0% found this document useful (0 votes)
588 views8 pagesUrea Flow Diagram
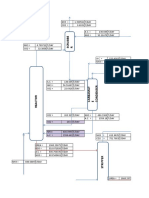
1. The document describes the process for producing urea from ammonia and carbon dioxide. Urea is produced through two main reactions: the formation of ammonium carbamate and the dehydration of ammonium carbamate to produce molten urea.
2. The process involves pumping liquid ammonia and compressing carbon dioxide, which are then reacted under pressure and heat in a urea synthesis tower to form molten urea. The urea solution is further processed to remove excess ammonia and produce prilled urea granules.
3. Biuret, a byproduct that is harmful to plants, can form if urea is overheated. The process aims to control conditions
Uploaded by
AyatCopyright
© © All Rights Reserved
We take content rights seriously. If you suspect this is your content, claim it here.
Available Formats
Download as DOCX, PDF, TXT or read online on Scribd
0% found this document useful (0 votes)
588 views8 pagesUrea Flow Diagram
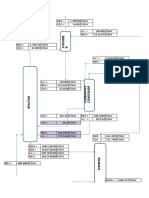
1. The document describes the process for producing urea from ammonia and carbon dioxide. Urea is produced through two main reactions: the formation of ammonium carbamate and the dehydration of ammonium carbamate to produce molten urea.
2. The process involves pumping liquid ammonia and compressing carbon dioxide, which are then reacted under pressure and heat in a urea synthesis tower to form molten urea. The urea solution is further processed to remove excess ammonia and produce prilled urea granules.
3. Biuret, a byproduct that is harmful to plants, can form if urea is overheated. The process aims to control conditions
Uploaded by
AyatCopyright
© © All Rights Reserved
We take content rights seriously. If you suspect this is your content, claim it here.
Available Formats
Download as DOCX, PDF, TXT or read online on Scribd
/ 8