You might also like
- Welding Metallurgy and Weldability of Nickel-Base AlloysFrom EverandWelding Metallurgy and Weldability of Nickel-Base AlloysRating: 5 out of 5 stars5/5 (1)
- Chapter9 GMAW FCAW WeldingDocument17 pagesChapter9 GMAW FCAW Weldingrusf123No ratings yet
- By RPS Welding ConsultantsDocument41 pagesBy RPS Welding ConsultantsvairavnNo ratings yet
- Responsibilities of A Welding InspectorDocument13 pagesResponsibilities of A Welding InspectorMahaveer Singh100% (1)
- Weld GaugesDocument15 pagesWeld GaugesHaleemUrRashidBangashNo ratings yet
- Welding School DisplayDocument10 pagesWelding School DisplaySunilNo ratings yet
- Weld DefectsDocument45 pagesWeld Defectsanon_256154377No ratings yet
- Welding Inspection CourseDocument33 pagesWelding Inspection CourseBenjapon bt7No ratings yet
- Fundamentals of Welding Inspection GuideDocument53 pagesFundamentals of Welding Inspection GuideIlyes kNo ratings yet
- 9 Different Types of Welding Processes & Their AdvantagesDocument14 pages9 Different Types of Welding Processes & Their AdvantagesMohamedNo ratings yet
- Factors in Selection of Filler Metals in WeldingDocument2 pagesFactors in Selection of Filler Metals in WeldingBalakumarNo ratings yet
- Miller Welding TitaniumDocument20 pagesMiller Welding TitaniumrcpretoriusNo ratings yet
- Qualification of Welding Procedures and WeldersDocument10 pagesQualification of Welding Procedures and WelderstxjiangNo ratings yet
- Ensuring Weld Quality in Structural Applications: by Duane K. Miller, SC.D., P.EDocument16 pagesEnsuring Weld Quality in Structural Applications: by Duane K. Miller, SC.D., P.Ecentaury2013No ratings yet
- QA-QC Welding Program evaluation TestDocument2 pagesQA-QC Welding Program evaluation TestSatish KeskarNo ratings yet
- Introduction To BrazingDocument24 pagesIntroduction To BrazingSundaravaradhan Iyengar100% (1)
- Angle Grinder Safety Training: 17 Steps to Prevent InjuriesDocument4 pagesAngle Grinder Safety Training: 17 Steps to Prevent InjuriesJonathan DouglasNo ratings yet
- Welding DefectDocument33 pagesWelding DefectabdoNo ratings yet
- The Arc Welding MachineDocument4 pagesThe Arc Welding MachineMamyNo ratings yet
- Aluminum Welding ProceedureDocument14 pagesAluminum Welding ProceedureGregEverett2No ratings yet
- Soldering & Brazing: Unit-IvDocument15 pagesSoldering & Brazing: Unit-IvRamu AmaraNo ratings yet
- (EW-471) - Gas Metal Arc Welding (2012 - 1998, Hobart Institute of Welding Technology)Document9 pages(EW-471) - Gas Metal Arc Welding (2012 - 1998, Hobart Institute of Welding Technology)Juan Diego AlvarezNo ratings yet
- Aw StandartsDocument12 pagesAw StandartsKiukStaksNo ratings yet
- Ultimate Guide To Cast Iron WeldingDocument16 pagesUltimate Guide To Cast Iron WeldingMohamedNo ratings yet
- Weldability of MaterialsDocument5 pagesWeldability of MaterialsclnNo ratings yet
- Copper Welding ProcedureDocument7 pagesCopper Welding ProcedureCharles JacobNo ratings yet
- Cat 06 2 PDFDocument44 pagesCat 06 2 PDFAnonymous O0T8aZZNo ratings yet
- MEI - Aluminium MIG WeldDocument56 pagesMEI - Aluminium MIG WeldSaravana Kumar100% (1)
- Visual Weld Exam TrainingDocument64 pagesVisual Weld Exam Trainingcarlos100% (1)
- Module 4 Weld Geometry and Welding Symbols-1Document87 pagesModule 4 Weld Geometry and Welding Symbols-1Miki JaksicNo ratings yet
- Jeffersons Welding EnclclopediaDocument768 pagesJeffersons Welding EnclclopediaGanesh YadavNo ratings yet
- Stainless Steel Welding NotesDocument23 pagesStainless Steel Welding NotesshruthiNo ratings yet
