You might also like
- 2005 AFS - Nucleations Mechanisms in Ductile IronDocument18 pages2005 AFS - Nucleations Mechanisms in Ductile IronDouglas Vidal100% (1)
- Thumb Rules For Structural DesignDocument19 pagesThumb Rules For Structural DesignVedha Nayaghi83% (12)
- Properties of Moulding SandDocument16 pagesProperties of Moulding SandNilesh BhandariNo ratings yet
- Slag Defects in Grey IronDocument1 pageSlag Defects in Grey Ironarnaldorcr8646100% (1)
- Common Metallurgical Defects in Ductile Cast IronDocument10 pagesCommon Metallurgical Defects in Ductile Cast IronsateeshkoriNo ratings yet
- Precast FactoryDocument25 pagesPrecast Factoryamirsh78No ratings yet
- Recommended Readings For NACE ExamsDocument5 pagesRecommended Readings For NACE Examsmah_abdelaal67% (3)
- Effect of Melting Techniques On Ductile Iron Castings PropertiesDocument4 pagesEffect of Melting Techniques On Ductile Iron Castings PropertiesHimanshu RanjanNo ratings yet
- A New Approach To Ductile Iron InoculationDocument12 pagesA New Approach To Ductile Iron InoculationZody YtuNo ratings yet
- Cast IronDocument15 pagesCast IronJohnNo ratings yet
- Inoculation of Heavy Section CastingsDocument2 pagesInoculation of Heavy Section Castingsarnaldorcr8646100% (1)
- Selection of NodularizersDocument2 pagesSelection of Nodularizersarnaldorcr8646100% (2)
- Effects of Alloying Elements On The Micro Structures and Mechanical On Ductile Cast IronsDocument5 pagesEffects of Alloying Elements On The Micro Structures and Mechanical On Ductile Cast IronsCharlie Chong100% (6)
- Nitrogen in Cast IronDocument4 pagesNitrogen in Cast IronFaizan TahirNo ratings yet
- Poor Nodularity in Ductile IronDocument2 pagesPoor Nodularity in Ductile Ironarnaldorcr864675% (4)
- Selection of Inoculants For Ductile Cast IronDocument1 pageSelection of Inoculants For Ductile Cast Ironarnaldorcr8646100% (1)
- Magnesium Slag Defects in Ductile IronDocument1 pageMagnesium Slag Defects in Ductile Ironarnaldorcr8646100% (1)
- S.G. Iron : MouldingDocument11 pagesS.G. Iron : MouldingsureshbabuamalaNo ratings yet
- Fading of InoculationDocument2 pagesFading of Inoculationarnaldorcr8646No ratings yet
- Effects of Minor and Trace Elements in Cast IronDocument2 pagesEffects of Minor and Trace Elements in Cast Ironarnaldorcr864667% (3)
- Paper Decarburization in Spring SteelDocument7 pagesPaper Decarburization in Spring SteelMauricio RodriguezNo ratings yet
- Moulding Sands: Assoc. Prof. Dr. Kerem Altuğ GÜLERDocument32 pagesMoulding Sands: Assoc. Prof. Dr. Kerem Altuğ GÜLERokicirdarNo ratings yet
- Thermal Analysis of Cast Iron PDFDocument27 pagesThermal Analysis of Cast Iron PDFRasoul SadeghiNo ratings yet
- Nitrogen FissuresDocument1 pageNitrogen Fissuresarnaldorcr8646100% (1)
- Fading of Nodularity in Ductile IronDocument2 pagesFading of Nodularity in Ductile Ironarnaldorcr8646100% (4)
- Investment Casting of Ductile IronsDocument5 pagesInvestment Casting of Ductile IronsSteve GreenNo ratings yet
- Carbon Monoxide Blowholes in Grey IronDocument1 pageCarbon Monoxide Blowholes in Grey Ironarnaldorcr8646No ratings yet
- Common Metallurgical Defects in Grey Iron: Hydrogen Blowhole Nitrogen Fissure Compaction of Graphite Flakes ShrinkageDocument1 pageCommon Metallurgical Defects in Grey Iron: Hydrogen Blowhole Nitrogen Fissure Compaction of Graphite Flakes ShrinkageJoao LuisNo ratings yet
- METALLURGICAL TREATMENT DUCTILE IRONin ProgressDocument78 pagesMETALLURGICAL TREATMENT DUCTILE IRONin ProgressVishal MaliNo ratings yet
- Foundry Sand ProjectDocument32 pagesFoundry Sand ProjectVed Deep100% (3)
- Furane Sand PDFDocument118 pagesFurane Sand PDFOscar SotomayorNo ratings yet
