You might also like
- 5 3 17Document14 pages5 3 17Raymond de WeeverNo ratings yet
- High Pressure Flange Design 236313199Document133 pagesHigh Pressure Flange Design 236313199Karthikeyan VisvakNo ratings yet
- Nine Steps to Success: North American edition: An ISO 27001 Implementation OverviewFrom EverandNine Steps to Success: North American edition: An ISO 27001 Implementation OverviewNo ratings yet
- 6 23 0Document13 pages6 23 0hlagos123No ratings yet
- Valve Sizing Report for Carbon Dioxide ProcessDocument3 pagesValve Sizing Report for Carbon Dioxide ProcessYawar QureshiNo ratings yet
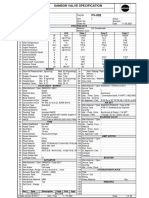
- Samson Valve Specification: Process DataDocument49 pagesSamson Valve Specification: Process DataMuhammed TamerNo ratings yet
- Current BrochureDocument41 pagesCurrent BrochureArlanNo ratings yet
- Firsa Catalog 2009Document53 pagesFirsa Catalog 2009alankar2050No ratings yet
- Analytical Considerations The Code Qualification Piping SystemsDocument17 pagesAnalytical Considerations The Code Qualification Piping SystemsMahendra RathoreNo ratings yet
- 17-1cs-Normal Tightening and Loosening of Flange BoltsDocument3 pages17-1cs-Normal Tightening and Loosening of Flange Boltsyulianus_sr100% (1)
- Old Noise ManualDocument28 pagesOld Noise ManualChristo KellermanNo ratings yet
- Analisis of Stress in BellowsDocument101 pagesAnalisis of Stress in BellowsOswaldo GuerraNo ratings yet
- Valve Failure ConsequencesDocument10 pagesValve Failure ConsequencesThomas MazzoleniNo ratings yet
- Anchor Flange Calculation stresses verifiedDocument3 pagesAnchor Flange Calculation stresses verifiedLizbeth Fiallos AvilaNo ratings yet
- Hot Tap Construction StandardDocument12 pagesHot Tap Construction StandardgfgfNo ratings yet
- Control Valve Sizing GuideDocument23 pagesControl Valve Sizing GuideEnerprec SASNo ratings yet
- AERODYNAMIC NOISE Worksheet InstructionsDocument6 pagesAERODYNAMIC NOISE Worksheet InstructionsMuhammad Adil KhanNo ratings yet
- Modified 2 1-4CrDocument45 pagesModified 2 1-4CrandreahankNo ratings yet
- PP-1999-06 Opening in Blind FlangeDocument4 pagesPP-1999-06 Opening in Blind FlangesaudimanNo ratings yet
- Discharge Capacity CheckDocument14 pagesDischarge Capacity CheckkolioskiNo ratings yet
- Spectacle Blinds, Spade Blinds and Spacers (Amendments/Supplements To Asme B16.48)Document7 pagesSpectacle Blinds, Spade Blinds and Spacers (Amendments/Supplements To Asme B16.48)Mazzello FrancisNo ratings yet
- Geg A: Bolt-Up Procedure For Flanged Connections 670.210Document9 pagesGeg A: Bolt-Up Procedure For Flanged Connections 670.210puwarin najaNo ratings yet
- 3 7 1 PDFDocument30 pages3 7 1 PDFAlexDdd123No ratings yet
- Ansi B16.11Document73 pagesAnsi B16.11s.sivashankarNo ratings yet
- Taper Pins, Dowel Pins, Straight Pins, Grooved Pins, and Spring Pins (Inch Series)Document50 pagesTaper Pins, Dowel Pins, Straight Pins, Grooved Pins, and Spring Pins (Inch Series)Joel CieltoNo ratings yet
- Flow Calculation: II. Constants I. Flow EquationDocument1 pageFlow Calculation: II. Constants I. Flow EquationAndrey Pachón FrancoNo ratings yet
- Effect of Creep Failure in Bolted Flanged JointsDocument17 pagesEffect of Creep Failure in Bolted Flanged JointsMarta ParaparNo ratings yet
- Difference Between Wrought Fittings and Forged Fittings - Google GroupsDocument1 pageDifference Between Wrought Fittings and Forged Fittings - Google Groupsim4uim4uim4uNo ratings yet
- Spe 76-101 Sep 2012Document6 pagesSpe 76-101 Sep 2012akashdruva892No ratings yet
- Rethinking The Allowable Pipe Load On Rotating Equipment NozzlesDocument12 pagesRethinking The Allowable Pipe Load On Rotating Equipment Nozzlessateesh chandNo ratings yet
- ASME Rupture-Disk Fike Tb8100Document4 pagesASME Rupture-Disk Fike Tb8100Irwansyah CahyaNo ratings yet
- Sizing Sheet Dengan Cv. 133 PDFDocument3 pagesSizing Sheet Dengan Cv. 133 PDFJoko WisnugrohoNo ratings yet
