You might also like
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Air-Fuel Ratio, Lambda and Engine Performance: AFR M MDocument12 pagesAir-Fuel Ratio, Lambda and Engine Performance: AFR M MVinh Do ThanhNo ratings yet
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Modeling and Simulation of A Co-Current Rotary Dryer Under Steady ConditionsDocument8 pagesModeling and Simulation of A Co-Current Rotary Dryer Under Steady ConditionsVinh Do ThanhNo ratings yet
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- Studies On Drying Kinetics of Solids in A Rotary DryerDocument6 pagesStudies On Drying Kinetics of Solids in A Rotary DryerVinh Do ThanhNo ratings yet
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Tỷ số air-fuel lý tưởng (14.7)Document9 pagesTỷ số air-fuel lý tưởng (14.7)Vinh Do ThanhNo ratings yet
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- Modelling and Simulation of A Direct Contact Rotary DryerDocument16 pagesModelling and Simulation of A Direct Contact Rotary DryerVinh Do ThanhNo ratings yet
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
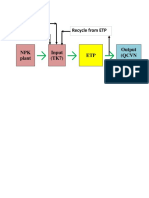
- Recycle From ETP Make Up H2O DAP, UreaDocument1 pageRecycle From ETP Make Up H2O DAP, UreaVinh Do ThanhNo ratings yet
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Ansi B16-104Document1 pageAnsi B16-104Monica Suarez100% (1)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Tinh Luong Nuoc Bay HoiDocument22 pagesTinh Luong Nuoc Bay HoiVinh Do ThanhNo ratings yet
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- Dryer CalculationsDocument4 pagesDryer CalculationsVinh Do Thanh0% (1)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- Aoac - Methods.1.1990. MoistureDocument2 pagesAoac - Methods.1.1990. MoistureVinh Do ThanhNo ratings yet
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- E. E.' " (75 Ion Agent of Firm Rope-Mckay & AssociatesDocument7 pagesE. E.' " (75 Ion Agent of Firm Rope-Mckay & AssociatesVinh Do ThanhNo ratings yet
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- PEP Report 267A: Ihs ChemicalDocument8 pagesPEP Report 267A: Ihs ChemicalVinh Do ThanhNo ratings yet
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- 4244 12672 1 PB PDFDocument15 pages4244 12672 1 PB PDFVinh Do ThanhNo ratings yet
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- 4244 12672 1 PB PDFDocument15 pages4244 12672 1 PB PDFVinh Do ThanhNo ratings yet
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (345)
- Equivalent Grades of Cast IronsDocument2 pagesEquivalent Grades of Cast IronsVinh Do Thanh100% (1)
- CRACKER A PC Based Simulator For Industr PDFDocument6 pagesCRACKER A PC Based Simulator For Industr PDFVinh Do ThanhNo ratings yet
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Metal Price IndexDocument1 pageMetal Price IndexVinh Do ThanhNo ratings yet
- DRS 279-2015 Organic Fertilizer - SpecificationDocument17 pagesDRS 279-2015 Organic Fertilizer - SpecificationVinh Do ThanhNo ratings yet
- MCCM 69 3 s192-197 KrauseDocument6 pagesMCCM 69 3 s192-197 KrauseVinh Do ThanhNo ratings yet
- Estimating Evaporation From Water SurfacesDocument27 pagesEstimating Evaporation From Water SurfacesVinh Do ThanhNo ratings yet
- 8D Problem Solving Worksheet: AQDEF.406Document8 pages8D Problem Solving Worksheet: AQDEF.406Vinh Do ThanhNo ratings yet
- How Mixing Affects The Rheology of Refractory Castables - Part IIDocument25 pagesHow Mixing Affects The Rheology of Refractory Castables - Part IIVinh Do ThanhNo ratings yet
- Application of Excel in Psychrometric AnalysisDocument20 pagesApplication of Excel in Psychrometric AnalysisVinh Do ThanhNo ratings yet
- MSC Org Chem Notes GDDocument256 pagesMSC Org Chem Notes GDsalinips350% (2)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Identification of Ions & Gases (Multiple Choice) QP PDFDocument10 pagesIdentification of Ions & Gases (Multiple Choice) QP PDFBHAWANA SINGHNo ratings yet
