You might also like
- Effect of Ball ScatsDocument7 pagesEffect of Ball Scatsdump02No ratings yet
- Guardians and Guardianship (Rules 92-97)Document33 pagesGuardians and Guardianship (Rules 92-97)Ronna Faith MonzonNo ratings yet
- ENCRIBEDocument25 pagesENCRIBEsathish kumarNo ratings yet
- r11 NL en Lpi S G3u1w1Document10 pagesr11 NL en Lpi S G3u1w1api-263324472No ratings yet
- Agma Information Sheet: Inspection Practices - Part 2: Cylindrical Gears - Radial MeasurementsDocument31 pagesAgma Information Sheet: Inspection Practices - Part 2: Cylindrical Gears - Radial MeasurementsMauricio Adame100% (1)
- CJS ExamDocument8 pagesCJS ExamJhandy Bolando100% (1)
- Advanced Engineering Mathematics With MatlabDocument15 pagesAdvanced Engineering Mathematics With MatlabFauzi MahdyNo ratings yet
- N. Ye. Zhukovsky National Aerospace University "Kharkiv Aviation Institute", UkraineDocument10 pagesN. Ye. Zhukovsky National Aerospace University "Kharkiv Aviation Institute", UkraineRafael TrujilloNo ratings yet
- E1086 Faro Laser Scanner Focus3dx 330 Manual enDocument202 pagesE1086 Faro Laser Scanner Focus3dx 330 Manual enJavier OyarceNo ratings yet
- Project ON MATHEMATICSDocument16 pagesProject ON MATHEMATICSmohapatra82No ratings yet
- Mechanics of Fluids r05220302Document8 pagesMechanics of Fluids r05220302Nizam Institute of Engineering and Technology LibraryNo ratings yet
- Principle of EngineeringDocument206 pagesPrinciple of EngineeringbmhshNo ratings yet
- Cse Iv Engineering Mathematics Iv 10mat41 Notes PDFDocument132 pagesCse Iv Engineering Mathematics Iv 10mat41 Notes PDFSNEHANo ratings yet
- EngineeringMathematics II (SP) PDFDocument1 pageEngineeringMathematics II (SP) PDFrahul m nairNo ratings yet
- Nov07 Mathematics IIIDocument8 pagesNov07 Mathematics IIIandhracollegesNo ratings yet
- 3 Semeste R Mathematics 111 L-T-P 3-0-0 3 Credits: Reference BookDocument1 page3 Semeste R Mathematics 111 L-T-P 3-0-0 3 Credits: Reference Bookrajakishore mohapatraNo ratings yet
- MB0025 Financial Management AccountingDocument10 pagesMB0025 Financial Management AccountingTaran Deep SinghNo ratings yet
- Data InterpretationDocument3 pagesData InterpretationNavdeep AhlawatNo ratings yet
- Accounting For Business (15 Credits)Document3 pagesAccounting For Business (15 Credits)cuongaccNo ratings yet
- Bank Reconciliation AprilDocument3 pagesBank Reconciliation AprilAnonymous FAlrXF100% (1)
- Business English SamplesDocument13 pagesBusiness English SamplesMarina PeshovskaNo ratings yet
- Catholic Bible: Midterm Performance Task "Catholic and Protestant Bible: Advantages and Disadvantages"Document3 pagesCatholic Bible: Midterm Performance Task "Catholic and Protestant Bible: Advantages and Disadvantages"kaitNo ratings yet
- Cyber CrimeDocument2 pagesCyber CrimeDondi de MesaNo ratings yet
- Engineering MathematicsDocument1 pageEngineering MathematicsTommyVercettiNo ratings yet
- Bank Reconciliation StatementDocument3 pagesBank Reconciliation StatementzB13No ratings yet
- Engineering Mathematics Topic 5Document2 pagesEngineering Mathematics Topic 5cyclopsoctopusNo ratings yet
- 401 Engineering Mathematics IIIDocument10 pages401 Engineering Mathematics IIISreejith VenugopalNo ratings yet
- Mathematics III MAY2003 or 220556Document2 pagesMathematics III MAY2003 or 220556Nizam Institute of Engineering and Technology LibraryNo ratings yet
- Background Information2Document6 pagesBackground Information2Karen Laccay50% (2)
- PhysicsDocument56 pagesPhysicsOsama AhmedNo ratings yet
- 293 Financial Accounting - COURSE OUTLINEDocument7 pages293 Financial Accounting - COURSE OUTLINEsilenteyesNo ratings yet
- Accounts - Bank Reconciliation StatementDocument18 pagesAccounts - Bank Reconciliation StatementAnuj KutalNo ratings yet
- Rancho Foods Deposits All Cash Receipts Each Wednesday and FridayDocument1 pageRancho Foods Deposits All Cash Receipts Each Wednesday and FridayAmit PandeyNo ratings yet