- Control Valve Process Sizing: Corporate CriteriaDocument36 pagesControl Valve Process Sizing: Corporate CriteriaMohammad Ben ShenshenNo ratings yet
- Procedure and Technical Specification For Type Acceptance Testing (Tat) of GasketsDocument16 pagesProcedure and Technical Specification For Type Acceptance Testing (Tat) of GasketsSuthan M RNo ratings yet
- S 7517Document32 pagesS 7517JDavid NavaNo ratings yet
- GS 142 4 PDFDocument23 pagesGS 142 4 PDFjast111No ratings yet
- Deu PointDocument4 pagesDeu PointDurjoy ChakrabortyNo ratings yet
- TES-ME-STRTN-GL Design and Fabrication of Butt-Welded Transition Joints Specification (CAN-US-MEX)Document19 pagesTES-ME-STRTN-GL Design and Fabrication of Butt-Welded Transition Joints Specification (CAN-US-MEX)BetoCostaNo ratings yet
- Leak Calc (Autoguardado)Document9 pagesLeak Calc (Autoguardado)ca_perez75No ratings yet
- Flow Losses in Flexible Hose.Document186 pagesFlow Losses in Flexible Hose.Anonymous K3FaYFlNo ratings yet
- 76-031 - 2012 Branch FittingsDocument10 pages76-031 - 2012 Branch FittingspradeepNo ratings yet
- BechtBlogNuclear 2-13-17 Repairs ASME XI and PCC-2 George AntakiDocument7 pagesBechtBlogNuclear 2-13-17 Repairs ASME XI and PCC-2 George AntakiStephen XuNo ratings yet
- Delayed Coker Metal-Seated Ball Valves: Installation and Operation ManualDocument36 pagesDelayed Coker Metal-Seated Ball Valves: Installation and Operation ManuallutzzNo ratings yet
- Z - Peng RobinsonDocument1 pageZ - Peng RobinsonMuhammadTanzeeLUsmanNo ratings yet
- Orifice Plate Sizing CalculatorDocument11 pagesOrifice Plate Sizing Calculatormyself_riteshNo ratings yet
- Variables For Welding 11-3-2016 - 264B1DF6 PDFDocument2 pagesVariables For Welding 11-3-2016 - 264B1DF6 PDFSameh AminNo ratings yet
- NaturalConvectionHeatTransferCoefficients SI Units Final ProtectedDocument44 pagesNaturalConvectionHeatTransferCoefficients SI Units Final ProtectedFabio MiguelNo ratings yet
- Valve Sizing Calculation Sheet: Version: V3.1.0 Date: 20/01/2016Document4 pagesValve Sizing Calculation Sheet: Version: V3.1.0 Date: 20/01/2016JOSE MARTIN MORA RIVEROSNo ratings yet
- Orifice SizingDocument1 pageOrifice SizingMarco D'OnofrioNo ratings yet
- An Engineers CasebookDocument87 pagesAn Engineers CasebookParesh AdhwaryuNo ratings yet
- API 982-Inspection & Assessment of Refractory LiningsDocument57 pagesAPI 982-Inspection & Assessment of Refractory Liningsmustaphakadiri100% (1)
- API Spec 20E-2024Document41 pagesAPI Spec 20E-2024abdlkdr3460No ratings yet
- API MPMS Ch. 17.2 - WG BallotDocument44 pagesAPI MPMS Ch. 17.2 - WG BallotEduardo Jaramillo SilvaNo ratings yet
- 20L - Polmeric Seals - E1-20170512Document23 pages20L - Polmeric Seals - E1-20170512andrea assanelli100% (2)
- api-752Document6 pagesapi-752Anoop0% (1)
- ANSI API RP 1162-2022Document108 pagesANSI API RP 1162-2022cristianbaileyeNo ratings yet
- Downfile PDFDocument43 pagesDownfile PDFSoniale Sánchez GómezNo ratings yet
- Requisito de Válvulas para Servicio HF TotalDocument25 pagesRequisito de Válvulas para Servicio HF TotalMemoNo ratings yet
- Corrosion Resistance of Nickel Containing Alloys in Hydrofluoric Acid HydrogenFlouride and FlourineDocument0 pagesCorrosion Resistance of Nickel Containing Alloys in Hydrofluoric Acid HydrogenFlouride and FlourineMemoNo ratings yet
- Corrosion Resistance of Nickel Containing Alloys in Hydrofluoric Acid HydrogenFlouride and FlourineDocument0 pagesCorrosion Resistance of Nickel Containing Alloys in Hydrofluoric Acid HydrogenFlouride and FlourineMemoNo ratings yet
- Catalogo Juntas MicartaDocument32 pagesCatalogo Juntas MicartaMemoNo ratings yet
- Gasket HandbookDocument48 pagesGasket Handbookgladiatork00796% (24)
- Combined Orders (SAP Library - Production Planning and Control)Document3 pagesCombined Orders (SAP Library - Production Planning and Control)Rashid KhanNo ratings yet
