You might also like
- Handbook of Thermal Conductivity, Volume 2: Organic Compounds C5 to C7From EverandHandbook of Thermal Conductivity, Volume 2: Organic Compounds C5 to C7No ratings yet
- IUPAC Name: AzaneDocument7 pagesIUPAC Name: Azaneمحمد خليلNo ratings yet
- Design of Gas Absorber For The Exhaust Gases of Ammonia PlantDocument11 pagesDesign of Gas Absorber For The Exhaust Gases of Ammonia PlantVan LimNo ratings yet
- Ammonia ReactorDocument11 pagesAmmonia ReactorRh GladysNo ratings yet
- Cumene Design 2520of 2520equipmentsDocument72 pagesCumene Design 2520of 2520equipmentsG Vamsee KrishnaNo ratings yet
- Aspen Plus® Process Simulation of Calcium Looping With Different Indirect Calciner Heat Transfer Concepts - ScienceDirectDocument10 pagesAspen Plus® Process Simulation of Calcium Looping With Different Indirect Calciner Heat Transfer Concepts - ScienceDirectZhofran BintangNo ratings yet
- Methane Steam ReformingDocument8 pagesMethane Steam ReformingPanda BoyNo ratings yet
- Coal Gasifier ProcessesDocument28 pagesCoal Gasifier ProcessesH Janardan PrabhuNo ratings yet
- NH3 Process DescriptionDocument8 pagesNH3 Process DescriptionMusa KaleemNo ratings yet
- Matrial Balance ReportDocument14 pagesMatrial Balance ReportShah Ali NaqviNo ratings yet
- Reactor Sizing and Design1Document18 pagesReactor Sizing and Design1Khalid TurkiNo ratings yet
- Chambal Fertilizers 2015 Chemical Plant Functioning Adder LedgerDocument38 pagesChambal Fertilizers 2015 Chemical Plant Functioning Adder LedgerPallavNo ratings yet
- Convective Heat Transfer Coefficients Table Chart - Engineers Edge - WWW - EngineersedgeDocument5 pagesConvective Heat Transfer Coefficients Table Chart - Engineers Edge - WWW - EngineersedgeMohamed Ma'mounNo ratings yet
- Chl407 Study MaterialDocument104 pagesChl407 Study MaterialNana kwadwoNo ratings yet
- Natural Gas As Feedstock For Fertilizer: A Thesis Submitted in Partial Fulfillment of The Requirements For The Degree ofDocument65 pagesNatural Gas As Feedstock For Fertilizer: A Thesis Submitted in Partial Fulfillment of The Requirements For The Degree oframachandran_chemNo ratings yet
- The Boudouard Reaction: C + CO2 2 CO: Thermodynamic Calculations Kj/mole T (C) T (K) LN (KR) KR KR KR Xco2 Xco GRDocument6 pagesThe Boudouard Reaction: C + CO2 2 CO: Thermodynamic Calculations Kj/mole T (C) T (K) LN (KR) KR KR KR Xco2 Xco GRmksayshiNo ratings yet
- Project Review On Production of AcroleinDocument19 pagesProject Review On Production of Acroleinasrahaman9No ratings yet
- Material and Energy BalanceDocument28 pagesMaterial and Energy Balancemuhammad arslan100% (1)
- Methanation of CO2 Storage of Renewable Energy in A Gas Distribution SystemDocument6 pagesMethanation of CO2 Storage of Renewable Energy in A Gas Distribution SystemzirimiaNo ratings yet
- Material and Energy BalanceDocument9 pagesMaterial and Energy BalanceSana100% (1)
- Absorption of CO2 in Aqueous DiglycolamineDocument10 pagesAbsorption of CO2 in Aqueous DiglycolamineLê Vinh HảoNo ratings yet
- REACTOR DESIGN - Docx Fyp MyDocument5 pagesREACTOR DESIGN - Docx Fyp Myabdul rehmanNo ratings yet
- DesignDocument100 pagesDesignRupack HalderNo ratings yet
- Ammonium 2520sulphate Material 2520balance.Document9 pagesAmmonium 2520sulphate Material 2520balance.AgadmatorNo ratings yet
- Energy Balance On ReactorDocument6 pagesEnergy Balance On ReactorShahid IsmailNo ratings yet
- TEP03 Part4 AbsorptionDocument28 pagesTEP03 Part4 AbsorptionEK63No ratings yet
- Water Gas Shift ReactorDocument2 pagesWater Gas Shift ReactorRestiAyuNo ratings yet
- Assignment 2 FinalDocument12 pagesAssignment 2 FinalRobin Kwan100% (1)
- Aces Process Material Balance: RE AC TO RDocument4 pagesAces Process Material Balance: RE AC TO Rwaheed ahmadNo ratings yet
- Energy BalanceDocument10 pagesEnergy Balanceazzatul amiraNo ratings yet
