You might also like
- BSI Training and TroubleshootingDocument45 pagesBSI Training and TroubleshootingSiraj Bendre100% (2)
- SLO County Citizens Homeless Commission ReportDocument16 pagesSLO County Citizens Homeless Commission ReportNick WilsonNo ratings yet
- Report Workshop (Lost Foam Casting)Document7 pagesReport Workshop (Lost Foam Casting)Mohd AzriNo ratings yet
- Anodization ExperimentDocument6 pagesAnodization ExperimentSandra de la MercedNo ratings yet
- Yr 5 Lesson 10 My Tree Identity Graphic OrganizerDocument2 pagesYr 5 Lesson 10 My Tree Identity Graphic Organizerapi-459947531No ratings yet
- Mousse AlluminumDocument21 pagesMousse Alluminumimad derbalaNo ratings yet
- Metal Foams - Manufacture and Physics of FoamingDocument17 pagesMetal Foams - Manufacture and Physics of FoamingDaniela Silva MolinaNo ratings yet
- InTech-Aluminium Alloy Foams Production and Properties PDFDocument27 pagesInTech-Aluminium Alloy Foams Production and Properties PDFoussmaNo ratings yet
- Metal Foams E28093 Properties Production and ApplicationsDocument2 pagesMetal Foams E28093 Properties Production and ApplicationsNarasimharaghavanPuliyurKrishnaswamyNo ratings yet
- Abhishek Gupta Research PaperDocument9 pagesAbhishek Gupta Research PaperalwaysbestcricketNo ratings yet
- Banhart 1998Document12 pagesBanhart 1998Jose SotoNo ratings yet
- Foaming of Pure Aluminium by Tih: R. Soltani, Z. Sarajan and M. SoltaniDocument6 pagesFoaming of Pure Aluminium by Tih: R. Soltani, Z. Sarajan and M. SoltaniDhavalNo ratings yet
- Foundry PracticeDocument11 pagesFoundry PracticeNatalie WyattNo ratings yet
- b097 Banhart2007.pdfertrtDocument11 pagesb097 Banhart2007.pdfertrtGarvit GoelNo ratings yet
- Shiomi 2010Document6 pagesShiomi 2010Armanda PutraNo ratings yet
- Metal FoamDocument40 pagesMetal FoamCherry Mae Ayapana100% (1)
- Metal Foams: Production and StabilityDocument43 pagesMetal Foams: Production and StabilityLuis CarranzaNo ratings yet
- Powder Metallurgy-Sayfa 85Document84 pagesPowder Metallurgy-Sayfa 85Naser MiriNo ratings yet
- 8 P 4 R NZBCBMGDV Nobp 3 HJ QHNIQ8 XBpru WFX Myr 0 ZIDocument3 pages8 P 4 R NZBCBMGDV Nobp 3 HJ QHNIQ8 XBpru WFX Myr 0 ZImoonstarNo ratings yet
- Chapters On Nonferrous MetalsDocument17 pagesChapters On Nonferrous MetalsMohmmad ShaikhNo ratings yet
- An Overview of Aluminum Foam Production MethodsDocument8 pagesAn Overview of Aluminum Foam Production Methodsgouhua yuanNo ratings yet
- Thulasikanth 2021Document4 pagesThulasikanth 2021Armanda PutraNo ratings yet
- PAPER Aluminum Hardening Alloy 6061-T6Document6 pagesPAPER Aluminum Hardening Alloy 6061-T6Al rayyashi Derar100% (1)
- Industrial & Manufacturing Engineering Systems: Fall 2021-22Document19 pagesIndustrial & Manufacturing Engineering Systems: Fall 2021-22Saleh AlgdaryNo ratings yet
- AbstractDocument14 pagesAbstractKrushna ThakareNo ratings yet
- EAA Aluminium Automotive Manual - JoiningDocument25 pagesEAA Aluminium Automotive Manual - JoiningArathoNNo ratings yet
- Effect Casting Conditions Melt Quality JMat Proc Technol 2007 AluminioDocument7 pagesEffect Casting Conditions Melt Quality JMat Proc Technol 2007 Aluminiopaola montserrat flores moralesNo ratings yet