- Anna University Question Papers Engineering Mathematics 1Document22 pagesAnna University Question Papers Engineering Mathematics 1Clement JosephNo ratings yet
- Cardio Pharma PDFDocument31 pagesCardio Pharma PDFJacinth Florido Fedelin100% (1)
- CH 4Document73 pagesCH 4Ella ApeloNo ratings yet
- Engineering MathematicsDocument14 pagesEngineering MathematicsMelai Pinlac-AdanteNo ratings yet
- Engineering Mathematics Iv Question Bank PDFDocument8 pagesEngineering Mathematics Iv Question Bank PDFJinuRoyNo ratings yet
- Engineering Journal::Review On Cold Rolling Mill Roll DeformationDocument8 pagesEngineering Journal::Review On Cold Rolling Mill Roll DeformationEngineering JournalNo ratings yet
- Writing An Analytical Paragraph: Data Interpretation (Document11 pagesWriting An Analytical Paragraph: Data Interpretation (tusharpreet singh100% (1)
- Financial Accounting: A: How To Study AccountingDocument29 pagesFinancial Accounting: A: How To Study Accountingrishi_positive1195No ratings yet
- Engineering Journal Design Approach For Trans - Sahara Gas Pipeline TransmissionDocument10 pagesEngineering Journal Design Approach For Trans - Sahara Gas Pipeline TransmissionEngineering JournalNo ratings yet
- V Semster Mechanical Engineering RTMNU NagpurDocument15 pagesV Semster Mechanical Engineering RTMNU NagpurAnand NilewarNo ratings yet
- International AccountingDocument4 pagesInternational AccountingCristina Andreea MNo ratings yet
- Glycolysis: Shekhar Chandra Yadav Lecturer Dept. of BiochemistryDocument25 pagesGlycolysis: Shekhar Chandra Yadav Lecturer Dept. of BiochemistryTULSI SHARMANo ratings yet
- Case Study 14 - Moment of InertiaDocument5 pagesCase Study 14 - Moment of Inertiamushroom0320No ratings yet
- Engineering Mathematics Statistics Finance ProposalDocument8 pagesEngineering Mathematics Statistics Finance ProposalXiaokang WangNo ratings yet
- Mathematics ReportDocument9 pagesMathematics ReportShivaraj Subramaniam0% (1)
- Syllabus Mathematics 2012 13 New Scheme Existing 1Document10 pagesSyllabus Mathematics 2012 13 New Scheme Existing 1Kitti ChauhanNo ratings yet
- Accounting vs. Auditing: The Origins of AuditingDocument2 pagesAccounting vs. Auditing: The Origins of AuditingAbdu Mohammed100% (2)
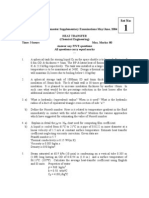
- Heat Transfer May2004 NR 310803Document8 pagesHeat Transfer May2004 NR 310803Nizam Institute of Engineering and Technology LibraryNo ratings yet
- (Revised) Guide To Writing Action Research Proposal For English MajorDocument3 pages(Revised) Guide To Writing Action Research Proposal For English Majormela.kanlapanNo ratings yet
- Ch16Answers PDFDocument8 pagesCh16Answers PDFalbert6018100% (4)
- Civil I Engineering Mathematics I (15mat11) AssignmentDocument13 pagesCivil I Engineering Mathematics I (15mat11) AssignmentDAVIDNo ratings yet
- Mining EngineeringDocument2 pagesMining EngineeringKiran Kirk100% (1)
- MAS Upgrade 4.50 Information PackageDocument98 pagesMAS Upgrade 4.50 Information PackageWayne SchulzNo ratings yet
- Engineering Mathematics Topic 2Document8 pagesEngineering Mathematics Topic 2cyclopsoctopusNo ratings yet
- Advance Engineering MathematicsDocument62 pagesAdvance Engineering MathematicsAngelo Lirio InsigneNo ratings yet
- Metabolism: Amino Acid BiosynthesisDocument7 pagesMetabolism: Amino Acid BiosynthesisTamara Souza RossiNo ratings yet
- 5f388b962f84e - BANK RECONCILIATION STATEMENT PDFDocument4 pages5f388b962f84e - BANK RECONCILIATION STATEMENT PDFYogesh ChaulagaiNo ratings yet
- Pancit and NoodlesDocument25 pagesPancit and NoodlesJana Francesca YaoNo ratings yet
- Current Environment Revenue Recognition (At Point of Sale) Revenue Recognition (Long-Term Contracts) Revenue Recognition (Other)Document65 pagesCurrent Environment Revenue Recognition (At Point of Sale) Revenue Recognition (Long-Term Contracts) Revenue Recognition (Other)ahmet özelNo ratings yet