- Carbon Dioxide Moulding ProcessDocument17 pagesCarbon Dioxide Moulding ProcessqwertyuioNo ratings yet
- Inoculation in Grey IronDocument2 pagesInoculation in Grey Ironmarcotulio123No ratings yet
- Riser DesignsDocument6 pagesRiser Designscharuatre100% (1)
- Offsetting Macro-Shrinkage in Ductile IronDocument13 pagesOffsetting Macro-Shrinkage in Ductile IronmetkarthikNo ratings yet
- Gray Cast Iron Metallurgy and InoculationDocument21 pagesGray Cast Iron Metallurgy and InoculationArjyajyoti Goswami100% (1)
- Smelting Is A Form Of: Blast FurnaceDocument31 pagesSmelting Is A Form Of: Blast FurnaceLalaine Arabit100% (1)
- Filtration of Iron and Steel Castings PDFDocument24 pagesFiltration of Iron and Steel Castings PDFbvphimanshu100% (1)
- AFS Thermal Analysis of CupsDocument10 pagesAFS Thermal Analysis of Cupsyash_ganatraNo ratings yet
- Copper Alloy Guide EnglishDocument2 pagesCopper Alloy Guide Englishdesc82No ratings yet
- Determining The Optimum Level of Inoculant Addition by Thermal Analysis - A Case Study, Ductile Iron News, Dec 2004Document8 pagesDetermining The Optimum Level of Inoculant Addition by Thermal Analysis - A Case Study, Ductile Iron News, Dec 2004arnaldorcr8646No ratings yet
- Engg Metallurgy Lecture 5Document54 pagesEngg Metallurgy Lecture 5Patil Sudheer GowdNo ratings yet
- Nickel ElectroplatingDocument28 pagesNickel ElectroplatingRahul Pandey100% (2)
- Shrinkage in Ductile IronDocument5 pagesShrinkage in Ductile Ironkarthikkanda100% (1)
- FP 238Document32 pagesFP 238Mahmoud Atia100% (2)
- SpecialEdition3 - Gas Nitriding and Nitrocarburising138 - 177074Document48 pagesSpecialEdition3 - Gas Nitriding and Nitrocarburising138 - 177074ABRAHAM SILVA HERNANDEZNo ratings yet
- RECHUPEDocument7 pagesRECHUPEmarcotulio123No ratings yet
- Recovery of Magnesium in A Ductile Iron Process.: AbstractDocument8 pagesRecovery of Magnesium in A Ductile Iron Process.: AbstractJorge Prado DiazNo ratings yet
- Introduction To Thermal Analysis of Cast Iron PDFDocument21 pagesIntroduction To Thermal Analysis of Cast Iron PDFsachinguptachdNo ratings yet
- Green Sand, MouldingDocument92 pagesGreen Sand, MouldingKrishna Deo100% (1)
- 3 Inoculant Alloy CompositionDocument2 pages3 Inoculant Alloy CompositionAdams GodoyNo ratings yet
- Engineering Equipment for Foundries: Proceedings of the Seminar on Engineering Equipment for Foundries and Advanced Methods of Producing Such Equipment, Organized by the United Nations Economic Commission for EuropeFrom EverandEngineering Equipment for Foundries: Proceedings of the Seminar on Engineering Equipment for Foundries and Advanced Methods of Producing Such Equipment, Organized by the United Nations Economic Commission for EuropeNo ratings yet
- Metallurgical Achievements: Selection of Papers Presented at the Birmingham Metallurgical Society's Diamond Jubilee Session, 1963-1964From EverandMetallurgical Achievements: Selection of Papers Presented at the Birmingham Metallurgical Society's Diamond Jubilee Session, 1963-1964W. O. AlexanderNo ratings yet
- Control and Analysis in Iron and SteelmakingFrom EverandControl and Analysis in Iron and SteelmakingRating: 3 out of 5 stars3/5 (2)
- Solidification and Solid-State Transformations of Metals and AlloysFrom EverandSolidification and Solid-State Transformations of Metals and AlloysRating: 5 out of 5 stars5/5 (2)
- 1996 Bombay Foundry Congress - Inoculation of Grey and Ductile Iron PDFDocument23 pages1996 Bombay Foundry Congress - Inoculation of Grey and Ductile Iron PDFhabibi1328100% (1)
- Elkem 05 Inoculation MechanismsDocument2 pagesElkem 05 Inoculation Mechanismsmarcotulio123No ratings yet
