You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (120)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Cambridge Primary Checkpoint - Science (0846) April 2020 Paper 1 Mark SchemeDocument12 pagesCambridge Primary Checkpoint - Science (0846) April 2020 Paper 1 Mark SchemeJivanna88% (8)
- The Effect of Phyllosilicate Minerals On Mineral Processing IndustryDocument8 pagesThe Effect of Phyllosilicate Minerals On Mineral Processing IndustryPedro PabloNo ratings yet
- Geometalurgia May2014 PDFDocument56 pagesGeometalurgia May2014 PDFPedro PabloNo ratings yet
- Dold 2008 RESB SustainabilityDocument11 pagesDold 2008 RESB SustainabilityPedro PabloNo ratings yet
- Dold 2006 ChanaralDocument7 pagesDold 2006 ChanaralPedro PabloNo ratings yet
- Zobrist Et Al ESPR 2009 PDFDocument13 pagesZobrist Et Al ESPR 2009 PDFPedro PabloNo ratings yet
- Diaby Et Al. (2007)Document10 pagesDiaby Et Al. (2007)naxohiNo ratings yet
- SGS MIN TP2008 50 IOCG Recovery in Scandinavia PDFDocument8 pagesSGS MIN TP2008 50 IOCG Recovery in Scandinavia PDFPedro PabloNo ratings yet
- SGS MIN TP2005 15 Stabilization of PB and ZN Flotation CircuitsDocument13 pagesSGS MIN TP2005 15 Stabilization of PB and ZN Flotation CircuitsPedro PabloNo ratings yet
- SGS MIN TP2005 03 Flotation Plant Design and Production Planning PDFDocument8 pagesSGS MIN TP2005 03 Flotation Plant Design and Production Planning PDFPedro PabloNo ratings yet
- SGS MIN TP2005 09 Advanced Modelling To Scale Up Batch Flotation ResultsDocument6 pagesSGS MIN TP2005 09 Advanced Modelling To Scale Up Batch Flotation ResultsPedro PabloNo ratings yet
- SGS MIN TP2005 05 Hardness Model Reconciliation To Plant Results PDFDocument14 pagesSGS MIN TP2005 05 Hardness Model Reconciliation To Plant Results PDFPedro PabloNo ratings yet
- SGS MIN TP2002 04 Bench and Pilot Plant Programs For Flotation Circuit DesignDocument10 pagesSGS MIN TP2002 04 Bench and Pilot Plant Programs For Flotation Circuit DesignPedro PabloNo ratings yet
- SGS MIN TP2002 23 Column Flotation For Plant DesignDocument10 pagesSGS MIN TP2002 23 Column Flotation For Plant DesignPedro PabloNo ratings yet
- Moliendabilidad SGS MIN Tech Pub 2005 06 Small Scale Tests LR en 11 09 V1Document8 pagesMoliendabilidad SGS MIN Tech Pub 2005 06 Small Scale Tests LR en 11 09 V1jav1946No ratings yet
- FilosilicatosDocument7 pagesFilosilicatosPedro PabloNo ratings yet
- Samples For F AnalysisDocument1 pageSamples For F AnalysisPedro PabloNo ratings yet
- 1.physiology Body Fluid Compartments Lecture 1Document26 pages1.physiology Body Fluid Compartments Lecture 1Humanic GenesNo ratings yet
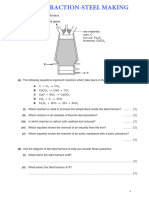
- 9.8 Iron Extraction Steel Making Set 4 QP MsDocument8 pages9.8 Iron Extraction Steel Making Set 4 QP MsdawsontangxyNo ratings yet
- Olimpiada Judet 2022 Varianta 1 Bucuresti OlenDocument4 pagesOlimpiada Judet 2022 Varianta 1 Bucuresti OlenRoxy RoxanaNo ratings yet
- Lesson 3 - Stoichiometry Percent Composition, Chemical Formulas, Chemical Reactions, and Chemical EquationsDocument5 pagesLesson 3 - Stoichiometry Percent Composition, Chemical Formulas, Chemical Reactions, and Chemical EquationsMacky Batiancila MandalunesNo ratings yet