- Guide For AWS D1.1 2020 Visual Weld Inspection 1Document6 pagesGuide For AWS D1.1 2020 Visual Weld Inspection 1Nima SharifiNo ratings yet
- MODULE 9 - Weld and Base Metal Discontinuities Discontinuity: Discontinuity IsDocument7 pagesMODULE 9 - Weld and Base Metal Discontinuities Discontinuity: Discontinuity IsNsidibe Michael EtimNo ratings yet
- Duplex Stainless Steel - Part 2 - TWIDocument6 pagesDuplex Stainless Steel - Part 2 - TWItuanNo ratings yet
- Welding Defects and Inspection TechniquesDocument41 pagesWelding Defects and Inspection TechniquesAhsan AliNo ratings yet
- 1 Typical Duties of Welding InspectorsDocument7 pages1 Typical Duties of Welding InspectorspandimrNo ratings yet
- GMAWDocument12 pagesGMAWsushant47No ratings yet
- WeldingDocument84 pagesWeldingJigar DodiaNo ratings yet
- SS - Filler Wire SelectionDocument26 pagesSS - Filler Wire SelectionBaraa AzebNo ratings yet
- 01 - Welding Lectures 1-6Document113 pages01 - Welding Lectures 1-6Govind GuptaNo ratings yet
- 1 - Intro To MetllurgyDocument37 pages1 - Intro To Metllurgyapi-342177144No ratings yet
- Weld DefectDocument3 pagesWeld DefectumeshNo ratings yet
- Technical Specs PDFDocument12 pagesTechnical Specs PDFcsolanki6586100% (1)
- Geometric shape welding imperfections causes and typesDocument12 pagesGeometric shape welding imperfections causes and typesbipete69No ratings yet
- CSWIP 3.1 Course Note 2016 With Question & AnswersDocument3 pagesCSWIP 3.1 Course Note 2016 With Question & AnswersSakthi Pk100% (1)
- Evaluation of Welds - Macro-Examination - Hardness PDFDocument37 pagesEvaluation of Welds - Macro-Examination - Hardness PDFdavideNo ratings yet
- Inspection of The Hot Dipped Galvanizing ProcessDocument5 pagesInspection of The Hot Dipped Galvanizing ProcessIrinaNo ratings yet
- Dye Penetrant Inspection - Wikipedia, The Free EncyclopediaDocument5 pagesDye Penetrant Inspection - Wikipedia, The Free Encyclopediaviswamanoj100% (1)
- Carefully Evaluate Code RequirementsDocument3 pagesCarefully Evaluate Code Requirementsmayav1No ratings yet
- Effects of Weldin G Parameters On Hard Zone Dissimilar Metal WeldsDocument8 pagesEffects of Weldin G Parameters On Hard Zone Dissimilar Metal WeldsRami GhorbelNo ratings yet
- A Review On Critical Aspects of 316ln Austenitic Stainless Steel WeldabilityDocument7 pagesA Review On Critical Aspects of 316ln Austenitic Stainless Steel Weldabilitykamal touilebNo ratings yet
- Microstructural Parameter Controlling Weld Metal Cold CrackingDocument4 pagesMicrostructural Parameter Controlling Weld Metal Cold CrackingSadhasivam VeluNo ratings yet
- Quantification of The Local Mechanical Behavior in Dissimilar Metal Welds Using Digital Image Correlation Instrumented Cross-Weld Tensile TestingDocument16 pagesQuantification of The Local Mechanical Behavior in Dissimilar Metal Welds Using Digital Image Correlation Instrumented Cross-Weld Tensile TestingengineeringNo ratings yet
- Essential Vs NonEssential VariablesDocument3 pagesEssential Vs NonEssential VariablesMohd AizieNo ratings yet
- Introduction To Welding - MetallurgyDocument15 pagesIntroduction To Welding - Metallurgyramkishore_87100% (1)
- 3193 6900 1 SMDocument12 pages3193 6900 1 SMmuhamad bastianNo ratings yet
- Dissimilar WeldingDocument42 pagesDissimilar WeldingMan MNo ratings yet
- Microstructural and Mechanical Properties of SMAW Welded Dual Phase Steel JointsDocument7 pagesMicrostructural and Mechanical Properties of SMAW Welded Dual Phase Steel Jointsismail ismaNo ratings yet
