You might also like
- 2017 A Kinetic Analysis of The Thermochemical Conversion of Solid Fuels (A Review)Document9 pages2017 A Kinetic Analysis of The Thermochemical Conversion of Solid Fuels (A Review)ahmadgolrokhNo ratings yet
- Modeling Water Flux in Forward Osmosis-Implications For Improved Membrane Design - Paper PDFDocument9 pagesModeling Water Flux in Forward Osmosis-Implications For Improved Membrane Design - Paper PDFIbrahim Al-MutazNo ratings yet
- Biomass Pyrolysis Kinetics A Comparative Critical ReviewDocument33 pagesBiomass Pyrolysis Kinetics A Comparative Critical Reviewkartik521No ratings yet
- 2016 A Review Effect of Process Parameters On Production of BiocharDocument15 pages2016 A Review Effect of Process Parameters On Production of BiocharahmadgolrokhNo ratings yet
- Fuel Processing Technology: SciencedirectDocument24 pagesFuel Processing Technology: SciencedirectahmadgolrokhNo ratings yet
- Şerbănescu2014 Article KineticAnalysisOfCellulosePyroDocument14 pagesŞerbănescu2014 Article KineticAnalysisOfCellulosePyroGodfrey Eric MuendoNo ratings yet
- Renewable and Sustainable Energy Reviews: Sadegh Papari, Kelly HawboldtDocument16 pagesRenewable and Sustainable Energy Reviews: Sadegh Papari, Kelly HawboldtahmadgolrokhNo ratings yet
- A Novel Corrugated Wall Channel Module For External Concentration Polarization Mitigation in Forward Osmosis ProcessDocument11 pagesA Novel Corrugated Wall Channel Module For External Concentration Polarization Mitigation in Forward Osmosis ProcessahmadgolrokhNo ratings yet
- Transformation of Mixtures of Benzene and Xylenes Into Toluene by Transalkylation On ZeolitesDocument8 pagesTransformation of Mixtures of Benzene and Xylenes Into Toluene by Transalkylation On ZeolitesahmadgolrokhNo ratings yet
- Lumping Procedures in Detailed Kinetic Modeling of Gasification, Pyrolysis, Partial Oxidation and Combustion of Hydrocarbon Mixtures PDFDocument41 pagesLumping Procedures in Detailed Kinetic Modeling of Gasification, Pyrolysis, Partial Oxidation and Combustion of Hydrocarbon Mixtures PDFayman jummaNo ratings yet
- Şerbănescu2014 Article KineticAnalysisOfCellulosePyroDocument14 pagesŞerbănescu2014 Article KineticAnalysisOfCellulosePyroGodfrey Eric MuendoNo ratings yet
- 2017 - Review - LignocellulosicbiomasspyrolysismechanismDocument54 pages2017 - Review - LignocellulosicbiomasspyrolysismechanismahmadgolrokhNo ratings yet
- Parthasarathy 2017Document15 pagesParthasarathy 2017ahmadgolrokhNo ratings yet
- Polagye - 2005presDocument33 pagesPolagye - 2005presahmadgolrokhNo ratings yet
- Fuel Processing Technology: SciencedirectDocument24 pagesFuel Processing Technology: SciencedirectahmadgolrokhNo ratings yet
- ParticleTracingModuleUsersGuide PDFDocument101 pagesParticleTracingModuleUsersGuide PDFSanilNo ratings yet
- 2008 Int ANSYS Conf Particulate Modeling in Ansys CFDDocument30 pages2008 Int ANSYS Conf Particulate Modeling in Ansys CFDrongweiusNo ratings yet
- Two-Phase Flow For Fouling Control in MembranesDocument261 pagesTwo-Phase Flow For Fouling Control in MembranesahmadgolrokhNo ratings yet
- Coupled Modelling of Hydrodynamics and Mass Transfer in Membrane FiltrationDocument395 pagesCoupled Modelling of Hydrodynamics and Mass Transfer in Membrane FiltrationahmadgolrokhNo ratings yet
- Effect of The Method of Addition of Ge On The Catalytic Properties of Pt-ReAl2O3 and Pt-IrAl2O3 Naphtha Reforming CatalystsDocument6 pagesEffect of The Method of Addition of Ge On The Catalytic Properties of Pt-ReAl2O3 and Pt-IrAl2O3 Naphtha Reforming CatalystsahmadgolrokhNo ratings yet
- Modeling and Optimization of A Semiregenerative Catalytic Naphtha ReformerDocument14 pagesModeling and Optimization of A Semiregenerative Catalytic Naphtha ReformerahmadgolrokhNo ratings yet
- Simulation, Sensitivity Analysis and Optimization of A Commercial Continuous Catalytic Naphtha ReformerDocument7 pagesSimulation, Sensitivity Analysis and Optimization of A Commercial Continuous Catalytic Naphtha ReformerahmadgolrokhNo ratings yet
