You might also like
- Building Firearms - HoffmanDocument81 pagesBuilding Firearms - HoffmanWilliam Owers100% (3)
- Rifling by Flow FormingDocument6 pagesRifling by Flow FormingOzkar Pirata100% (2)
- Making Chamber ReamersDocument3 pagesMaking Chamber Reamersfmchuck100% (7)
- How I Make A Chamber ReamerDocument17 pagesHow I Make A Chamber ReamerGhazali Zuberi100% (30)
- Darcy Falling Block Study PlansDocument12 pagesDarcy Falling Block Study Plansangelines123100% (19)
- Home Workshop Shotgun (Part-2) - Bill Holmes - Paladin PressDocument48 pagesHome Workshop Shotgun (Part-2) - Bill Holmes - Paladin PressAride4ever94% (16)
- Blueprint - Sten MK II, MP-40, Yugo 56, Submachine GunsDocument8 pagesBlueprint - Sten MK II, MP-40, Yugo 56, Submachine GunsNorm80% (10)
- Liberator Pistol BlueprintsDocument31 pagesLiberator Pistol BlueprintsCaprikorn88% (16)
- ExtrasDocument32 pagesExtrasS84S100% (5)
- US660725 Hamilton Rifling MachineDocument3 pagesUS660725 Hamilton Rifling MachineDavid Corbett100% (2)
- 1F7BZ MR Singleshot's Book of Rifle Plans Part5Document12 pages1F7BZ MR Singleshot's Book of Rifle Plans Part5angelines123100% (6)
- Holmes 50Document65 pagesHolmes 50The_Desolator100% (15)
- Barrel Shank DimensionsDocument29 pagesBarrel Shank DimensionsNO2NWO100% (4)
- Barrel Fitting by Harold HoffmanDocument114 pagesBarrel Fitting by Harold HoffmanNorm100% (7)
- Overall Length 6Document6 pagesOverall Length 6angelines12350% (2)
- Building Bolt-Action RiflesDocument120 pagesBuilding Bolt-Action Riflesotonel100% (5)
- Straigh-Tpull Shotgun PatentDocument17 pagesStraigh-Tpull Shotgun Patentohcock100% (1)
- Firearms - Blueprint - Owen MK II, H&R Reising Submachine Guns and Springfield M60 RifleDocument12 pagesFirearms - Blueprint - Owen MK II, H&R Reising Submachine Guns and Springfield M60 Riflebrowar44484% (19)
- Building The SGN-22 (Single-Shot Rifle Build)Document25 pagesBuilding The SGN-22 (Single-Shot Rifle Build)blowmeasshole191167% (6)
- D66C5 MR Singleshot's Book of Rifle Plans Part1 PDFDocument18 pagesD66C5 MR Singleshot's Book of Rifle Plans Part1 PDFMainAvel100% (7)
- SUOMI KP-31 Kit Build... (Semi - FullAuto - ) - The Firearms ForumDocument5 pagesSUOMI KP-31 Kit Build... (Semi - FullAuto - ) - The Firearms ForumWilmer Howard BenderNo ratings yet
- Uzi Suppressor Baseball BatDocument2 pagesUzi Suppressor Baseball BatRichard Dimonda100% (1)
- Weaponeer Forums - STEN MK II BuildDocument221 pagesWeaponeer Forums - STEN MK II Buildcrbspoa93% (15)
- Blueprints PPSH41 Yugo49-57 American180 Browning1919Document7 pagesBlueprints PPSH41 Yugo49-57 American180 Browning1919Mika100% (2)
- Stevens Favorite Info & Exploded ViewsDocument4 pagesStevens Favorite Info & Exploded Viewsmichaelj49684619390% (10)
- UZI ReceiverDocument7 pagesUZI Receiverbrowar444100% (1)
- Rifling MachineDocument83 pagesRifling Machinekcwelder90% (10)
- MP44 BlueprintsDocument90 pagesMP44 BlueprintsNorm100% (8)
- Semiplans Sten MK2Document4 pagesSemiplans Sten MK2Mike Nichlos69% (13)
- Sardaukar Gun PlansDocument27 pagesSardaukar Gun Plansbuckshot196791% (32)