- Peak Performance Instruction SheetDocument2 pagesPeak Performance Instruction SheetnamnblobNo ratings yet
- ACCY 201 Exam 2 Study GuideDocument42 pagesACCY 201 Exam 2 Study GuideKelly WilliamsNo ratings yet
- The Accounting Process (The Accounting Cycle) : 2. Prepare The Transaction'sDocument3 pagesThe Accounting Process (The Accounting Cycle) : 2. Prepare The Transaction'sGanesh ZopeNo ratings yet
- Fundamentals of Respiratory Therapy 2 (RT 59) - LaboratoryDocument18 pagesFundamentals of Respiratory Therapy 2 (RT 59) - LaboratoryLezahnor CasibangNo ratings yet
- Optimization of The Sag Mill Circuit at Kinross Paracatu BrazilDocument12 pagesOptimization of The Sag Mill Circuit at Kinross Paracatu BrazilJohn YaoNo ratings yet
- News in COMSOL Multiphysics 3.2: PlaceDocument38 pagesNews in COMSOL Multiphysics 3.2: PlaceJavier OyarceNo ratings yet
- Mediacharge Ballsize DensityDocument3 pagesMediacharge Ballsize DensityJavier OyarceNo ratings yet
- LIGGGHTS (R) - PUBLIC Users Manual (Autoguardado)Document137 pagesLIGGGHTS (R) - PUBLIC Users Manual (Autoguardado)Javier OyarceNo ratings yet
- Contraccion en FundicionDocument25 pagesContraccion en FundicionJavier Oyarce100% (1)
- EscapismDocument2 pagesEscapismmuhammad shahidNo ratings yet
- MoodleTMB 2019-20 Seminar 4 Relative GroundsDocument36 pagesMoodleTMB 2019-20 Seminar 4 Relative GroundsJohn SheldonNo ratings yet
- The Sun Also Rises Master ThesisDocument6 pagesThe Sun Also Rises Master Thesissharonrobertseverett100% (2)
- Gazette 11th A23Document1,062 pagesGazette 11th A23fizza7155No ratings yet
- Lecture 3 - Linear ProgrammingDocument14 pagesLecture 3 - Linear ProgrammingSakshi Khatri100% (1)
- Manuel V. Gallego Foundation Colleges, Inc.: Teacher-Education DepartmentDocument4 pagesManuel V. Gallego Foundation Colleges, Inc.: Teacher-Education DepartmentChrstn BuenaventuraNo ratings yet
- JBLNPairwayDocument39 pagesJBLNPairwayjmscribblerNo ratings yet
- Ppe3 Table Reflection and Signed OffDocument4 pagesPpe3 Table Reflection and Signed Offapi-318846856No ratings yet
- English Class XI Term II UT 3Document2 pagesEnglish Class XI Term II UT 3Nilesh AgrawalNo ratings yet
- 2015 Minnesota Sentencing Guidelines Grid - tcm30-33906Document2 pages2015 Minnesota Sentencing Guidelines Grid - tcm30-33906Wayne LundNo ratings yet
- SC Promulgates Special ADR RulesDocument1 pageSC Promulgates Special ADR RulesverkieNo ratings yet
- Band Theory of FerromagnetsDocument12 pagesBand Theory of FerromagnetsBasharat AhmadNo ratings yet
- A DsbddlknslkcnsDocument21 pagesA DsbddlknslkcnsAsharf AliNo ratings yet
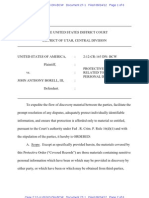
- @ItsKahuna John Anthony Borell PACER Discovery SealDocument6 pages@ItsKahuna John Anthony Borell PACER Discovery SealOccupyUnmaskedNo ratings yet
- Chapter 23 Acquired Neuropathies PDFDocument106 pagesChapter 23 Acquired Neuropathies PDFzloncar3No ratings yet
- Operation Ezekiel 22Document6 pagesOperation Ezekiel 22Faith Joel ShimbaNo ratings yet
- MIT6 253S12 Mid S10 Sol PDFDocument3 pagesMIT6 253S12 Mid S10 Sol PDFgaussnadalNo ratings yet
- 1.1 Metrics and Metric SpacesDocument4 pages1.1 Metrics and Metric SpaceshagostadesseNo ratings yet
- For Not That He Looked Upon HerDocument2 pagesFor Not That He Looked Upon Herapi-222879531100% (1)
- Discount Cash Flow Analysis Chapter 9Document46 pagesDiscount Cash Flow Analysis Chapter 9Sidra KhanNo ratings yet
- Reading Comprehension Exercises: John's IllnessDocument2 pagesReading Comprehension Exercises: John's IllnessАлександра ЛебедьNo ratings yet
- Hospitality ExpressionsDocument9 pagesHospitality ExpressionsKrisni FebriNo ratings yet
- 2010B (D10) B1 Question PaperDocument17 pages2010B (D10) B1 Question PaperGiorgos VarnavasNo ratings yet
- LAC Session Program For ScienceDocument1 pageLAC Session Program For ScienceJessica Curay Salugsugan100% (1)