You might also like
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (345)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Pre Dispatch ChecklistDocument2 pagesPre Dispatch ChecklistBhawna100% (1)
- Husn KimiaDocument10 pagesHusn KimiahusniNo ratings yet
- Jominy-End Quench TestDocument16 pagesJominy-End Quench TestFirdaus Asry33% (3)
- Stainless India CompaniesDocument12 pagesStainless India CompaniesRæhul SÄlvé100% (1)
- Welding PresentationDocument48 pagesWelding Presentationedu_canete100% (2)
- Steel Industry Embraces A992Document6 pagesSteel Industry Embraces A992Jagadeesh Nandam100% (1)
- Aluminum and Steel Factories in RomaniaDocument12 pagesAluminum and Steel Factories in RomaniaPacific HRNo ratings yet
- Catalogo OuthershieldDocument36 pagesCatalogo OuthershieldJUAN VASCONo ratings yet
- Materials Today: ProceedingsDocument4 pagesMaterials Today: ProceedingsMITUSHI AGRAWALNo ratings yet
- SANDIA LABORATORIES - Tech. Ref. Hydrogen Comp. of Materials - 321 & 347Document14 pagesSANDIA LABORATORIES - Tech. Ref. Hydrogen Comp. of Materials - 321 & 347lcmpX86No ratings yet
- Recommendations For Welding Aluminum Castings - Modern CastingDocument6 pagesRecommendations For Welding Aluminum Castings - Modern CastingOnnuri WonNo ratings yet
- Weld Integrity and Performance A Source Book Adapted From ASMDocument518 pagesWeld Integrity and Performance A Source Book Adapted From ASMPrakash Raj100% (3)
- F 708 - 92 R04 - Rjcwoa - PDFDocument14 pagesF 708 - 92 R04 - Rjcwoa - PDFOh No PotatoNo ratings yet
- Deformation Heterogeneity Induced Coarse Grain Refinement of The Mixed-Grain Structure of 316LN Steel Through Limited Deformation ConditionDocument10 pagesDeformation Heterogeneity Induced Coarse Grain Refinement of The Mixed-Grain Structure of 316LN Steel Through Limited Deformation Condition賴炫翰No ratings yet
- DNV AuditDocument2 pagesDNV AuditDimitris NikouNo ratings yet
- Parts List: KewpumpDocument11 pagesParts List: KewpumpAriel Espinoza100% (1)
- List Barang (Material)Document128 pagesList Barang (Material)AdzrA RNo ratings yet
- Api 653 Preparatory Important Closed Book Questions: Professional Training and ConsultationDocument2 pagesApi 653 Preparatory Important Closed Book Questions: Professional Training and ConsultationNuwan RanaweeraNo ratings yet
- ME - IMP QuestionsDocument8 pagesME - IMP QuestionsSoban KasmaniNo ratings yet
- m40 2p BSPP Nex NippleDocument1 pagem40 2p BSPP Nex NippleAravind VIJAYANNo ratings yet
- QC General NotesDocument21 pagesQC General NotesBilly Kurniawan100% (2)
- Title: Connection of Various Member of Steel StructureDocument25 pagesTitle: Connection of Various Member of Steel StructureArnav DasaurNo ratings yet
- Murex Cored Wire Poster 08Document1 pageMurex Cored Wire Poster 08PCNo ratings yet
- Astm A269 PDFDocument1 pageAstm A269 PDFRahulNo ratings yet
- 17B2 - 1.5502 - SteelNumber - Chemical Composition, Equivalent, PropertiesDocument2 pages17B2 - 1.5502 - SteelNumber - Chemical Composition, Equivalent, PropertiesSergiNo ratings yet
- Coating TableDocument1 pageCoating TableBartek HajaNo ratings yet
- Research QuestionsDocument4 pagesResearch QuestionsBrenda LiNo ratings yet
- Copper99 TechProgramDocument59 pagesCopper99 TechProgramalborz99No ratings yet
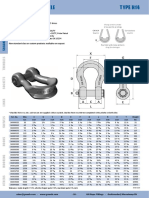
- Type H14 Wide Body Shackle: Non-Standard Sizes or Custom Products Available On RequestDocument2 pagesType H14 Wide Body Shackle: Non-Standard Sizes or Custom Products Available On RequestDiaz JorgeNo ratings yet
- gb5310-2008-ク゚ムケケッモテボキ・ヨケワ-Seamless Steel Tubes and Pipes for High Pressure Boiler-en-ネォホトDocument31 pagesgb5310-2008-ク゚ムケケッモテボキ・ヨケワ-Seamless Steel Tubes and Pipes for High Pressure Boiler-en-ネォホトNguyễn Thanh TùngNo ratings yet