- ENGINE OVERHAUL 2.6 4cylDocument24 pagesENGINE OVERHAUL 2.6 4cylalbertoNo ratings yet
- 1 Million Email Subscriber PlaybookDocument29 pages1 Million Email Subscriber PlaybookGabriel Ramos100% (4)
- G.R. No. 201302 Hygienic Packaging Corporation, Petitioner Nutri-Asia, Inc., Doing Business Under The Name and Style of Ufc Philippines (FORMERLY NUTRI-ASIA, INC.), Respondent Decision Leonen, J.Document5 pagesG.R. No. 201302 Hygienic Packaging Corporation, Petitioner Nutri-Asia, Inc., Doing Business Under The Name and Style of Ufc Philippines (FORMERLY NUTRI-ASIA, INC.), Respondent Decision Leonen, J.SK Fairview Barangay BaguioNo ratings yet
- 'Elements of Research Design McqsDocument5 pages'Elements of Research Design McqsZara KhanNo ratings yet
- Nokia Help PDFDocument101 pagesNokia Help PDFTim GargNo ratings yet
- Komputasi Sistem Fisis 4Document5 pagesKomputasi Sistem Fisis 4Nadya AmaliaNo ratings yet
- HPSC Haryana Civil Service Judicial ExamDocument6 pagesHPSC Haryana Civil Service Judicial ExamNDTV100% (1)
- Computer MCQ NotesDocument88 pagesComputer MCQ NotesWaqas AliNo ratings yet
- Pizano v. Indiana Department of Correction Et Al - Document No. 3Document2 pagesPizano v. Indiana Department of Correction Et Al - Document No. 3Justia.comNo ratings yet
- RollingDocument54 pagesRollingavutu_kunduru100% (1)
- LPU/HRD/IC/200905/001/672/164 Dated: 05 Sep 2020: OutstandingDocument1 pageLPU/HRD/IC/200905/001/672/164 Dated: 05 Sep 2020: OutstandingadityamduttaNo ratings yet
- Operating and Financial LeverageDocument52 pagesOperating and Financial Leveragepangilinanac00No ratings yet
- Reliance Dividend PolicyDocument3 pagesReliance Dividend PolicySharique AkhtarNo ratings yet
- EPM-Sxxx - I-O System 1000 System Manual - v8-0 - ENDocument1 pageEPM-Sxxx - I-O System 1000 System Manual - v8-0 - ENilli206No ratings yet
- PDFDocument21 pagesPDFClarice Ilustre GuintibanoNo ratings yet
- Sanel Core HMODocument13 pagesSanel Core HMOAutomotive Wholesalers Association of New EnglandNo ratings yet
- How To Knit SocksDocument10 pagesHow To Knit SocksHolly Robles100% (1)
- NEPAL OBTE Curriculum Grade 6 8 Page 0 23 1 ENDocument19 pagesNEPAL OBTE Curriculum Grade 6 8 Page 0 23 1 ENSonam Lama0% (1)
- Global Bicycle Market - Growth, Trends, and Forecast (2020 - 2025) PDFDocument169 pagesGlobal Bicycle Market - Growth, Trends, and Forecast (2020 - 2025) PDFNicholas Chia100% (2)
- IGBC Certified BldgsDocument26 pagesIGBC Certified BldgsNidhi Chadda MalikNo ratings yet
- Stability and Development StrategyDocument34 pagesStability and Development StrategySudan North-South Border InitiativeNo ratings yet
- Supply Chain Analysis of PRAN GroupDocument34 pagesSupply Chain Analysis of PRAN GroupAtiqEyashirKanakNo ratings yet
- 2023 Congressional Baseball Sponsorship PackagesDocument2 pages2023 Congressional Baseball Sponsorship PackagesSpencer BrownNo ratings yet
- Emerald Garment VS CaDocument2 pagesEmerald Garment VS CaNorthern SummerNo ratings yet
- Business Model Canvas CardsDocument10 pagesBusiness Model Canvas CardsAbhiram TalluriNo ratings yet
- Dangerous Goods Hazmat Material Training Cat-10Document24 pagesDangerous Goods Hazmat Material Training Cat-10Claudio GonzalezNo ratings yet
- The Effective Length of Columns in MultiDocument12 pagesThe Effective Length of Columns in MulticoolkaisyNo ratings yet
- English Form 01Document21 pagesEnglish Form 01setegnNo ratings yet
- Topic 2Document9 pagesTopic 2swathi thotaNo ratings yet
- Excel Essentials: A Step-by-Step Guide with Pictures for Absolute Beginners to Master the Basics and Start Using Excel with ConfidenceFrom EverandExcel Essentials: A Step-by-Step Guide with Pictures for Absolute Beginners to Master the Basics and Start Using Excel with ConfidenceNo ratings yet
