You might also like
- Iec & NecDocument22 pagesIec & NecPham TrienNo ratings yet
- CAC-ENG-STD-014 Instrumentation Standard For Canada PDFDocument14 pagesCAC-ENG-STD-014 Instrumentation Standard For Canada PDFAksheyNo ratings yet
- Brine FluidsDocument16 pagesBrine Fluidspeol12280% (5)
- Brines Fluids and FiltrationDocument90 pagesBrines Fluids and Filtrationqmax78No ratings yet
- Fast Rescue BoatDocument7 pagesFast Rescue BoatBSFNo ratings yet
- Plant Operation Systems OverviewDocument32 pagesPlant Operation Systems Overviewarunkumar23101No ratings yet
- Analyzer Sample Systems Ver HappenDocument12 pagesAnalyzer Sample Systems Ver HappenIñaki Eseberri100% (1)
- ReciprocatingcompressorsDocument13 pagesReciprocatingcompressorsasbuasbuNo ratings yet
- Installation StandardDocument80 pagesInstallation StandardSukdeb Maity100% (1)
- FS 3210 - FS-Gas Flow ComputerDocument6 pagesFS 3210 - FS-Gas Flow ComputerBinu ManiNo ratings yet
- Instrument Power Cable Sizing Part 1Document2 pagesInstrument Power Cable Sizing Part 1Art G. EnziNo ratings yet
- T14 Control Charts PDFDocument9 pagesT14 Control Charts PDFVictor Enrique Rosales ParadaNo ratings yet
- Presentation On Automation, PLC and Scada: By, Saikat Rahut Instrumentation and Control EngineeringDocument15 pagesPresentation On Automation, PLC and Scada: By, Saikat Rahut Instrumentation and Control EngineeringShivani SrivastavaNo ratings yet
- Control Systems Guide For Inteface Between Control Systems and ElectricalDocument4 pagesControl Systems Guide For Inteface Between Control Systems and Electricalaugur886No ratings yet
- Elster Instromet Q.sonicDocument2 pagesElster Instromet Q.sonicsaid_rahmansyah4750No ratings yet
- Well ControlDocument129 pagesWell ControlRahul D'CruzNo ratings yet
- Principle of Mass Flow Meter: Presented byDocument22 pagesPrinciple of Mass Flow Meter: Presented byParth PatelNo ratings yet
- Operation and Control Philosophy: PROJ Kurdistan Pumping Station (KPS2)Document21 pagesOperation and Control Philosophy: PROJ Kurdistan Pumping Station (KPS2)Nobar GulajanNo ratings yet
- Abb GCDocument105 pagesAbb GCMarthen TangkeNo ratings yet
- Software Redundancy For S7-300 S7-400Document4 pagesSoftware Redundancy For S7-300 S7-400Minhvuong TrannguyenNo ratings yet
- New USM Installation ProcedureDocument18 pagesNew USM Installation ProcedureAldeline Sungahid100% (1)
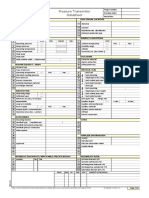
- Project number pressure transmitter datasheetDocument2 pagesProject number pressure transmitter datasheetdiksha surekaNo ratings yet
- Coriolis Flowmeters Are Relatively New Compared To Other Flowmeters. They WereDocument9 pagesCoriolis Flowmeters Are Relatively New Compared To Other Flowmeters. They WereAyu AgustinaNo ratings yet
- Process Control and Automation Network Selection 1674135121Document113 pagesProcess Control and Automation Network Selection 1674135121Fabricio FebresNo ratings yet
- Fundamentals of Orifice Metering PDFDocument3 pagesFundamentals of Orifice Metering PDFshiryNo ratings yet
- Well Control Methods PDFDocument89 pagesWell Control Methods PDFDanny Dukeran100% (2)
- LL Seminar Romania WE Are GEDocument62 pagesLL Seminar Romania WE Are GEbrctlnNo ratings yet
- Bently Nevada Orbit 60 Series System DatasheetDocument34 pagesBently Nevada Orbit 60 Series System Datasheetabhishek malhotraNo ratings yet
- Teori Dasar Gas ChromatographDocument52 pagesTeori Dasar Gas Chromatographnoor hidayatiNo ratings yet
