You might also like
- Project Profile On Tissue Paper: ISISO 12625-1:2019 (En) 12625-1 Tissue Paper and Tissue Paper ProductsDocument9 pagesProject Profile On Tissue Paper: ISISO 12625-1:2019 (En) 12625-1 Tissue Paper and Tissue Paper ProductsAniket Jadhav100% (1)
- Nalco TechnologyDocument18 pagesNalco TechnologyFelipe SuarezNo ratings yet
- CHEP 410 (5) Pulp and Paper IndustriesDocument41 pagesCHEP 410 (5) Pulp and Paper IndustriesCJ SacoboNo ratings yet
- Process Flow in ExcelDocument18 pagesProcess Flow in ExcelNadim MiaNo ratings yet
- 8.0 Experiment On Determination of Acidity of Water: Sl. NoDocument14 pages8.0 Experiment On Determination of Acidity of Water: Sl. NoJomana JomanaNo ratings yet
- The Magnesium MiracleDocument8 pagesThe Magnesium Miracleapi-296898673100% (7)
- CBB QuestionPapersDocument83 pagesCBB QuestionPapersVaibhav Bode100% (2)
- VoithDrive-624 e VP Voithdrive enDocument6 pagesVoithDrive-624 e VP Voithdrive enMarcWorldNo ratings yet
- Manual Paper Recycling MachineDocument6 pagesManual Paper Recycling MachineShubhamDabralNo ratings yet
- Bagasse Based Co Generation 32Document5 pagesBagasse Based Co Generation 32gir_8No ratings yet
- StickiesDocument9 pagesStickiesMarceloNo ratings yet
- Commercial Paper Making With KenafDocument7 pagesCommercial Paper Making With KenafSang Ka KalaNo ratings yet
- Pulp & PaperNew-1Document24 pagesPulp & PaperNew-1shamsul amin100% (1)
- Paper Processing Machinery: A Detailed Machinery List Machines / HTTP:// Email: Care@ecomachines - inDocument20 pagesPaper Processing Machinery: A Detailed Machinery List Machines / HTTP:// Email: Care@ecomachines - inManish BhoyarNo ratings yet
- Grades of PaperDocument25 pagesGrades of PaperRohit SinghNo ratings yet
- RefiningDocument39 pagesRefiningWilton Wagner de CarvalhoNo ratings yet
- Fiber Consumption in Nonwovens1Document12 pagesFiber Consumption in Nonwovens1gowrikathirNo ratings yet
- C66C Pulp Paper Mill Spray Technology With PerformanceDocument205 pagesC66C Pulp Paper Mill Spray Technology With PerformanceLie IbrahimNo ratings yet
- Waste Water PPT by ShilpaDocument26 pagesWaste Water PPT by Shilpanancyy8No ratings yet
- New Additive With Low Environmental Impact: Improves SoftnessDocument4 pagesNew Additive With Low Environmental Impact: Improves SoftnessJasmainiNo ratings yet
- MIAC Tissue 2017Document57 pagesMIAC Tissue 2017Bheemendra NarayanNo ratings yet
- Paper IndustryDocument8 pagesPaper IndustryBasil BabymNo ratings yet
- Century Pul112Document48 pagesCentury Pul112Shubh Prakash TiwariNo ratings yet
- GCP 2002002 - Tissue Paper ProductsDocument4 pagesGCP 2002002 - Tissue Paper ProductsMaureen Grace LebriaNo ratings yet
- Ecoflow FDocument1 pageEcoflow FPiotr SokolińskiNo ratings yet
- 1461 e 2015-07-14 Brochure Compact-Dispersion-System en InteraktivDocument8 pages1461 e 2015-07-14 Brochure Compact-Dispersion-System en InteraktivelcarpaneziNo ratings yet
- BGPPL (Ballarpur) Inplant Training ReportDocument68 pagesBGPPL (Ballarpur) Inplant Training ReportSamyakJainNo ratings yet
- 11 Chemical Recovery Cycle PDFDocument34 pages11 Chemical Recovery Cycle PDFSrinivasa Rao Venkumahanthi100% (2)
- Paper Fan PumpsDocument8 pagesPaper Fan PumpsnazeerNo ratings yet
- Twogether Article 22 en 24 TranbyDocument4 pagesTwogether Article 22 en 24 TranbyelcarpaneziNo ratings yet