- Practical Guide to the Operational Use of the PPS-43 Submachine GunFrom EverandPractical Guide to the Operational Use of the PPS-43 Submachine GunNo ratings yet
- The Gun Digest Book of Firearms Assembly/Disassembly Part V - ShotgunsFrom EverandThe Gun Digest Book of Firearms Assembly/Disassembly Part V - ShotgunsRating: 5 out of 5 stars5/5 (3)
- Practical Guide to the Use of the SEMI-AUTO PPS-43C Pistol/SBRFrom EverandPractical Guide to the Use of the SEMI-AUTO PPS-43C Pistol/SBRNo ratings yet
- Custom Gunsmithing for Self-Defense FirearmsFrom EverandCustom Gunsmithing for Self-Defense FirearmsRating: 5 out of 5 stars5/5 (3)
- Building a Home Defense Remington 870 ShotgunFrom EverandBuilding a Home Defense Remington 870 ShotgunRating: 3.5 out of 5 stars3.5/5 (5)
- Handloader's Manual - A Treatise on Modern Cartridge Components and Their Assembly by the Individual Shooter Into Accurate Ammunition to Best Suit his Various PurposesFrom EverandHandloader's Manual - A Treatise on Modern Cartridge Components and Their Assembly by the Individual Shooter Into Accurate Ammunition to Best Suit his Various PurposesNo ratings yet
- The Gunsmith's Manual: Practical Guide to All Branches of the TradeFrom EverandThe Gunsmith's Manual: Practical Guide to All Branches of the TradeNo ratings yet
- SuppressorsFrom EverandSuppressorsEditors of RECOIL MagazineNo ratings yet
- Elementary Gunsmithing - A Manual of Instruction for Amateurs in the Alteration and Repair of FirearmsFrom EverandElementary Gunsmithing - A Manual of Instruction for Amateurs in the Alteration and Repair of FirearmsNo ratings yet
- Practical Guide to the Operational Use of the PPSh-41 Submachine GunFrom EverandPractical Guide to the Operational Use of the PPSh-41 Submachine GunRating: 5 out of 5 stars5/5 (2)
- The Handloader's Manual of Cartridge ConversionsFrom EverandThe Handloader's Manual of Cartridge ConversionsRating: 5 out of 5 stars5/5 (1)
- Gun Digest Guide to the Modern AK: Gear, Accessories & Upgrades for the AK-47 and Its VariantsFrom EverandGun Digest Guide to the Modern AK: Gear, Accessories & Upgrades for the AK-47 and Its VariantsRating: 5 out of 5 stars5/5 (1)
- The Gun Digest Book of Firearms Assembly/Disassembly Part IV - Centerfire RiflesFrom EverandThe Gun Digest Book of Firearms Assembly/Disassembly Part IV - Centerfire RiflesNo ratings yet
- Gunsmithing Made Easy: Projects for the Home GunsmithFrom EverandGunsmithing Made Easy: Projects for the Home GunsmithRating: 3 out of 5 stars3/5 (2)
- Practical Guide to the Operational Use of the UZI Submachine GunFrom EverandPractical Guide to the Operational Use of the UZI Submachine GunNo ratings yet
- Building or Restoring Your Muzzleloader: Making Muzzleloaders from Kits and Damaged GunsFrom EverandBuilding or Restoring Your Muzzleloader: Making Muzzleloaders from Kits and Damaged GunsNo ratings yet
- Antique Firearms Assembly/Disassembly: The comprehensive guide to pistols, rifles & shotgunsFrom EverandAntique Firearms Assembly/Disassembly: The comprehensive guide to pistols, rifles & shotgunsRating: 4.5 out of 5 stars4.5/5 (2)