- Qatar Gas 3 & 4 Projects Qatar Gas 3 & 4 Onshore Project Ras Laffan, QatarDocument1 pageQatar Gas 3 & 4 Projects Qatar Gas 3 & 4 Onshore Project Ras Laffan, QatarbanglvhNo ratings yet
- Qatar Gas 3 & 4 Projects Qatar Gas 3 & 4 Onshore Project Ras Laffan, QatarDocument1 pageQatar Gas 3 & 4 Projects Qatar Gas 3 & 4 Onshore Project Ras Laffan, QatarbanglvhNo ratings yet
- Material / Services Requisition Form: AmigosDocument2 pagesMaterial / Services Requisition Form: AmigosbanglvhNo ratings yet
- Material / Services Requisition Form: AmigosDocument2 pagesMaterial / Services Requisition Form: AmigosbanglvhNo ratings yet
- Qatar Gas 3 & 4 Projects Qatar Gas 3 & 4 Onshore Project Ras Laffan, QatarDocument1 pageQatar Gas 3 & 4 Projects Qatar Gas 3 & 4 Onshore Project Ras Laffan, QatarbanglvhNo ratings yet
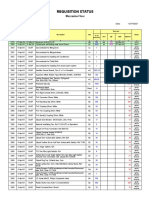
- Mezzanine Floor - Requisition StatusDocument3 pagesMezzanine Floor - Requisition StatusbanglvhNo ratings yet
- Qatar Gas 3 & 4 Projects Qatar Gas 3 & 4 Onshore Project Ras Laffan, QatarDocument1 pageQatar Gas 3 & 4 Projects Qatar Gas 3 & 4 Onshore Project Ras Laffan, QatarbanglvhNo ratings yet
- Qatar Gas 3 & 4 Projects Qatar Gas 3 & 4 Onshore Project Ras Laffan, QatarDocument1 pageQatar Gas 3 & 4 Projects Qatar Gas 3 & 4 Onshore Project Ras Laffan, QatarbanglvhNo ratings yet
- Qatar Gas 3 & 4 Projects Qatar Gas 3 & 4 Onshore Project Ras Laffan, QatarDocument1 pageQatar Gas 3 & 4 Projects Qatar Gas 3 & 4 Onshore Project Ras Laffan, QatarbanglvhNo ratings yet
- Material / Services Requisition Form: AmigosDocument2 pagesMaterial / Services Requisition Form: AmigosbanglvhNo ratings yet
- Material / Services Requisition Form: AmigosDocument2 pagesMaterial / Services Requisition Form: AmigosbanglvhNo ratings yet
- Material / Services Requisition Form: AmigosDocument2 pagesMaterial / Services Requisition Form: AmigosbanglvhNo ratings yet
- List of Amigos Workers Working For Boat ConstructionDocument1 pageList of Amigos Workers Working For Boat ConstructionbanglvhNo ratings yet
- Material StatusDocument45 pagesMaterial StatusbanglvhNo ratings yet
- Material StatusDocument45 pagesMaterial StatusbanglvhNo ratings yet
- Capex FormatDocument2 pagesCapex FormatbanglvhNo ratings yet
- Capex FormatDocument2 pagesCapex FormatbanglvhNo ratings yet
- Capex FormatDocument2 pagesCapex FormatbanglvhNo ratings yet
- Capex FormatDocument2 pagesCapex FormatbanglvhNo ratings yet
- Mezzanine Floor - Requisition StatusDocument3 pagesMezzanine Floor - Requisition StatusbanglvhNo ratings yet
- Amigos: (Phieáu Yeâu Caàu Thanh Toaùn / Taïm Öùng)Document1 pageAmigos: (Phieáu Yeâu Caàu Thanh Toaùn / Taïm Öùng)banglvhNo ratings yet
- List of Amigos Workers Working For Boat ConstructionDocument1 pageList of Amigos Workers Working For Boat ConstructionbanglvhNo ratings yet
- Workpack LabelDocument14 pagesWorkpack LabelbanglvhNo ratings yet
- From: Stores To: Procurements No. MRF No. Date Time Signature RemarksDocument2 pagesFrom: Stores To: Procurements No. MRF No. Date Time Signature RemarksbanglvhNo ratings yet
- Material / Services Requisition FormDocument2 pagesMaterial / Services Requisition FormbanglvhNo ratings yet
- QMS - MRF Status - April 2004Document1 pageQMS - MRF Status - April 2004banglvhNo ratings yet
- MRF Status 4 and 5Document30 pagesMRF Status 4 and 5banglvhNo ratings yet
- MRF StatusDocument4 pagesMRF StatusbanglvhNo ratings yet
- QMS - MRF Status - July 2004Document40 pagesQMS - MRF Status - July 2004banglvhNo ratings yet
- QMS - MRF Status - June 2004Document1 pageQMS - MRF Status - June 2004banglvhNo ratings yet