- Permanent Mold CastingDocument10 pagesPermanent Mold Castingroronoa zoroNo ratings yet
- Piston ManufacturingDocument41 pagesPiston ManufacturingDima AlinNo ratings yet
- 4.4.2. Mold MakingDocument8 pages4.4.2. Mold MakingVinothKumarVinothNo ratings yet
- Materials and Hardware 1Document22 pagesMaterials and Hardware 1Abdul DurraniNo ratings yet
- Dissertation HidayatDocument54 pagesDissertation HidayatHong Keat Oh100% (1)
- Nurhidayah 2021 IOP Conf. Ser. Mater. Sci. Eng. 1034 012130Document7 pagesNurhidayah 2021 IOP Conf. Ser. Mater. Sci. Eng. 1034 012130Ayu Sekar TunjungNo ratings yet
- Assessment of Mechanical Properties of Sintered and Hot Extruded Aluminium and Aluminium Based Titania CompositesDocument9 pagesAssessment of Mechanical Properties of Sintered and Hot Extruded Aluminium and Aluminium Based Titania CompositesAJER JOURNALNo ratings yet
- ME6352 Manufacturing Technolgy: Unit I Casting 8Document54 pagesME6352 Manufacturing Technolgy: Unit I Casting 8Aravind PhoenixNo ratings yet
- Materials For MoldDocument52 pagesMaterials For MoldSnowy DoveNo ratings yet
- Advanced Metal Casting Technology (MAT515) Test One .Document18 pagesAdvanced Metal Casting Technology (MAT515) Test One .Bizuayehu TadesseNo ratings yet
- Investigation On Microstructural and Mechanical Properties of ADC 12 Aluminium Alloy by Die Casting in Automotive PartsDocument8 pagesInvestigation On Microstructural and Mechanical Properties of ADC 12 Aluminium Alloy by Die Casting in Automotive Partsshiv kumarNo ratings yet
- Department of Metallurgy and Materials Engineering Complex Engineering Problem Physical Metallurgy-II Dr. Imtiaz Ali SoomroDocument11 pagesDepartment of Metallurgy and Materials Engineering Complex Engineering Problem Physical Metallurgy-II Dr. Imtiaz Ali SoomroAli SoomroNo ratings yet
- Aluminizing by (08MT3012 & 08MT1030) Atanu & ManojDocument24 pagesAluminizing by (08MT3012 & 08MT1030) Atanu & ManojAtanu KumarNo ratings yet
- Aluminum WeldingDocument7 pagesAluminum Weldingarbor020% (1)
- Metal Castings Quality Is Determined by The Casting Properties of The Metal: FluidityDocument28 pagesMetal Castings Quality Is Determined by The Casting Properties of The Metal: FluidityBharichaloNo ratings yet
- Chapter 4Document39 pagesChapter 4Ervenjee BascoNo ratings yet
- L32-Diffusion Coating ProcessesDocument10 pagesL32-Diffusion Coating ProcessesdavidblessleyNo ratings yet
- Last Assignment 2021Document12 pagesLast Assignment 2021TidöNo ratings yet
- Powder Processing by Melt AtomizationDocument11 pagesPowder Processing by Melt AtomizationNeel NadparaNo ratings yet
- Powder Metallurgy WikDocument11 pagesPowder Metallurgy WiksiswoutNo ratings yet
- Powder MetallurgyDocument15 pagesPowder MetallurgyHimanshu TiwariNo ratings yet
- Production TechnologyDocument60 pagesProduction Technology2mohan7100% (2)
- Chapter 6, ALUMINIUM AND ITS ALLOYSDocument5 pagesChapter 6, ALUMINIUM AND ITS ALLOYSPAUL NDIRITUNo ratings yet
- State of The Knowledge On Coating Systems For Hot Stamped PartsDocument23 pagesState of The Knowledge On Coating Systems For Hot Stamped PartsFernando BarreraNo ratings yet