- Post-14-01138-M 14 Receiver Ordnance PrintsDocument5 pagesPost-14-01138-M 14 Receiver Ordnance PrintsJustus Pradana AdityawanNo ratings yet
- The Modern Rifle Barrel Action Book Publishers 1999 HoffmanDocument60 pagesThe Modern Rifle Barrel Action Book Publishers 1999 Hoffmanfredd3039No ratings yet
- FN Fal Reciever BlueprintDocument1 pageFN Fal Reciever BlueprintRandy Wilson100% (3)
- MAC-11 9mm Construction Conversion Iron Wulf PublishingDocument86 pagesMAC-11 9mm Construction Conversion Iron Wulf PublishingJordan Voller100% (6)
- Barrel Fitting by Harold HoffmanDocument114 pagesBarrel Fitting by Harold HoffmanNorm100% (7)
- AR 15 Lower Receiver Step by StepDocument81 pagesAR 15 Lower Receiver Step by StepNorm96% (27)
- AK-47, AK-74 Headspace ChecksDocument4 pagesAK-47, AK-74 Headspace ChecksNormNo ratings yet
- Do It Yourself Submachine Gun - Gerard MetralDocument123 pagesDo It Yourself Submachine Gun - Gerard MetralNorm100% (6)
- 50 Caliber Rifle Construction Manual - Bill HolmesDocument69 pages50 Caliber Rifle Construction Manual - Bill HolmesNorm100% (1)
- Homemade Guns and Homemade Ammo - Brown - Loom PanicsDocument98 pagesHomemade Guns and Homemade Ammo - Brown - Loom Panicskingofsin66667% (3)
- Blueprint - Sten MK II, MP-40, Yugo 56, Submachine GunsDocument8 pagesBlueprint - Sten MK II, MP-40, Yugo 56, Submachine GunsNorm80% (10)
- 223 Silencer DesignDocument1 page223 Silencer DesignFlavio MarçalNo ratings yet
- Advanced Gunsmithing - Vickery (1940)Document469 pagesAdvanced Gunsmithing - Vickery (1940)Norm94% (16)
- Gunsmithing and Tool Making Bible by Harold HoffmanDocument294 pagesGunsmithing and Tool Making Bible by Harold HoffmanErik Green100% (7)
- Automatic and Concealable Firearms Design Book VOL.2Document71 pagesAutomatic and Concealable Firearms Design Book VOL.2esporadico12380% (64)
- PPSH41 Assault Rifle BlueprintDocument12 pagesPPSH41 Assault Rifle Blueprinth762x3992% (12)
- AK47 US Army Operators ManualDocument24 pagesAK47 US Army Operators ManualNorm100% (1)
- MP44 BlueprintsDocument90 pagesMP44 BlueprintsNorm100% (8)
- Colt AR-15 Rifle Lightning LinkDocument5 pagesColt AR-15 Rifle Lightning Linkelvergonzalez1100% (2)
- Mosin-Nagant Manual For Russian Rifles and CarbinesDocument32 pagesMosin-Nagant Manual For Russian Rifles and CarbinesPackdaddy100% (5)
- Firearms - ! - Full Auto Conversion - AK-47 RifleDocument17 pagesFirearms - ! - Full Auto Conversion - AK-47 Riflemsjohnso1100% (2)
- RX 11 Chi̇cago BreakerDocument20 pagesRX 11 Chi̇cago BreakerSerkanAlNo ratings yet
- The Novak Guide To Dana 20Document9 pagesThe Novak Guide To Dana 20Hunter HincksNo ratings yet
- Cat General Torque Specifications PDFDocument48 pagesCat General Torque Specifications PDFAlaudin Awang Xwijaya0% (1)
- Stud Welding Stud and Ferrule CatalogDocument107 pagesStud Welding Stud and Ferrule Catalogkoulis13No ratings yet
- LPK 909ex Bs-Iii: (Parts List)Document216 pagesLPK 909ex Bs-Iii: (Parts List)shivamNo ratings yet
- Solid-State Memory Camcorder: PMW-F55 PMW-F5Document134 pagesSolid-State Memory Camcorder: PMW-F55 PMW-F5obedmodeNo ratings yet