- Spirax PN Series Pneumatic ActuatorsDocument7 pagesSpirax PN Series Pneumatic ActuatorsBSFNo ratings yet
- FPM-DU-1501-C.1 - Fire - and Gas - Analysis - and - PlacementDocument40 pagesFPM-DU-1501-C.1 - Fire - and Gas - Analysis - and - PlacementShivani DubeyNo ratings yet
- 3100/3150 - LTQ Limitorque Valve Actuator Master Module: Revision 1.7Document41 pages3100/3150 - LTQ Limitorque Valve Actuator Master Module: Revision 1.7Marcos VasconcelosNo ratings yet
- Electrical and InstrumentationDocument50 pagesElectrical and InstrumentationBZ SifdineNo ratings yet
- Operator Manual EP7 (Fire Alarm System)Document54 pagesOperator Manual EP7 (Fire Alarm System)BSFNo ratings yet
- Gas Detector InstallationDocument11 pagesGas Detector InstallationOmar TocmoNo ratings yet
- Users: Communication Solutions ForDocument12 pagesUsers: Communication Solutions Forpmg1380No ratings yet
- Appendix G - TRS 09082B - Inverter System Interface To Plant Computer (KIT) Rev 0Document14 pagesAppendix G - TRS 09082B - Inverter System Interface To Plant Computer (KIT) Rev 0pthakur234No ratings yet
- Operating Instructions Flowsic600 Ultrasonic Gas Flow Meter en Im0011355Document138 pagesOperating Instructions Flowsic600 Ultrasonic Gas Flow Meter en Im0011355farhan100% (1)
- Oil and Gas Offshore Pipeline Leak Detection System A Feasibility StudyDocument6 pagesOil and Gas Offshore Pipeline Leak Detection System A Feasibility StudyGuillerm Prudent BaldeonNo ratings yet
- Gas Detection For Offshore ApplicationDocument11 pagesGas Detection For Offshore ApplicationBryant Bruce Picon YangNo ratings yet
- High Integrity Pressure Protection Systems (HIPPS) : For Oil & Gas InstallationsDocument12 pagesHigh Integrity Pressure Protection Systems (HIPPS) : For Oil & Gas InstallationspenjualgasNo ratings yet
- Coriolis Flow MeterDocument4 pagesCoriolis Flow MeterIsares PodkohNo ratings yet
- Norsok Standard - Process Design (P-001r3)Document29 pagesNorsok Standard - Process Design (P-001r3)Thitikorn WassanarpheernphongNo ratings yet
- Norsok Standard - Process Design (P-001r3)Document29 pagesNorsok Standard - Process Design (P-001r3)Thitikorn WassanarpheernphongNo ratings yet
- Catalogue 2019Document450 pagesCatalogue 2019AntonNo ratings yet
- An in Depth Comparison of Four Gas Measurement Technologies Orifice Turbine Ultrasonic and Coriolisl PDFDocument37 pagesAn in Depth Comparison of Four Gas Measurement Technologies Orifice Turbine Ultrasonic and Coriolisl PDFKazuto KawakitaNo ratings yet
- 5 DanalyzerDocument37 pages5 Danalyzermalik shahzad AbdullahNo ratings yet
- Sensepoint XCD TechMan MAN0873 Iss8 0913 EMEAIDocument84 pagesSensepoint XCD TechMan MAN0873 Iss8 0913 EMEAImusajcNo ratings yet
- (FLS VA EWP 00005 en EX US 0518 Actuation Type Advantages LR1Document11 pages(FLS VA EWP 00005 en EX US 0518 Actuation Type Advantages LR1Akhilesh RavikumarNo ratings yet
- FGS SymbolsDocument3 pagesFGS Symbolsykresna1631No ratings yet
- PUB060-001-00 - 1110 RCL NetworksDocument8 pagesPUB060-001-00 - 1110 RCL NetworksapisituNo ratings yet
- CHROMATOGRAPHYDocument9 pagesCHROMATOGRAPHYKarthi Keyan KanagarajNo ratings yet
- SPI BATCH LOOP AND TAG CREATIONDocument13 pagesSPI BATCH LOOP AND TAG CREATIONRomay EdoguwaNo ratings yet
- Emergency Shut Down Valve:: Actuated Valve Partial or Total Process ShutdownDocument3 pagesEmergency Shut Down Valve:: Actuated Valve Partial or Total Process ShutdownPrasanna kumar subudhiNo ratings yet
