You might also like
- TopsoeDocument5 pagesTopsoelaiping_lumNo ratings yet
- Urea Toyo ACES21 - BrochureDocument8 pagesUrea Toyo ACES21 - BrochureSanti SevenfoldNo ratings yet
- 5B2. Nox Reduction Technology: Environmental Protection Technologies (Flue Gas Treatment and Gas Cleaning Technologies)Document2 pages5B2. Nox Reduction Technology: Environmental Protection Technologies (Flue Gas Treatment and Gas Cleaning Technologies)Hussein AlyahriNo ratings yet
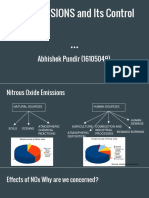
- Nox Emissions and Its Control: Abhishek Pundir (16105049)Document27 pagesNox Emissions and Its Control: Abhishek Pundir (16105049)SavitarNo ratings yet
- CH 3Document76 pagesCH 3balayogeshNo ratings yet
- Catalytic Oxidation of Ammonia To NitrogenDocument139 pagesCatalytic Oxidation of Ammonia To Nitrogenagnotts09No ratings yet
- 2016, Development, Application and Direction of Development of Urea-SCRDocument12 pages2016, Development, Application and Direction of Development of Urea-SCRMi doremiNo ratings yet
- SCRDocument5 pagesSCRpramod_tryNo ratings yet
- Lec2 Nitric AcidDocument8 pagesLec2 Nitric AcidChaitanya PottiNo ratings yet
- Investigation of Different Equipment Setups For Ammonia Wash and DesulfurizationDocument14 pagesInvestigation of Different Equipment Setups For Ammonia Wash and DesulfurizationyasirNo ratings yet
- CHAP9Document11 pagesCHAP9KARTHIKEYANNo ratings yet
- Selective Catalytic ReductionDocument15 pagesSelective Catalytic ReductionJuan Esteban EnriquezNo ratings yet
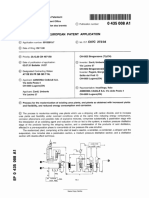
- EP0435008A1 UreaDocument8 pagesEP0435008A1 UreaRuchita PoilkarNo ratings yet
- Exhaust Gas RecirculationDocument7 pagesExhaust Gas RecirculationPrabir Kumar PatiNo ratings yet
- NOx ControlDocument4 pagesNOx Controlmathur97No ratings yet
- Impact of A Low Methanol Low Temperature Shift Catalyst at Petrokemija - AmmoniaKnowHowDocument26 pagesImpact of A Low Methanol Low Temperature Shift Catalyst at Petrokemija - AmmoniaKnowHowTitu YadavNo ratings yet
- Capstone 1Document3 pagesCapstone 1Michael Taylor WarrenNo ratings yet
- Gas Turbine Nox Emissions Approaching Zero - Is It Worth The Price?Document12 pagesGas Turbine Nox Emissions Approaching Zero - Is It Worth The Price?hermans57No ratings yet
- Mech Vac Pump SelectionDocument9 pagesMech Vac Pump SelectionAli AhmadNo ratings yet
- Nitric Acid PlantsDocument6 pagesNitric Acid Plantsabekat13No ratings yet
- Use of Simulation To Optimize NO Abatement by Absorption and Selective Catalytic ReductionDocument10 pagesUse of Simulation To Optimize NO Abatement by Absorption and Selective Catalytic ReductionStefany CorreaNo ratings yet
- Design Guidelines For Urea Hydrolysers For Ammonia Demand of The SCR DENOX Project in Coal-Fired Power Plants PDFDocument6 pagesDesign Guidelines For Urea Hydrolysers For Ammonia Demand of The SCR DENOX Project in Coal-Fired Power Plants PDFkangsungjinNo ratings yet
- Thiel ModulusDocument30 pagesThiel ModulusSaba GheniNo ratings yet
- Aqueous Ammonia Stripping TechnologyDocument10 pagesAqueous Ammonia Stripping TechnologyMustaqim RazakNo ratings yet