- BSC Aircraft MainDocument35 pagesBSC Aircraft MainAyem perumalNo ratings yet
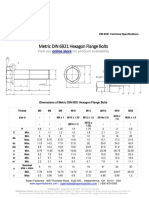
- Metric DIN 6921 Hexagon Flange Bolts: Visit Our For Product AvailabilityDocument5 pagesMetric DIN 6921 Hexagon Flange Bolts: Visit Our For Product AvailabilityJaganNo ratings yet
- Boring Bar ManualDocument41 pagesBoring Bar ManualPranjal Chakraborty100% (1)
- Flanges - Standard Dim For Flanges Used in InvestaDocument2 pagesFlanges - Standard Dim For Flanges Used in InvestaBharat TailorNo ratings yet
- لتحديد طول المواسير PDFDocument44 pagesلتحديد طول المواسير PDFmohamedNo ratings yet
- 3641 42 r6 0706Document4 pages3641 42 r6 0706riviera_co2477No ratings yet
- AAR Manual of Standards and Recommended Practices Brakes and Brake EquipmentDocument38 pagesAAR Manual of Standards and Recommended Practices Brakes and Brake EquipmentDaniel SantacruzNo ratings yet
- 8 - Insulation of Silencer PDFDocument9 pages8 - Insulation of Silencer PDFktsnl100% (1)
- Router Table - SledDocument6 pagesRouter Table - SledBen Gerez100% (3)
- Ariens Model 921013 Deluxe 30 Snow Blower Operator ManualDocument46 pagesAriens Model 921013 Deluxe 30 Snow Blower Operator ManualTim MckennaNo ratings yet
- Training Activity Matrix TemplateDocument3 pagesTraining Activity Matrix TemplateIrish Jane TabelismaNo ratings yet
- SERIES 4300: Equal Suction & Discharge Vertical In-Line Split CouplerDocument29 pagesSERIES 4300: Equal Suction & Discharge Vertical In-Line Split Couplerspeedy712No ratings yet
- 17277898-Case Ih Mx210 Mx230 Mx255 Mx285 Magnum Tractor Service Repair Manual - Improved - DownloadDocument1,297 pages17277898-Case Ih Mx210 Mx230 Mx255 Mx285 Magnum Tractor Service Repair Manual - Improved - DownloadMarco Comoli33% (3)
- List of International Standards: API Standards Block (25 Nos.)Document4 pagesList of International Standards: API Standards Block (25 Nos.)Siva baalan100% (1)
- SAE Flange ParkerDocument37 pagesSAE Flange ParkerThinh NguyenNo ratings yet
- 10 28 10 Toilet Accessories For ABDocument4 pages10 28 10 Toilet Accessories For ABwangruiNo ratings yet
- Annex May14Document8 pagesAnnex May14abh_omegaNo ratings yet
- Aircraft Assembly Manual: Ps-28 Cruiser / SportcruiserDocument22 pagesAircraft Assembly Manual: Ps-28 Cruiser / SportcruiserCristhian342No ratings yet
- Planos Sillon Solarium Reposera MaderaDocument3 pagesPlanos Sillon Solarium Reposera MaderaMarcelo A. NegreiraNo ratings yet
- Work Station MODEL 220 DREMEL PDFDocument36 pagesWork Station MODEL 220 DREMEL PDFJoséNo ratings yet
- EASY RUNNER GB LowResDocument20 pagesEASY RUNNER GB LowReskizzie1No ratings yet
- Power Take Off (With Oil Pump) : Workshop ManualDocument63 pagesPower Take Off (With Oil Pump) : Workshop ManualAlexander Neyra100% (2)
- Asme B18.2.3.3M-2007 (2014)Document20 pagesAsme B18.2.3.3M-2007 (2014)vijay pawarNo ratings yet
- User Manual Samsung 8K BN68-13708A-01 - UM - QN700B-QN900B - LATIN - L02 - 220527.0Document2 pagesUser Manual Samsung 8K BN68-13708A-01 - UM - QN700B-QN900B - LATIN - L02 - 220527.0maver2rickNo ratings yet