- Developing A Steady-State Kinetic Model For Industrial Scale Semi-Regenerative Catalytic Naphtha Reforming ProcessDocument6 pagesDeveloping A Steady-State Kinetic Model For Industrial Scale Semi-Regenerative Catalytic Naphtha Reforming Processmisterno2No ratings yet
- Chlorination of Pt-ReAl2O3 During Naphtha ReformingDocument6 pagesChlorination of Pt-ReAl2O3 During Naphtha ReformingahmadgolrokhNo ratings yet
- Coke deposition mechanism on the pores of a commercial Pt-Reγ-Al2O3 naphtha reforming catalyst PDFDocument9 pagesCoke deposition mechanism on the pores of a commercial Pt-Reγ-Al2O3 naphtha reforming catalyst PDFahmadgolrokhNo ratings yet
- Coke deposition mechanism on the pores of a commercial Pt-Reγ-Al2O3 naphtha reforming catalyst PDFDocument9 pagesCoke deposition mechanism on the pores of a commercial Pt-Reγ-Al2O3 naphtha reforming catalyst PDFahmadgolrokhNo ratings yet
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- A Project Report ONGCDocument96 pagesA Project Report ONGCHardik_Surti_4376100% (1)
- Hyundai Hybc5080avDocument36 pagesHyundai Hybc5080avsoldelmarmenorNo ratings yet
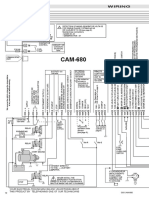
- CAM-680 20 It - PMDDocument1 pageCAM-680 20 It - PMDLam Phat Dat100% (2)
- Be20 Memory Items PDFDocument486 pagesBe20 Memory Items PDFJose100% (2)
- Thermal Recovery of Oil - Butler (1991)Document546 pagesThermal Recovery of Oil - Butler (1991)Luis Vallejo Estrella100% (2)
- Indirect Direct Heaters ComparisonDocument8 pagesIndirect Direct Heaters Comparisonankur2061No ratings yet
- AIGA 005 - 10 Fire Hazards of Oxygen and Oxygen Enriched AtmospheresDocument35 pagesAIGA 005 - 10 Fire Hazards of Oxygen and Oxygen Enriched AtmospheresCap FranzNo ratings yet
- Proses Konstruksi, Proteksi Turbin Dan CommisioningDocument11 pagesProses Konstruksi, Proteksi Turbin Dan CommisioningAji PrastiaNo ratings yet
- D3806Document5 pagesD3806Mohamed FaragNo ratings yet
- Heladanavi Power StationDocument2 pagesHeladanavi Power StationPasan Anuradha LiyanageNo ratings yet
- Phoenix Petroleum PhilippineDocument2 pagesPhoenix Petroleum PhilippinetwometersNo ratings yet
- GM Performance - View Topic - L31 Cam SpecsDocument4 pagesGM Performance - View Topic - L31 Cam Specsjimbeamjohn88888No ratings yet
- BW Gas Alert Micro5 QSG D6258 1 2009Document29 pagesBW Gas Alert Micro5 QSG D6258 1 2009Khabtane AbdelhamidNo ratings yet
- Aoa 777 Groundwork Fuel Transcript PDFDocument7 pagesAoa 777 Groundwork Fuel Transcript PDFberjarry5938No ratings yet
- A. Genset.2Document2 pagesA. Genset.2menggandakanNo ratings yet
- List Vendor CatalogDocument54 pagesList Vendor CatalogNugrawan Satria100% (2)
- Honda Amaze Marketing AnalysisDocument24 pagesHonda Amaze Marketing AnalysisvenkivnxNo ratings yet
- Manual Skoda Octavia 1,9 96kW ASZDocument68 pagesManual Skoda Octavia 1,9 96kW ASZCornea Horatiu Sebastian100% (1)
- v17 Vogue GEN2 Combi SpecSheet WEBDocument2 pagesv17 Vogue GEN2 Combi SpecSheet WEBHot chicksNo ratings yet
- Vladimir Putin and The Rise of The Petro-RubleDocument4 pagesVladimir Putin and The Rise of The Petro-Rubleسید ہارون حیدر گیلانی100% (1)
- 2011.06.28 SN4X Construction Report-AnteriorDocument245 pages2011.06.28 SN4X Construction Report-AnteriorDennis Manuel Gutierrez Avila100% (4)
- 03 Extractor&CondenserDocument29 pages03 Extractor&CondenserEmmanuel PlazaNo ratings yet
- C27 and C32 Generator Sets-Maintenance IntervalsDocument57 pagesC27 and C32 Generator Sets-Maintenance IntervalsRktBatamNo ratings yet
- Petroleum ProductsDocument5 pagesPetroleum ProductsAshraf Sayed AbdouNo ratings yet
- Lubrication - Application and SelectionDocument85 pagesLubrication - Application and SelectionMahaveer Singh100% (2)
- Assignment On Mitsubishi LancerDocument10 pagesAssignment On Mitsubishi LancerMahrose GilaniNo ratings yet
- Air Handlers Service InstructionsDocument93 pagesAir Handlers Service InstructionsAnonymous uGPcnH0XppNo ratings yet
- Soal Percepatan Sept 19Document14 pagesSoal Percepatan Sept 19Lucia SudiyatiNo ratings yet
- Presion de Compresion Toyota Tacoma 2005 2RZDocument2 pagesPresion de Compresion Toyota Tacoma 2005 2RZGustavo GamezNo ratings yet
- Ethylene ExperimentDocument3 pagesEthylene ExperimentLexzyrie Sybelle S. TolarbaNo ratings yet