- Clean Code: A Handbook of Agile Software CraftsmanshipFrom EverandClean Code: A Handbook of Agile Software CraftsmanshipRating: 5 out of 5 stars5/5 (13)
- Learn Python Programming for Beginners: Best Step-by-Step Guide for Coding with Python, Great for Kids and Adults. Includes Practical Exercises on Data Analysis, Machine Learning and More.From EverandLearn Python Programming for Beginners: Best Step-by-Step Guide for Coding with Python, Great for Kids and Adults. Includes Practical Exercises on Data Analysis, Machine Learning and More.Rating: 5 out of 5 stars5/5 (34)
- How to Make a Video Game All By Yourself: 10 steps, just you and a computerFrom EverandHow to Make a Video Game All By Yourself: 10 steps, just you and a computerRating: 5 out of 5 stars5/5 (1)
- Machine Learning: The Ultimate Beginner's Guide to Learn Machine Learning, Artificial Intelligence & Neural Networks Step by StepFrom EverandMachine Learning: The Ultimate Beginner's Guide to Learn Machine Learning, Artificial Intelligence & Neural Networks Step by StepRating: 4.5 out of 5 stars4.5/5 (19)
- Python Programming For Beginners: Learn The Basics Of Python Programming (Python Crash Course, Programming for Dummies)From EverandPython Programming For Beginners: Learn The Basics Of Python Programming (Python Crash Course, Programming for Dummies)Rating: 5 out of 5 stars5/5 (1)
- The Advanced Roblox Coding Book: An Unofficial Guide, Updated Edition: Learn How to Script Games, Code Objects and Settings, and Create Your Own World!From EverandThe Advanced Roblox Coding Book: An Unofficial Guide, Updated Edition: Learn How to Script Games, Code Objects and Settings, and Create Your Own World!Rating: 4.5 out of 5 stars4.5/5 (2)
- HTML, CSS, and JavaScript Mobile Development For DummiesFrom EverandHTML, CSS, and JavaScript Mobile Development For DummiesRating: 4 out of 5 stars4/5 (10)
- Blockchain Basics: A Non-Technical Introduction in 25 StepsFrom EverandBlockchain Basics: A Non-Technical Introduction in 25 StepsRating: 4.5 out of 5 stars4.5/5 (24)
- GAMEDEV: 10 Steps to Making Your First Game SuccessfulFrom EverandGAMEDEV: 10 Steps to Making Your First Game SuccessfulRating: 4.5 out of 5 stars4.5/5 (12)
- Blockchain: The complete guide to understanding Blockchain Technology for beginners in record timeFrom EverandBlockchain: The complete guide to understanding Blockchain Technology for beginners in record timeRating: 4.5 out of 5 stars4.5/5 (34)
- App Empire: Make Money, Have a Life, and Let Technology Work for YouFrom EverandApp Empire: Make Money, Have a Life, and Let Technology Work for YouRating: 4 out of 5 stars4/5 (21)
- Python Programming : How to Code Python Fast In Just 24 Hours With 7 Simple StepsFrom EverandPython Programming : How to Code Python Fast In Just 24 Hours With 7 Simple StepsRating: 3.5 out of 5 stars3.5/5 (54)
- Coding for Kids Ages 9-15: Simple HTML, CSS and JavaScript lessons to get you started with Programming from ScratchFrom EverandCoding for Kids Ages 9-15: Simple HTML, CSS and JavaScript lessons to get you started with Programming from ScratchRating: 4.5 out of 5 stars4.5/5 (4)
- Mastering JavaScript: The Complete Guide to JavaScript MasteryFrom EverandMastering JavaScript: The Complete Guide to JavaScript MasteryRating: 5 out of 5 stars5/5 (1)
- SQL QuickStart Guide: The Simplified Beginner's Guide to Managing, Analyzing, and Manipulating Data With SQLFrom EverandSQL QuickStart Guide: The Simplified Beginner's Guide to Managing, Analyzing, and Manipulating Data With SQLRating: 4.5 out of 5 stars4.5/5 (46)
- ITIL 4: Digital and IT strategy: Reference and study guideFrom EverandITIL 4: Digital and IT strategy: Reference and study guideRating: 5 out of 5 stars5/5 (1)
- Natural Language Processing with Python: Natural Language Processing Using NLTKFrom EverandNatural Language Processing with Python: Natural Language Processing Using NLTKRating: 3.5 out of 5 stars3.5/5 (4)