- About Die CastingDocument3 pagesAbout Die CastingJoelNo ratings yet
- Aluminum Casting Processes.Document6 pagesAluminum Casting Processes.saaNo ratings yet
- Laboratory Experiment 2: Mohd Ashraf Mohd IsmailDocument16 pagesLaboratory Experiment 2: Mohd Ashraf Mohd IsmailMohd Ashraf Mohd Ismail100% (1)
- The Use of Copper Shells by Twin Roll Strip Casters: TMS Light Metals March 2010Document6 pagesThe Use of Copper Shells by Twin Roll Strip Casters: TMS Light Metals March 2010Vidya me20d015No ratings yet
- Training Notes 6.2 Aircraft Materials - NON-FERROUS (LP-13 To 28)Document10 pagesTraining Notes 6.2 Aircraft Materials - NON-FERROUS (LP-13 To 28)Jaspreet DhanjalNo ratings yet
- Compendium of Atomic Alkali Resistant Optical Thin Films, Diffusion and Electrical Mobility in Diode Pumped Alkali Lasers (DPALs)From EverandCompendium of Atomic Alkali Resistant Optical Thin Films, Diffusion and Electrical Mobility in Diode Pumped Alkali Lasers (DPALs)No ratings yet
- Sheet Metalwork on the Farm - Containing Information on Materials, Soldering, Tools and Methods of Sheet MetalworkFrom EverandSheet Metalwork on the Farm - Containing Information on Materials, Soldering, Tools and Methods of Sheet MetalworkNo ratings yet
- Friction Stir Welding of 2XXX Aluminum Alloys including Al-Li AlloysFrom EverandFriction Stir Welding of 2XXX Aluminum Alloys including Al-Li AlloysNo ratings yet
- Parametric Study On Analysis and Design of Permanently Anchored Secant Pile Wall For Earthquake LoadingDocument16 pagesParametric Study On Analysis and Design of Permanently Anchored Secant Pile Wall For Earthquake LoadingInternational Journal of computational Engineering research (IJCER)No ratings yet
- Parametric Study On Analysis and Design of Permanently Anchored Secant Pile Wall For Earthquake LoadingDocument16 pagesParametric Study On Analysis and Design of Permanently Anchored Secant Pile Wall For Earthquake LoadingInternational Journal of computational Engineering research (IJCER)No ratings yet
- PCB Faults Detection Using Image ProcessingDocument5 pagesPCB Faults Detection Using Image ProcessingInternational Journal of computational Engineering research (IJCER)No ratings yet
- Conceptual Design and Structural Analysis of Solid Rocket Motor CasingDocument6 pagesConceptual Design and Structural Analysis of Solid Rocket Motor CasingInternational Journal of computational Engineering research (IJCER)No ratings yet
- Relationship Between Refractive Index, Electronic Polarizavility, Optical Energy Gap Optical Electronegativity and Plasmon Energy in I-Iii-Vi2 and Ii-Iv-V2 Groups of Semi Conductors.Document5 pagesRelationship Between Refractive Index, Electronic Polarizavility, Optical Energy Gap Optical Electronegativity and Plasmon Energy in I-Iii-Vi2 and Ii-Iv-V2 Groups of Semi Conductors.International Journal of computational Engineering research (IJCER)No ratings yet
- Optimization of ZLD in Distillery Industry by Reverse Osmosis Process For Prediction of Multi Responses by Taguchi Orthogonal ArrayDocument12 pagesOptimization of ZLD in Distillery Industry by Reverse Osmosis Process For Prediction of Multi Responses by Taguchi Orthogonal ArrayInternational Journal of computational Engineering research (IJCER)No ratings yet
