InformationdfmolinaNo ratings yet
- European Steel and Alloy GradesDocument2 pagesEuropean Steel and Alloy Gradesfarshid KarpasandNo ratings yet
- SS 316 (0.5 FN) : Stainless Steel ElectrodeDocument1 pageSS 316 (0.5 FN) : Stainless Steel Electrodeflasher_for_nokiaNo ratings yet
- L1 12783 en Thermanit 25 09 CuT 1SC6A00G 3394780 ENDocument1 pageL1 12783 en Thermanit 25 09 CuT 1SC6A00G 3394780 ENcycsi02No ratings yet
- B Boehler Aws E316l 17 Se en 5a Mds PDFDocument1 pageB Boehler Aws E316l 17 Se en 5a Mds PDFInaamNo ratings yet
- SF 71MCDocument1 pageSF 71MCGESTION Y CONTROL DE PROYECTOS IngeminNo ratings yet
- Boehler CN 13 4-MC FDocument1 pageBoehler CN 13 4-MC FFilipe CordeiroNo ratings yet
- Product Data Sheet OK 67.55: E 'Manual Metal-Arc Welding'Document2 pagesProduct Data Sheet OK 67.55: E 'Manual Metal-Arc Welding'rajNo ratings yet
- Pinnacle Alloys E8018-B6 Code and Specification DataDocument2 pagesPinnacle Alloys E8018-B6 Code and Specification DataMurad AlmoudiNo ratings yet
- Pinnacle Alloys E6013Document2 pagesPinnacle Alloys E6013rahulNo ratings yet
- Supratherm E7018Document1 pageSupratherm E7018yskushwah16No ratings yet
- 213 Ok 64 30Document1 page213 Ok 64 30Mohd AnsariNo ratings yet
- ASTM A335 Pipe Specification1Document8 pagesASTM A335 Pipe Specification1Rupam BaruahNo ratings yet
- Thermanit Chromo 9V SMAW enDocument1 pageThermanit Chromo 9V SMAW ensoft4gsmNo ratings yet
- Thermanit GE-316L PDFDocument1 pageThermanit GE-316L PDFsmpoe017No ratings yet
- UTP 6222 MoDocument1 pageUTP 6222 ModantegimenezNo ratings yet
- Product Data Sheet OK 74.78: E 'Manual Metal-Arc Welding' ESAB Perstorp AB SwedenDocument2 pagesProduct Data Sheet OK 74.78: E 'Manual Metal-Arc Welding' ESAB Perstorp AB Swedentungau87No ratings yet
- Shielded Metal Arc WeldingDocument0 pagesShielded Metal Arc WeldingMohd AnsariNo ratings yet
- Thermanit Nimo 100: Stick Electrode, Low-Alloyed, BasicDocument1 pageThermanit Nimo 100: Stick Electrode, Low-Alloyed, BasicbrayanNo ratings yet
- Bavaria en BA-TIG 310Document1 pageBavaria en BA-TIG 310cocoNo ratings yet
- Lincolnweld 888 & LA-85Document2 pagesLincolnweld 888 & LA-85Pablo PazNo ratings yet
- CERTILAS EN Edition2023 320Document1 pageCERTILAS EN Edition2023 320Alireza KhodabandehNo ratings yet
- Prequalified WPS Requirement ASTM D1.1Document1 pagePrequalified WPS Requirement ASTM D1.1briang-2No ratings yet
- AWS D1.1 Visual Inspection Acceptance CriteriaDocument1 pageAWS D1.1 Visual Inspection Acceptance Criteriabriang-286% (7)
- SA 387 Grade 91 Class 2Document4 pagesSA 387 Grade 91 Class 2briang-2No ratings yet
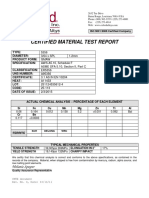
- Certified Material Test Report: Melanie SpeyrerDocument1 pageCertified Material Test Report: Melanie Speyrerbriang-2No ratings yet
- American Welding Society 8669 NW 36 Street, #130 Miami, FL 33166-6672Document1 pageAmerican Welding Society 8669 NW 36 Street, #130 Miami, FL 33166-6672briang-2No ratings yet
- Weld Parameters Data SheetDocument1 pageWeld Parameters Data SheetshwayeNo ratings yet