You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5813)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1092)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (844)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (590)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (897)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (540)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (348)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (822)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (401)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Hitachi Lx70 7Document5 pagesHitachi Lx70 7Tuấn AnhNo ratings yet
- 1nz-Fe Engine Mechanical Timing Chain Installation (2007 Yaris)Document3 pages1nz-Fe Engine Mechanical Timing Chain Installation (2007 Yaris)peruvian100% (2)
- AE Mitsubishi s4s-dt ManualDocument22 pagesAE Mitsubishi s4s-dt Manualjoel jeffery Sarkar100% (1)
- SisuDiesel 6cylengDocument2 pagesSisuDiesel 6cylengahmed_eng_1500No ratings yet
- Stationary Engine Diesel Retrofit Case Studies 1109finalDocument16 pagesStationary Engine Diesel Retrofit Case Studies 1109finalahmed_eng_1500No ratings yet
- Stationary Engine Diesel Retrofit Case Studies 1109finalDocument16 pagesStationary Engine Diesel Retrofit Case Studies 1109finalahmed_eng_1500No ratings yet
- SisuDiesel 6cylengDocument2 pagesSisuDiesel 6cylengahmed_eng_1500No ratings yet
- Research On Methano1-Fueled Marine Diesel EngineDocument13 pagesResearch On Methano1-Fueled Marine Diesel Engineahmed_eng_1500No ratings yet
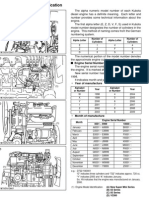
- DeutzDocument5 pagesDeutzahmed_eng_1500No ratings yet
- Kubota Engine ModelDocument1 pageKubota Engine Modelahmed_eng_1500100% (1)
- Volume 46Document27 pagesVolume 46ahmed_eng_1500No ratings yet
- Engine Data ListDocument45 pagesEngine Data ListKada Ben youcefNo ratings yet
- Diagraru¡S: Vehicle Unit (VECU)Document4 pagesDiagraru¡S: Vehicle Unit (VECU)WalterNo ratings yet
- QTN New 15 Kir Erection VaishnaviheartcentreDocument2 pagesQTN New 15 Kir Erection Vaishnaviheartcentrechandra kumarNo ratings yet
- Ratch de Frenos - Pai - Catalog - Sheet - 8057Document1 pageRatch de Frenos - Pai - Catalog - Sheet - 8057Alexis ValleNo ratings yet
- Simbolos Hidraulicos VolvoDocument7 pagesSimbolos Hidraulicos VolvoangelNo ratings yet
- Diesel Engines 12V/16V 2000 M72: For Vessels With High Load Factors (1B)Document2 pagesDiesel Engines 12V/16V 2000 M72: For Vessels With High Load Factors (1B)Alberto100% (1)
- Standard STD 417-0001: Engine Oil 97486Document6 pagesStandard STD 417-0001: Engine Oil 97486hansiiiNo ratings yet
- Hochdruckzubehoer Katalog eDocument192 pagesHochdruckzubehoer Katalog eFredyNo ratings yet
- SH1.RFP - P4 OTR - Ch1 General Description - 140530Document18 pagesSH1.RFP - P4 OTR - Ch1 General Description - 140530Minh Hoang NguyenNo ratings yet
- All-Makes Parts Catalog 2022Document164 pagesAll-Makes Parts Catalog 2022folleyjamNo ratings yet
- 3 Ton Diesel ForkliftDocument1 page3 Ton Diesel ForkliftMd. Abid Hossain Tapu100% (1)
- Gromax Trackstar 540Document44 pagesGromax Trackstar 540Fred WilfNo ratings yet
- Daf Ya-4442Document2 pagesDaf Ya-4442kravchenkokostyakravchenko100% (1)
- MV Pacific PelicanDocument6 pagesMV Pacific PelicanJoel Jeffery SarkarNo ratings yet
- Case Crawler Excavator Cx160c Operators ManualDocument20 pagesCase Crawler Excavator Cx160c Operators Manualmary100% (46)
- Ec210b Ec290b Prime Step1 PublicenDocument235 pagesEc210b Ec290b Prime Step1 Publicendcoronado0487No ratings yet
- Ficha Tecnica Ingersoll Rand DD-24Document2 pagesFicha Tecnica Ingersoll Rand DD-24Javier Hernandez Abril67% (3)
- ZX870LCH-5G Operator and Maintenance ManualDocument430 pagesZX870LCH-5G Operator and Maintenance ManualAnsory ZoelNo ratings yet
- GTS T ManualDocument51 pagesGTS T ManualAndrew Oliver100% (1)
- Diesel Fuel Filtration Systems Filter/Water Separator Product Information and Part Number ListDocument12 pagesDiesel Fuel Filtration Systems Filter/Water Separator Product Information and Part Number ListIgorGorduzNo ratings yet
- GEP150 (3-Phase) : Diesel Generating SetDocument6 pagesGEP150 (3-Phase) : Diesel Generating SetJulio Ricardo EspinozaNo ratings yet
- Euro 5 and Euro 6 SpecsDocument7 pagesEuro 5 and Euro 6 Specsasad razaNo ratings yet
- In Passenger Vehicles, We Explore Trends in Light Duty Vehicles and Power TrainsDocument29 pagesIn Passenger Vehicles, We Explore Trends in Light Duty Vehicles and Power TrainsJahmia CoralieNo ratings yet
- MTU Series 2000 Mining Engines 12V2000Cx6 3235061 1505796670Document2 pagesMTU Series 2000 Mining Engines 12V2000Cx6 3235061 1505796670jamal molana100% (1)
- Power LineDocument19 pagesPower LineSLAMET WAHYUDINo ratings yet
- Komatsu Engine Lta 10c Workshop Manuals 3Document6 pagesKomatsu Engine Lta 10c Workshop Manuals 3howard100% (26)
- Owner's ManualDocument8 pagesOwner's Manual003086No ratings yet