- Inoculation Mechanisms - Part Two - KEY To METALS ArticleDocument3 pagesInoculation Mechanisms - Part Two - KEY To METALS Articlekumarpankaj030No ratings yet
- Segregation and Banding in SteelDocument2 pagesSegregation and Banding in Steelsklux100% (1)
- Full 5741 - Gray IronDocument12 pagesFull 5741 - Gray IronfondershellNo ratings yet
- The Effect of Aluminium Content On Morphology, Size, Volume Fraction, and Number of Graphite Nodules in Ductile Cast IronDocument6 pagesThe Effect of Aluminium Content On Morphology, Size, Volume Fraction, and Number of Graphite Nodules in Ductile Cast IronLilian Jefferson MalavaziNo ratings yet
- Historical Steelwork HandbookDocument76 pagesHistorical Steelwork HandbookViktor LeznevNo ratings yet
- PMT Ass 1Document3 pagesPMT Ass 1Dewi Lestari Natalia MarpaungNo ratings yet
- ThermodynamicsDocument30 pagesThermodynamicsNeha Kaur SinhaNo ratings yet
- Bre Sd12005 Scan Copypdf 3 PDF FreeDocument68 pagesBre Sd12005 Scan Copypdf 3 PDF FreeAhmed HeibaNo ratings yet
- Composite Structures: SciencedirectDocument9 pagesComposite Structures: SciencedirectbarracudacemNo ratings yet
- Design and Analysis of Thick Walled Cylinders With HolesDocument47 pagesDesign and Analysis of Thick Walled Cylinders With HolesKeryn Pelled-FeldmanNo ratings yet
- Polymerization NotesDocument10 pagesPolymerization NotesShreyash DeshmukhNo ratings yet
- DG Fitting StandardDocument92 pagesDG Fitting StandardAnonymous B1AOOsmRMiNo ratings yet
- A Combined Packed-Bed Friction Factor Equation Extension To Higher Reynolds Number With Wall EffectsDocument4 pagesA Combined Packed-Bed Friction Factor Equation Extension To Higher Reynolds Number With Wall Effects1940LaSalleNo ratings yet
- 30K 36K Service ManualDocument53 pages30K 36K Service Manualcmorley5057No ratings yet
- Static Analysis of Bajaj Pulsar 150 CC Crankshaft Using ANSYSDocument7 pagesStatic Analysis of Bajaj Pulsar 150 CC Crankshaft Using ANSYSCristian JavierNo ratings yet
- ETABS Concrete Frame DesignDocument2 pagesETABS Concrete Frame DesignzulbahriNo ratings yet
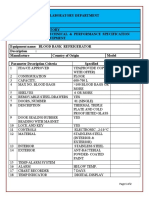
- Blood Bank Refrigerator Technical & Performance Specification CriteriaDocument2 pagesBlood Bank Refrigerator Technical & Performance Specification CriteriaEhsan alwafaaNo ratings yet
- Chrome Moly/Alloy Steel Valves F11/F22/F5/F9: DescriptionDocument3 pagesChrome Moly/Alloy Steel Valves F11/F22/F5/F9: DescriptionZeeshan SajidNo ratings yet
- RTWB Iom E4 - 1003Document40 pagesRTWB Iom E4 - 1003nairam2003100% (1)
- Quality Check List Qcl-001: ConformDocument3 pagesQuality Check List Qcl-001: ConformIrham AFNo ratings yet
- Third Party LetterDocument8 pagesThird Party LetterBscpl Repalle to EeppurpalemNo ratings yet
- CP 741-enUS-ISODocument1 pageCP 741-enUS-ISOjogo 1No ratings yet
- Raft Foundation 1Document17 pagesRaft Foundation 1Sonali ChamadiyaNo ratings yet
- Electrothermal Analysis OfElectric Resistance Spot Welding Processes by A 3-D Finite ElementDocument6 pagesElectrothermal Analysis OfElectric Resistance Spot Welding Processes by A 3-D Finite ElementBharadwajaChennupatiNo ratings yet
- Plastering Screeding BizHouse - UkDocument3 pagesPlastering Screeding BizHouse - UkAlex BekeNo ratings yet
- Aws A5Document5 pagesAws A5Omid BeygiNo ratings yet
- Industrial Enclosures CatalogueDocument108 pagesIndustrial Enclosures CatalogueMEHDINo ratings yet
- Erosion and Abrasion Resistance of Boride and Carbide-Based OverlaysDocument6 pagesErosion and Abrasion Resistance of Boride and Carbide-Based Overlaysaop10468No ratings yet
- Rfi - Stage1Document35 pagesRfi - Stage14ma3xNo ratings yet
- Kemper DistributionDocument16 pagesKemper Distributionask101No ratings yet