- Topic 16 Papermaking Calendering TextDocument11 pagesTopic 16 Papermaking Calendering TextranjithNo ratings yet
- Allaboutpapermakingprocess 120919040756 Phpapp01Document46 pagesAllaboutpapermakingprocess 120919040756 Phpapp01vinsentNo ratings yet
- Recent Innovations in Paper Recycling Flotation)Document4 pagesRecent Innovations in Paper Recycling Flotation)kayee516No ratings yet
- Algas Microfilter BrochureDocument8 pagesAlgas Microfilter BrochureNehal ImtiazNo ratings yet
- Operations Manual Broke SystemDocument55 pagesOperations Manual Broke SystemdedekNo ratings yet
- Internship ProjectDocument16 pagesInternship ProjectmanuNo ratings yet
- Control of Tacky Deposits On Paper Machines - A Review PDFDocument18 pagesControl of Tacky Deposits On Paper Machines - A Review PDFBiantoroKunartoNo ratings yet
- Paper and PulpDocument107 pagesPaper and Pulpzohaib ul hassanNo ratings yet
- Polyester Fibre ManufacturingDocument16 pagesPolyester Fibre ManufacturinghaishpithadiyaNo ratings yet
- An Operator's Guide To Water Treatment CoagulantsDocument7 pagesAn Operator's Guide To Water Treatment CoagulantsMitch ColeNo ratings yet
- Internship Report of Fahmida Nasrin KeyaDocument53 pagesInternship Report of Fahmida Nasrin KeyaNoman Khan TanvirNo ratings yet
- Paper Industry-1 PDFDocument21 pagesPaper Industry-1 PDFNomi WahlaNo ratings yet
- Papermaking: SCA Publication Papers Technical SupportDocument16 pagesPapermaking: SCA Publication Papers Technical SupportKarina Dewi OktavianiNo ratings yet
- Technology, Energy Efficiency and Environmental Externalities in The Pulp and Paper Industry - AIT, ThailandDocument140 pagesTechnology, Energy Efficiency and Environmental Externalities in The Pulp and Paper Industry - AIT, ThailandVishal Duggal100% (1)
- Pulpandpaperindustry 141230140617 Conversion Gate02Document31 pagesPulpandpaperindustry 141230140617 Conversion Gate02Salman ShahzadNo ratings yet
- Moulded Pulp Product Process TechnologyDocument28 pagesMoulded Pulp Product Process TechnologySundar MoorthiNo ratings yet
- Steam and Kondensat For PapermachineDocument33 pagesSteam and Kondensat For PapermachinesakarisoNo ratings yet
- Sealencer The Silent Suction Roll Design: Voith PaperDocument2 pagesSealencer The Silent Suction Roll Design: Voith PapersakarisoNo ratings yet
- Biomass Energy PDFDocument20 pagesBiomass Energy PDFhugoj98No ratings yet
- Paper Making ProcessDocument13 pagesPaper Making ProcessSamin MaharjanNo ratings yet
- Brown Stock Washing Lavagem Da Polpa de CeluloseDocument44 pagesBrown Stock Washing Lavagem Da Polpa de CeluloseRockhy SyahrialNo ratings yet
- Modified GCC Fillers in Printing Paper ProductionDocument7 pagesModified GCC Fillers in Printing Paper ProductionPenkinNo ratings yet
- Distillery Processing and Products: Title of ProjectDocument13 pagesDistillery Processing and Products: Title of ProjectRahul PatelNo ratings yet
- Pulp and Paper IndustryDocument118 pagesPulp and Paper IndustrySYED ASGHAR ALI SULTANNo ratings yet
- Recovery From Black LiquorDocument7 pagesRecovery From Black LiquorNav KumarNo ratings yet
- History of CorrugatedDocument10 pagesHistory of CorrugatedVasudeva BhattarNo ratings yet
- Paper and PulpDocument8 pagesPaper and Pulpsamyam shresthaNo ratings yet
- Oji Fuji PM N 2 (New Machine (Twogether Report) )Document8 pagesOji Fuji PM N 2 (New Machine (Twogether Report) )duducastroNo ratings yet