- Definitions - Topic 14 Organic Chemistry - CAIE Chemistry IGCSE PDFDocument3 pagesDefinitions - Topic 14 Organic Chemistry - CAIE Chemistry IGCSE PDFAtif BakhshNo ratings yet
- Dwnload Full Astronomy A Beginner S Guide To The Universe 7th Edition Chaisson Test Bank PDFDocument36 pagesDwnload Full Astronomy A Beginner S Guide To The Universe 7th Edition Chaisson Test Bank PDFwiggleberefts3t0100% (11)
- Spring Final Study GuideDocument6 pagesSpring Final Study Guideteenwolf4006No ratings yet
- Concept of PH and BufferDocument27 pagesConcept of PH and BufferRolling Coast100% (1)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- Skema Trial SPM 2015 Chemistry SBPDocument23 pagesSkema Trial SPM 2015 Chemistry SBPNovember's ChopinNo ratings yet
- Cambridge International General Certificate of Secondary EducationDocument16 pagesCambridge International General Certificate of Secondary EducationKiss 002No ratings yet
- Chemistry Volumetric LabDocument20 pagesChemistry Volumetric Labsunil venkataNo ratings yet
- Study On New Solvent Extraction Systems For Erythromycin: Zhou Li, Feng Qin, Hao Bao and Xueqiang GuDocument10 pagesStudy On New Solvent Extraction Systems For Erythromycin: Zhou Li, Feng Qin, Hao Bao and Xueqiang GuAkki BakkiNo ratings yet
- NH4 CLDocument3 pagesNH4 CLbarshasahamonaNo ratings yet
- Science 10 Chemistry Unit PlanDocument24 pagesScience 10 Chemistry Unit Planapi-477617112No ratings yet
- Worksheet Acid Bases and SaltsDocument4 pagesWorksheet Acid Bases and SaltswardaNo ratings yet
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Acids Bases and Salts CompressedDocument1 pageAcids Bases and Salts CompressedAman SirNo ratings yet
- MR95 Series Industrial Pressure RegulatorsDocument40 pagesMR95 Series Industrial Pressure RegulatorsDamiano DaidoneNo ratings yet
- MH CET 2024 Sample PaperDocument135 pagesMH CET 2024 Sample PaperRishi ShahNo ratings yet
- Introduction To General Chemistry (Muhammad Arif Malik)Document260 pagesIntroduction To General Chemistry (Muhammad Arif Malik)Inni CallmeinniNo ratings yet
- Compound Fertilizers Part 2Document7 pagesCompound Fertilizers Part 2Steven Luis Maiz CespedesNo ratings yet
- HydrogenDocument18 pagesHydrogenJack LupinoNo ratings yet
- Nitric AcidDocument2 pagesNitric AcidNazim SayyalNo ratings yet
- A Course in General ChemistryDocument590 pagesA Course in General Chemistryd010060002No ratings yet
- Zinc Phosphate CementDocument19 pagesZinc Phosphate CementNaghman ZuberiNo ratings yet
- Epoxy GroutDocument4 pagesEpoxy GroutVineet ChauhanNo ratings yet
- CHY 103 FS 11-12 TEE Ver 1.unlocked PDFDocument5 pagesCHY 103 FS 11-12 TEE Ver 1.unlocked PDFShampa SenNo ratings yet
- Chem Exam 2000Document9 pagesChem Exam 2000Alex JinNo ratings yet
- Thesis Statement Acid RainDocument7 pagesThesis Statement Acid Raintonichristensenaurora100% (2)
- Simplifying Chemistry Volume OneDocument64 pagesSimplifying Chemistry Volume OneMoses MulengaNo ratings yet
- Avantor Chemical Price List 2019-2020-VWR CHEMICALSDocument114 pagesAvantor Chemical Price List 2019-2020-VWR CHEMICALSVikki PatelNo ratings yet
- New Microsoft Word DocumentDocument2 pagesNew Microsoft Word DocumentZahid Rahman100% (1)
- Analytical Chemistry & General Chemistry Review QuestionsDocument3 pagesAnalytical Chemistry & General Chemistry Review QuestionsMicahmae MorbsNo ratings yet
- An Applied Guide to Water and Effluent Treatment Plant DesignFrom EverandAn Applied Guide to Water and Effluent Treatment Plant DesignRating: 5 out of 5 stars5/5 (4)
- Well Control for Completions and InterventionsFrom EverandWell Control for Completions and InterventionsRating: 4 out of 5 stars4/5 (10)
- Process Plant Equipment: Operation, Control, and ReliabilityFrom EverandProcess Plant Equipment: Operation, Control, and ReliabilityRating: 5 out of 5 stars5/5 (1)
- Process Steam Systems: A Practical Guide for Operators, Maintainers, and DesignersFrom EverandProcess Steam Systems: A Practical Guide for Operators, Maintainers, and DesignersNo ratings yet