- Sintering Process of MagnetsDocument3 pagesSintering Process of MagnetsSAMIT JAINNo ratings yet
- Corp CommrevDocument39 pagesCorp CommrevMary Charlene ValmonteNo ratings yet
- 4a-W24 - SimpleIntegrations - Student - Guide (1) - EIBDocument157 pages4a-W24 - SimpleIntegrations - Student - Guide (1) - EIBmaruthi63100% (1)
- DOWSIL™ 3-82XX Silicone Foams For Compression Gaskets: Consumer SolutionsDocument2 pagesDOWSIL™ 3-82XX Silicone Foams For Compression Gaskets: Consumer SolutionsPetchi MuthuNo ratings yet
- Free Movie Streaming Sites: Amazon Prime VideoDocument2 pagesFree Movie Streaming Sites: Amazon Prime VideoZakir AliNo ratings yet
- Requirement-Analysis-Software-Engineering (Set 1)Document9 pagesRequirement-Analysis-Software-Engineering (Set 1)Week KeeNo ratings yet
- 20 Securities Selection and Portfolio Construction and EvaluationDocument24 pages20 Securities Selection and Portfolio Construction and EvaluationShaikh Saifullah KhalidNo ratings yet
- Interrupts in Atmega16Document3 pagesInterrupts in Atmega16Anoop S PillaiNo ratings yet
- Rateek OEL: Areer BjectiveDocument2 pagesRateek OEL: Areer BjectiveSapna SinghNo ratings yet
- Luconyl® Yellow 1244 - BASFDocument3 pagesLuconyl® Yellow 1244 - BASFjsdanielinNo ratings yet
- Exam 1Document4 pagesExam 1Abdisamad Muse HassanNo ratings yet
- Radiologic Technology: As A ProfessionDocument30 pagesRadiologic Technology: As A ProfessionKim MngcupaNo ratings yet
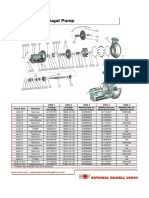
- Mission Magnum I Pump Spare PartsDocument2 pagesMission Magnum I Pump Spare PartsEleazar GallegosNo ratings yet
- 19.format Hum A Study of Pradhan Mantri Jan Dhan YojanaDocument6 pages19.format Hum A Study of Pradhan Mantri Jan Dhan YojanaImpact JournalsNo ratings yet
- Under Water Welding and CuttingDocument7 pagesUnder Water Welding and CuttingVijo JoseNo ratings yet
- SWOT ANALYSIS For ISO Context of The OrganizationDocument1 pageSWOT ANALYSIS For ISO Context of The OrganizationZach JavelonaNo ratings yet
- Proposal NewDocument17 pagesProposal NewbaseNo ratings yet
- Cisco IT Case Study WebEx High-Quality Video Case StudyDocument7 pagesCisco IT Case Study WebEx High-Quality Video Case StudyCisco ITNo ratings yet
- Zombie: Survival GuideDocument25 pagesZombie: Survival Guideapi-462582713No ratings yet
- mt4 GuideDocument24 pagesmt4 GuideGeorge PruteanuNo ratings yet
- SAP Financials - Tax Collected at Source ManualDocument5 pagesSAP Financials - Tax Collected at Source ManualSurya Pratap Shingh RajputNo ratings yet
- Demand PlaningDocument48 pagesDemand PlaningdaliyaNo ratings yet
- JS Quiz MergedDocument25 pagesJS Quiz Mergedabc abcNo ratings yet
- Customer Relationship ManagementDocument19 pagesCustomer Relationship ManagementAshok SharmaNo ratings yet
- M54523P Data Sheet Tape DeckDocument5 pagesM54523P Data Sheet Tape DeckRamasokolor778No ratings yet
- Haramaya Coa Assigment 2022Document16 pagesHaramaya Coa Assigment 2022wubie derebeNo ratings yet
- Brosur BW 685 PDFDocument2 pagesBrosur BW 685 PDFMaimunah Achmad AkliNo ratings yet