- Fiber and Chemical Division: Global Business Unit FiberlineDocument4 pagesFiber and Chemical Division: Global Business Unit FiberlineHilda GzaNo ratings yet
- Filtration DEC07Document8 pagesFiltration DEC07chinsiNo ratings yet
- January 2019 QP - Paper 2C Edexcel Chemistry IGCSEDocument20 pagesJanuary 2019 QP - Paper 2C Edexcel Chemistry IGCSEmalka sabaNo ratings yet
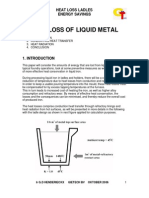
- Heat Loss of Liquid MetalDocument7 pagesHeat Loss of Liquid Metalmarcotulio123No ratings yet
- CM (3ed) - Lesson Plan - C01lllDocument9 pagesCM (3ed) - Lesson Plan - C01lllongjiachengedricNo ratings yet
- PEH Periodic Table (Principles) - Get The Table Organized in Time! Lab Manual (English)Document6 pagesPEH Periodic Table (Principles) - Get The Table Organized in Time! Lab Manual (English)Monette CabugayanNo ratings yet
- Lesson 1 WorksheetDocument4 pagesLesson 1 Worksheetapi-239996848No ratings yet
- Catalog Dry DisconnectsDocument52 pagesCatalog Dry DisconnectsCristopher PatricioNo ratings yet
- Sick Maihak Process Gas Flow MeasurementDocument8 pagesSick Maihak Process Gas Flow Measurementthanh_cdt01No ratings yet
- Ch-27.2 Crystalline Materials & Detects in Crystalline MaterialsDocument93 pagesCh-27.2 Crystalline Materials & Detects in Crystalline MaterialsSmruti Ranjan PattanayakNo ratings yet
- Morini Lorenzo Tesis Thermal Management PhevDocument119 pagesMorini Lorenzo Tesis Thermal Management PhevSantiago MolinaNo ratings yet
- Dahlman (2003)Document10 pagesDahlman (2003)Javier Ulises Hernández BeltránNo ratings yet
- Checklist For Piping GA DrawingDocument2 pagesChecklist For Piping GA DrawingRamalingam PrabhakaranNo ratings yet
- Food Preservation by Hurdle TechnologyDocument7 pagesFood Preservation by Hurdle TechnologyProf C.S.PurushothamanNo ratings yet
- Safety and Health Program For 2011Document124 pagesSafety and Health Program For 2011Alvin Garcia PalancaNo ratings yet
- Essentials of PHYSIOLOGICAL CHEMISTRY (PDFDrive) PDFDocument489 pagesEssentials of PHYSIOLOGICAL CHEMISTRY (PDFDrive) PDFRirika MomobamiNo ratings yet
- IPPL BrochureDocument8 pagesIPPL BrochuretoharshaNo ratings yet
- Differences Between Galvalume and Galvanized in Metal RoofingDocument2 pagesDifferences Between Galvalume and Galvanized in Metal RoofingPPM100% (1)
- Identification of An Unknown - Alcohols, Aldehydes, and KetonesDocument13 pagesIdentification of An Unknown - Alcohols, Aldehydes, and KetonesAnurupNo ratings yet
- ACP1withsolution 16303 16301873391Document23 pagesACP1withsolution 16303 16301873391Arman DehuriNo ratings yet
- 02580Document5 pages02580uddinnadeemNo ratings yet
- Laboratory Analytical Methods Food Additives MK 59310Document26 pagesLaboratory Analytical Methods Food Additives MK 59310briant100% (1)
- Granite PreasentationDocument14 pagesGranite PreasentationTanmai GowdaNo ratings yet
- Syllabus MSC Chemistry20Document66 pagesSyllabus MSC Chemistry20ranajawad579No ratings yet
- Elstein IR CatalogDocument43 pagesElstein IR CatalogElias100% (1)
- Polyamide: NomenclatureDocument9 pagesPolyamide: NomenclatureGłfghh GhklNo ratings yet
- Govind S Rajan - ResumeDocument1 pageGovind S Rajan - ResumeGovind RajanNo ratings yet
- 500 Series Technical Review 15 January 2013Document47 pages500 Series Technical Review 15 January 2013Melinda Hudson100% (3)
- Pha ProfilesDocument5,178 pagesPha ProfilesSDNo ratings yet