- Floboss S600+ Flow Computer: Sistem Arsitektur Dan InstalasiDocument24 pagesFloboss S600+ Flow Computer: Sistem Arsitektur Dan InstalasiricardoNo ratings yet
- Tutorial 4Document40 pagesTutorial 4LEDNo ratings yet
- Hazardous Location Fire Alarm Call PointsDocument7 pagesHazardous Location Fire Alarm Call PointsKUNONo ratings yet
- Fire and Gas Mapping SolutionDocument3 pagesFire and Gas Mapping SolutionGustavo AgudeloNo ratings yet
- Modbus IntroDocument10 pagesModbus IntroArmando GarciaNo ratings yet
- 00022443the Application of A Continuous Leak Detection System To Pipelines and Associated EquipmentDocument4 pages00022443the Application of A Continuous Leak Detection System To Pipelines and Associated EquipmentFaizal AbdullahNo ratings yet
- METHOD OF WORK - ELEVATION WORK PROCEDURE WITH CHAIN BLOCK Pump GFDocument5 pagesMETHOD OF WORK - ELEVATION WORK PROCEDURE WITH CHAIN BLOCK Pump GFCarlos ImmanuelNo ratings yet
- Guidelines for Setting Up Custody Metering StationsDocument33 pagesGuidelines for Setting Up Custody Metering StationsZaid ChelseaNo ratings yet
- Honeywell Prover PDFDocument12 pagesHoneywell Prover PDFMelina SbhNo ratings yet
- Instrumentation Part 2omkarDocument117 pagesInstrumentation Part 2omkaromkarvadlooriNo ratings yet
- Difference Between PLC and DcsDocument2 pagesDifference Between PLC and DcsHari PrasanthNo ratings yet
- Technical Recommendations For Choke Valve SpecificationsDocument7 pagesTechnical Recommendations For Choke Valve SpecificationsajaysapruNo ratings yet
- Flow Measurement Workshop Papers on Reducing UncertaintyDocument8 pagesFlow Measurement Workshop Papers on Reducing UncertaintyjohnzrwNo ratings yet
- FISCODocument19 pagesFISCOsayedmhNo ratings yet
- Distributed Computer Control System: Proceedings of the IFAC Workshop, Tampa, Florida, U.S.A., 2-4 October 1979From EverandDistributed Computer Control System: Proceedings of the IFAC Workshop, Tampa, Florida, U.S.A., 2-4 October 1979T. J. HarrisonNo ratings yet
- Circ2007 5 2Document5 pagesCirc2007 5 2seaNo ratings yet
- Judging Wind Speed Using The Beaufort ScaleDocument1 pageJudging Wind Speed Using The Beaufort ScaleBSFNo ratings yet
- Refrigirant FluidsDocument9 pagesRefrigirant FluidsBSFNo ratings yet
- OM9210 - 10 Boiler MaintenanceDocument4 pagesOM9210 - 10 Boiler MaintenanceBSFNo ratings yet
- TSBrochureWOFrameDocument2 pagesTSBrochureWOFramemelnemrNo ratings yet
- Chapter 9Document16 pagesChapter 9forevertay2000No ratings yet
- DCVDocument15 pagesDCVBSFNo ratings yet
- DISTANCEDocument2 pagesDISTANCEBSFNo ratings yet
- Boiler Feed Water FlowDocument1 pageBoiler Feed Water FlowBSFNo ratings yet
- Cargo Pump ENGDocument5 pagesCargo Pump ENGBSFNo ratings yet
- E 443 ContentDocument49 pagesE 443 ContentBSFNo ratings yet
- Adjustable Speed Drives TutorialDocument13 pagesAdjustable Speed Drives Tutorialapi-3765150100% (2)
- Detail SURF Inventories Required To Be Flushed and CleanedDocument2 pagesDetail SURF Inventories Required To Be Flushed and CleanedBSFNo ratings yet
- Deck Boiler D.O. PumpDocument22 pagesDeck Boiler D.O. PumpBSFNo ratings yet
- Model 140 TransducerDocument24 pagesModel 140 TransducerBSFNo ratings yet
- Cargo Pump ENGDocument5 pagesCargo Pump ENGBSFNo ratings yet
- Cargo Pump Manual - EnGLISHDocument8 pagesCargo Pump Manual - EnGLISHBSFNo ratings yet
- Ham-worthy C2G-100MX BAN bunker pump parts listDocument4 pagesHam-worthy C2G-100MX BAN bunker pump parts listBSFNo ratings yet
- fr1505 10 25m3 PDFDocument4 pagesfr1505 10 25m3 PDFBSFNo ratings yet