- COMPLEX PROBEM IcDocument2 pagesCOMPLEX PROBEM Ichafizarslanmushtaq0No ratings yet
- 10 Technologies/Methods For Controlling Nox & Sox Emissions From ShipsDocument2 pages10 Technologies/Methods For Controlling Nox & Sox Emissions From ShipsRaji MNNo ratings yet
- 2011.12 PG International - Las Vegas - Advanced SNCR TechnologyDocument36 pages2011.12 PG International - Las Vegas - Advanced SNCR TechnologylightsonsNo ratings yet
- Role of CFD in SCR NOX Reduction PerformanceDocument8 pagesRole of CFD in SCR NOX Reduction PerformanceMadusuthanan SababathyNo ratings yet
- Co2 StripperDocument5 pagesCo2 StripperOkta Ochan Chandra100% (1)
- A Technical and Economic Assessment of Ammonia-Based Post-Combustion CO2 Capture at Coal-Fired Power PlantsDocument10 pagesA Technical and Economic Assessment of Ammonia-Based Post-Combustion CO2 Capture at Coal-Fired Power PlantsBánh Cuốn Tôm ThịtNo ratings yet
- Processing High Ammonia in Srus - 2Document15 pagesProcessing High Ammonia in Srus - 2Veky Pamintu100% (1)
- Manufacture of UreaDocument36 pagesManufacture of UreaNandadulal GhoshNo ratings yet
- Role of Chemistry in Power Plant: Presented By: Dilip Kumar O&M Chemistry, NTPC LTDDocument42 pagesRole of Chemistry in Power Plant: Presented By: Dilip Kumar O&M Chemistry, NTPC LTDOsu AmpawanonNo ratings yet
- Urea Flow DiagramDocument8 pagesUrea Flow DiagramAyatNo ratings yet
- Reactor Kinetics of Urea FormationDocument21 pagesReactor Kinetics of Urea Formationtitas5123100% (1)
- Role of Chemistry in Power PlantDocument42 pagesRole of Chemistry in Power Plantsevero97100% (1)
- Odour Control in WWTPDocument10 pagesOdour Control in WWTPMadhavan DurairajNo ratings yet
- NOx Control in Power Plants R1Document10 pagesNOx Control in Power Plants R1Vishal JaishankarNo ratings yet
- SuperClaus Dynawave Sulphur MagazineDocument4 pagesSuperClaus Dynawave Sulphur Magazinemc_tempNo ratings yet
- The Chemistry in Power PlantsDocument8 pagesThe Chemistry in Power PlantsMaswady Bin MaskinNo ratings yet
- Wartsila Ship EngineDocument5 pagesWartsila Ship EngineDorin SavaNo ratings yet
- Iesel Exhaust GAS AftertreatmentDocument16 pagesIesel Exhaust GAS AftertreatmentHarsh ShuklaNo ratings yet
- Application of SNCR and SCR in Cement PlantsDocument8 pagesApplication of SNCR and SCR in Cement PlantsmuhammedNo ratings yet
- Catalytic Activated Ceramic Dust Filter For Removal of Dust NOx Dioxin and VOCs 2006Document5 pagesCatalytic Activated Ceramic Dust Filter For Removal of Dust NOx Dioxin and VOCs 2006Joseph RileyNo ratings yet
- Description of The Nitric Acid Production ProcessDocument3 pagesDescription of The Nitric Acid Production Processاسماعیل ادریس عبدالعزیزNo ratings yet
- VOC, NOx, SOxDocument47 pagesVOC, NOx, SOxDIANA CALLISTA ARTANTINo ratings yet
- NOx Reduction MethodsDocument7 pagesNOx Reduction Methodsmithunsingh90No ratings yet
- 056 - 057 - NO To NO2 ConvetertDocument2 pages056 - 057 - NO To NO2 ConvetertrakeshkjNo ratings yet
- NOx Reduction MethodsDocument11 pagesNOx Reduction MethodsJithin VijayanNo ratings yet
