You might also like
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (401)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (590)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (844)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5814)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (540)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (348)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (822)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (897)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1092)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Human Emotion Detection SystemDocument54 pagesHuman Emotion Detection Systemfaizan khan40% (5)
- Force 8Document18 pagesForce 8Manoj PandeyNo ratings yet
- API 620 Vs API 650Document5 pagesAPI 620 Vs API 650govimanoNo ratings yet
- CYMCAP 7-2 Reference and AddModules V1-0Document398 pagesCYMCAP 7-2 Reference and AddModules V1-0marlboro5No ratings yet
- Cavite-Laguna Expressway (CALAx) ProjectDocument22 pagesCavite-Laguna Expressway (CALAx) ProjectJay Castillo100% (2)
- Temporary Works (CBE44707S) SyllabusDocument7 pagesTemporary Works (CBE44707S) Syllabusskywalker_handsomeNo ratings yet
- Chloride Attack On Stainless SteelDocument10 pagesChloride Attack On Stainless SteelgovimanoNo ratings yet
- Oracle Key VaultDocument166 pagesOracle Key Vaultoracle@DBANo ratings yet
- PeopleCode OverviewDocument50 pagesPeopleCode OverviewhardanuNo ratings yet
- Database ViewsDocument9 pagesDatabase ViewsAmaal GhaziNo ratings yet
- SSR M200-LV M250-LV: Operation and Maintenance ManualDocument38 pagesSSR M200-LV M250-LV: Operation and Maintenance ManualPadmanaban Pasuvalingam100% (1)
- Pmi ReportDocument5 pagesPmi ReportMANIMARAN QCNo ratings yet
- Surface Preparation For Carbon SteelDocument2 pagesSurface Preparation For Carbon Steelgovimano100% (1)
- Boiler Water TreatmentDocument4 pagesBoiler Water TreatmentgovimanoNo ratings yet
- Cbse - Biz: Paper Prepared byDocument3 pagesCbse - Biz: Paper Prepared bygopi_dey8649No ratings yet
- Guide To The Fundamentals of Helium Leak TestingDocument4 pagesGuide To The Fundamentals of Helium Leak TestinggovimanoNo ratings yet
- Int QDocument103 pagesInt QgovimanoNo ratings yet
- Laminar & Turbulent FlowDocument1 pageLaminar & Turbulent FlowgovimanoNo ratings yet
- Fluid Static PressureDocument1 pageFluid Static PressuregovimanoNo ratings yet
- Disclosure To Promote The Right To InformationDocument23 pagesDisclosure To Promote The Right To InformationgovimanoNo ratings yet
- Detergent Colour CodeDocument1 pageDetergent Colour CodegovimanoNo ratings yet
- Disclosure To Promote The Right To InformationDocument10 pagesDisclosure To Promote The Right To InformationrajmarathiNo ratings yet
- Is 1387 1993Document10 pagesIs 1387 1993anilkumar18No ratings yet
- 2643 2005Document14 pages2643 2005govimanoNo ratings yet
- Pressure Vessel and Heat Exchanger BooksDocument1 pagePressure Vessel and Heat Exchanger BooksgovimanoNo ratings yet
- Is 1757 1988 PDFDocument7 pagesIs 1757 1988 PDFkarthikkandaNo ratings yet
- Disclosure To Promote The Right To InformationDocument14 pagesDisclosure To Promote The Right To InformationgovimanoNo ratings yet
- Disclosure To Promote The Right To Information: IS 1751 (1984) : Fireclay Cupola Refrectories (MTD 15: Refractories)Document11 pagesDisclosure To Promote The Right To Information: IS 1751 (1984) : Fireclay Cupola Refrectories (MTD 15: Refractories)govimanoNo ratings yet
- 11 Key Carbonyl MechanismsDocument1 page11 Key Carbonyl Mechanismsfali92100% (1)
- Lab 1 Exp 1Document38 pagesLab 1 Exp 1silverm_470% (10)
- Sifat Beton Mutu Tinggi Dengan Menggunakan Tanah Diatomae Sebagai Bahan Tambah Mineral Dibawah Beban TekanDocument7 pagesSifat Beton Mutu Tinggi Dengan Menggunakan Tanah Diatomae Sebagai Bahan Tambah Mineral Dibawah Beban TekanRaudha AzzahraNo ratings yet
- TDABC Chapter 2Document8 pagesTDABC Chapter 2veblen07No ratings yet
- Corel Draw 9 TutorialDocument29 pagesCorel Draw 9 TutorialAdriano JuniorNo ratings yet
- Photovoltaic Cells Convert Sunlight Into Electricity: How Is Current Produced in Photo-Voltaic Cell ?Document7 pagesPhotovoltaic Cells Convert Sunlight Into Electricity: How Is Current Produced in Photo-Voltaic Cell ?Ibu HatelaNo ratings yet
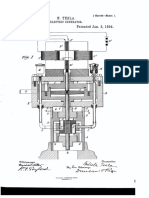
- No. 511916, Patented Jan. 2, 1894,: N TeslaDocument6 pagesNo. 511916, Patented Jan. 2, 1894,: N TeslaVince GiustiNo ratings yet
- BC On The Move: A 10-Year Transportation PlanDocument60 pagesBC On The Move: A 10-Year Transportation PlanCKNW980No ratings yet
- Teflon PCB ManufacturerDocument13 pagesTeflon PCB ManufacturerjackNo ratings yet
- Kalkulasi GW Single ProductDocument4 pagesKalkulasi GW Single ProductNur Rahmawati RamadhaniNo ratings yet
- NH A TRS237 - Tritan Inj Molding GuideDocument8 pagesNH A TRS237 - Tritan Inj Molding GuidePhuc Truong DucNo ratings yet
- Minilink CN R2 SpesificationsDocument2 pagesMinilink CN R2 SpesificationsAjun Wicaksono0% (1)
- Fep Me 640 EngDocument3 pagesFep Me 640 EnggelservicesNo ratings yet
- Microsoft Licensing: in Five Easy StepsDocument19 pagesMicrosoft Licensing: in Five Easy StepsUsamaNo ratings yet
- Cabin Interior System - LavatoryDocument66 pagesCabin Interior System - Lavatoryamhm2000No ratings yet
- Switch Flujo DHDDocument6 pagesSwitch Flujo DHDAF VMNo ratings yet
- QAL3031 User ManualDocument65 pagesQAL3031 User ManualJennifer MillerNo ratings yet
- US-Chile Workshop Agenda v6-8.26.16Document2 pagesUS-Chile Workshop Agenda v6-8.26.16dvegaucentralNo ratings yet
- Template X1 - School Level SHS Plan Adjustment TemplateDocument19 pagesTemplate X1 - School Level SHS Plan Adjustment TemplateIsmael S. Delos ReyesNo ratings yet
- VSFlex Grid 8 Manual 2007Document288 pagesVSFlex Grid 8 Manual 2007tutunamayanlar1No ratings yet