- Gas Injection Technology.Document49 pagesGas Injection Technology.Irfan AliNo ratings yet
- Testing The Shock Vibration Resistance of Concrete For Setting Vibration Control Limits Against Blasting DamageDocument15 pagesTesting The Shock Vibration Resistance of Concrete For Setting Vibration Control Limits Against Blasting DamageDavid MakNo ratings yet
- Es 1176-7 - 2005Document21 pagesEs 1176-7 - 2005Addisu PetrosNo ratings yet
- AerFilmLHRHVA ApplicationDocument4 pagesAerFilmLHRHVA ApplicationAleksandr Tsymbal100% (1)
- Discussion: Bromination of Arenes Organic Chemistry Laboratory (CH220C) Alexandra Dumitru (Aid275) 3/19/18Document3 pagesDiscussion: Bromination of Arenes Organic Chemistry Laboratory (CH220C) Alexandra Dumitru (Aid275) 3/19/18Alex DumitruNo ratings yet
- Chem 127 Trans 2 Bulk ElectrolysisDocument22 pagesChem 127 Trans 2 Bulk ElectrolysisBeam CanoNo ratings yet
- Chemistry G12 Vol1 2023Document134 pagesChemistry G12 Vol1 2023Krish BagNo ratings yet
- Aiats Schedule For Class Xii (CF + Oym) 2021-22Document2 pagesAiats Schedule For Class Xii (CF + Oym) 2021-22Lian M ShineNo ratings yet
- BiochemDocument1 pageBiochemVirza Chairunnisa LatuconsinaNo ratings yet
- UV-Visible Systems - Operational Qualification - Col23 PDFDocument10 pagesUV-Visible Systems - Operational Qualification - Col23 PDFIsabelle PlourdeNo ratings yet
- HFY-GEN-CP-SPC-0002 - D Specification For Tank and Vessel Coating Code-ADocument32 pagesHFY-GEN-CP-SPC-0002 - D Specification For Tank and Vessel Coating Code-ATahir FadhilNo ratings yet
- Integrity Test Services: View Our Tutorial Videos at Hallpyke - IeDocument2 pagesIntegrity Test Services: View Our Tutorial Videos at Hallpyke - IeLam TranNo ratings yet
- PQ-Sample TwoDocument11 pagesPQ-Sample Twocpkakope100% (5)
- Estimation of Iodine in Iodized Common SaltDocument10 pagesEstimation of Iodine in Iodized Common SaltRajesh ChoudharyNo ratings yet
- N (G) - 2Nh (G) : StoichiometryDocument5 pagesN (G) - 2Nh (G) : StoichiometryJaidenNo ratings yet
- M.Sc. (Part-II) (Chemistry) (For Colleges) - 18.082020Document120 pagesM.Sc. (Part-II) (Chemistry) (For Colleges) - 18.082020KuNdAn DeOrENo ratings yet
- wch14 01 Que 20231021Document36 pageswch14 01 Que 20231021ibrkhan2005zNo ratings yet
- Computational Biology and Chemistry: Research ArticleDocument8 pagesComputational Biology and Chemistry: Research ArticleRIKANo ratings yet
- Chemistry ProjectDocument19 pagesChemistry Projectpropeg 19No ratings yet
- New Microsoft Office Word DocumentDocument9 pagesNew Microsoft Office Word DocumentSanthiya SanjeeviNo ratings yet
- Pharmaceutical Chemistry Model-Answer-Paper-Winter-2019Document29 pagesPharmaceutical Chemistry Model-Answer-Paper-Winter-2019Deepak VermaNo ratings yet
- NoteDocument3 pagesNotemtam.ctrlNo ratings yet
- Sikafloor® 161Document5 pagesSikafloor® 161SaadNo ratings yet
- Potato OsmosisDocument5 pagesPotato Osmosisapi-318666401No ratings yet
- Drilling Fluid Contamination & TreatmentDocument109 pagesDrilling Fluid Contamination & TreatmentjalalNo ratings yet