- 1988 Ifa Edmonton Chinal-1Document19 pages1988 Ifa Edmonton Chinal-1MarcoDulongJaraNo ratings yet
- NOx SOxDocument9 pagesNOx SOxYohannes DennisNo ratings yet
- Nitrogen Production SystemsDocument9 pagesNitrogen Production Systemscmar64No ratings yet
- Super Critical Boiler ChemistryDocument18 pagesSuper Critical Boiler ChemistryMuhammad AwaisNo ratings yet
- Chemical Reaction Engineering: INTRODUCTION TO COMPANY (Pak American Fertilizers LTD.)Document24 pagesChemical Reaction Engineering: INTRODUCTION TO COMPANY (Pak American Fertilizers LTD.)Badar RasheedNo ratings yet
- Power Plants Steam QualityDocument8 pagesPower Plants Steam Qualitybub1ll4100% (1)
- The Institute of Energy's Second International Conference on COMBUSTION & EMISSIONS CONTROL: Proceedings of The Institute of Energy Conference Held in London, UK, on 4-5 December 1995From EverandThe Institute of Energy's Second International Conference on COMBUSTION & EMISSIONS CONTROL: Proceedings of The Institute of Energy Conference Held in London, UK, on 4-5 December 1995Rating: 5 out of 5 stars5/5 (1)
- New Technologies for Emission Control in Marine Diesel EnginesFrom EverandNew Technologies for Emission Control in Marine Diesel EnginesNo ratings yet
- Clean Ironmaking and Steelmaking Processes: Efficient Technologies for Greenhouse Emissions AbatementFrom EverandClean Ironmaking and Steelmaking Processes: Efficient Technologies for Greenhouse Emissions AbatementNo ratings yet
- Cutting-Edge Technology for Carbon Capture, Utilization, and StorageFrom EverandCutting-Edge Technology for Carbon Capture, Utilization, and StorageKarine Ballerat-BusserollesNo ratings yet
- Carbon Capture Technologies for Gas-Turbine-Based Power PlantsFrom EverandCarbon Capture Technologies for Gas-Turbine-Based Power PlantsNo ratings yet
- New Insights Into Methanol Synthesis Catalysts From X-Ray Absorption SpectrosDocument9 pagesNew Insights Into Methanol Synthesis Catalysts From X-Ray Absorption Spectrostunganh1110No ratings yet
- Catalytic Reduction of NOx by CO Over A Ni-Ga Based Oxide CatalystDocument20 pagesCatalytic Reduction of NOx by CO Over A Ni-Ga Based Oxide Catalysttunganh1110No ratings yet
- Structure, Morphology, and Optical Properties of Amorphous and Nanocrystalline Gallium Oxide Thin FilmsDocument7 pagesStructure, Morphology, and Optical Properties of Amorphous and Nanocrystalline Gallium Oxide Thin Filmstunganh1110No ratings yet
- Probing The Deactivation of NiGa Nanoparticles As Catalyst For Methanol Synthesis With Environmental TEMDocument2 pagesProbing The Deactivation of NiGa Nanoparticles As Catalyst For Methanol Synthesis With Environmental TEMtunganh1110No ratings yet
- 6th Central Pay Commission Salary CalculatorDocument15 pages6th Central Pay Commission Salary Calculatorrakhonde100% (436)
- Nickel-Gallium-Catalyzed Electrochemical Reduction of CO2 To Highly Reduced Products at Low OverpotentialsDocument17 pagesNickel-Gallium-Catalyzed Electrochemical Reduction of CO2 To Highly Reduced Products at Low Overpotentialstunganh1110No ratings yet
- B 98... Investigations Into Low Pressure Methanol SynthesisDocument98 pagesB 98... Investigations Into Low Pressure Methanol Synthesistunganh1110No ratings yet
- 3 - Intermetallic Compounds of Ni and Ga As Catalysts For The Synthesis of MethanolDocument12 pages3 - Intermetallic Compounds of Ni and Ga As Catalysts For The Synthesis of Methanoltunganh1110No ratings yet
- 2 - in Situ ETEM Synthesis of NiGa Alloy Nanoparticles From Nitrate Salt SolutionDocument5 pages2 - in Situ ETEM Synthesis of NiGa Alloy Nanoparticles From Nitrate Salt Solutiontunganh1110No ratings yet
- 1 - Discovery of A Ni-Ga Catalyst For Carbon DioxideDocument5 pages1 - Discovery of A Ni-Ga Catalyst For Carbon Dioxidetunganh1110No ratings yet
- Mechanistic Studies of Methanol Synthesis Over Cu From CO-CO2-H2-H2O Mixtures - The Source of C in Methanol and The Role of Water PDFDocument8 pagesMechanistic Studies of Methanol Synthesis Over Cu From CO-CO2-H2-H2O Mixtures - The Source of C in Methanol and The Role of Water PDFtunganh1110No ratings yet
- MTBE Unit Expansion-ConversionDocument13 pagesMTBE Unit Expansion-Conversiontunganh1110100% (1)
- In-Situ Infrared Study of Methanol Synthesis From H2-CO2 Over Cu-SiO2 and Cu-ZrO2-SiO2 PDFDocument21 pagesIn-Situ Infrared Study of Methanol Synthesis From H2-CO2 Over Cu-SiO2 and Cu-ZrO2-SiO2 PDFtunganh1110No ratings yet
- In-Situ Infrared Study of Methanol Synthesis From H2-CO2 Over Cu-SiO2 and Cu-ZrO2-SiO2 PDFDocument21 pagesIn-Situ Infrared Study of Methanol Synthesis From H2-CO2 Over Cu-SiO2 and Cu-ZrO2-SiO2 PDFtunganh1110No ratings yet
- Hidrotalcite 2Document1 pageHidrotalcite 2Amir SetiadiNo ratings yet
- Structured Catalysts Based On Mg-Al Hydrotalcite For The Synthesis ofDocument9 pagesStructured Catalysts Based On Mg-Al Hydrotalcite For The Synthesis oftunganh1110No ratings yet
- A Novel Route For The Preparation of Hydrotalcite and SynthesisDocument9 pagesA Novel Route For The Preparation of Hydrotalcite and Synthesistunganh1110No ratings yet
- Waste Animal Fats As Fee Dstocks For Biodiesel ProductionDocument18 pagesWaste Animal Fats As Fee Dstocks For Biodiesel Productiontunganh1110No ratings yet
- 17587Document16 pages17587tunganh1110No ratings yet
- Hydrotalcite Potentially Useful Raw Material For Refractories 2 RsalomaoDocument5 pagesHydrotalcite Potentially Useful Raw Material For Refractories 2 Rsalomaotunganh1110No ratings yet
- Ktra Ly Chuong 1 Lop 12Document16 pagesKtra Ly Chuong 1 Lop 12tunganh1110No ratings yet
- TSPenex ProcessDocument2 pagesTSPenex Processstavros7100% (1)
- Co II Co III Hydrotalcite Like CompoundsDocument7 pagesCo II Co III Hydrotalcite Like Compoundstunganh1110No ratings yet
- Aviation Tech ReviewDocument94 pagesAviation Tech Reviewscorpion2001glaNo ratings yet
- phan 1a. dau tho và CB dầuDocument42 pagesphan 1a. dau tho và CB dầutunganh1110No ratings yet
- PHẦN 1Document44 pagesPHẦN 1tunganh1110No ratings yet
- 263 CD0077Document5 pages263 CD0077tunganh1110No ratings yet
- Cong Nghe ButamerDocument21 pagesCong Nghe Butamertunganh1110No ratings yet
- Selective Catalytic Reduction (SCR)Document1 pageSelective Catalytic Reduction (SCR)Mohamed F MorsyNo ratings yet