- Xu and FromentDocument9 pagesXu and FromentJhimmy Terceros100% (1)
- Basic Design of A Heat ExchangerDocument10 pagesBasic Design of A Heat ExchangerKvspavan KumarNo ratings yet
- AcetoneDocument14 pagesAcetoneAddison JuttieNo ratings yet
- Design and Assessment of A Membrane and Absorption Based Carbon Dioxide Removal Process For Oxidative Coupling of MethaneDocument11 pagesDesign and Assessment of A Membrane and Absorption Based Carbon Dioxide Removal Process For Oxidative Coupling of MethanechristiancandidoNo ratings yet
- Sulphuric AcidDocument21 pagesSulphuric AcidFabian SealeyNo ratings yet
- Ammonia ProductionDocument28 pagesAmmonia ProductionMuhammad Ali HashmiNo ratings yet
- Manufacture of UreaDocument36 pagesManufacture of UreaNandadulal GhoshNo ratings yet
- 2.3 Medical Waste Incineration: (Reformatted 1/95)Document30 pages2.3 Medical Waste Incineration: (Reformatted 1/95)drop shipNo ratings yet
- WINSEM2021-22 CHE2006 TH VL2021220501413 Reference Material I 11-03-2022 Module-5 CombustionDocument63 pagesWINSEM2021-22 CHE2006 TH VL2021220501413 Reference Material I 11-03-2022 Module-5 Combustionswastik vijayNo ratings yet
- Simulation of Ammonia Production From Synthesis GaDocument12 pagesSimulation of Ammonia Production From Synthesis Gasagar dasguptaNo ratings yet
- Physical Properties of Cumene Property ValueDocument4 pagesPhysical Properties of Cumene Property ValueC.Çağrı Yekeler50% (2)
- Dme BDocument8 pagesDme Bdewi xiaNo ratings yet
- 8.10 Sulfuric Acid 8.10.1 General1-2 Sulfuric Acid (H2SO4) Is ADocument9 pages8.10 Sulfuric Acid 8.10.1 General1-2 Sulfuric Acid (H2SO4) Is AgetaddNo ratings yet
- The Theory and Practice of Steam Reforming: By: Gerard B. Hawkins Managing Director, CEODocument0 pagesThe Theory and Practice of Steam Reforming: By: Gerard B. Hawkins Managing Director, CEOBalaji RamanNo ratings yet
- Benitez Cap9Document44 pagesBenitez Cap9Srinivasa Rao VenkumahanthiNo ratings yet
- Slip Calcluation in Ammonia PlantDocument8 pagesSlip Calcluation in Ammonia PlantRajat Chauhan0% (1)
- Ammonia Design 2520of 2520equipmentsDocument32 pagesAmmonia Design 2520of 2520equipmentsapi-3714811100% (1)
- Materials and Energy Balance - Course 4 Charge Calculations Continued PDFDocument29 pagesMaterials and Energy Balance - Course 4 Charge Calculations Continued PDFAleksandar Cvetkovic100% (1)
- Mass Transfer MaterialDocument133 pagesMass Transfer MaterialYumnaNo ratings yet
- Ammonia and Urea Production PDFDocument10 pagesAmmonia and Urea Production PDFئارام ناصح محمد حسێنNo ratings yet
- Literature Review On Carbon Dioxide Capture by AbsorptionDocument21 pagesLiterature Review On Carbon Dioxide Capture by AbsorptionTU_MTECH_ENV11No ratings yet
- S by C and S by G Calculation Energy Calculation in Gcals Feed To Reformer / DayDocument2 pagesS by C and S by G Calculation Energy Calculation in Gcals Feed To Reformer / DaynavNo ratings yet
- Internship ReportDocument39 pagesInternship ReportNaumanTahir100% (1)
- Excel - Distillation Column Design Lab ReportDocument37 pagesExcel - Distillation Column Design Lab ReportGracylla Rose0% (1)
- Project 6 AmmoniaDocument10 pagesProject 6 AmmoniaAhmed AliNo ratings yet
- Ammonia Synthesis ConverterDocument26 pagesAmmonia Synthesis ConverterKvspavan Kumar100% (1)
- Chapter 3Document48 pagesChapter 3Jeevanandam ShanmugasundaramNo ratings yet
- Reactor DesignDocument9 pagesReactor DesignKin Wai CheahNo ratings yet
- Ammonia Converter DesignnnDocument4 pagesAmmonia Converter DesignnnHumaira NoorNo ratings yet
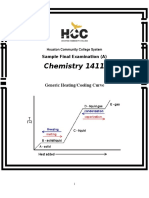
- Chemistry 1411: Generic Heating/Cooling CurveDocument19 pagesChemistry 1411: Generic Heating/Cooling CurveKinal PatelNo ratings yet
- P05 020A Determination of Potassium in Inorganic FertilizersDocument2 pagesP05 020A Determination of Potassium in Inorganic FertilizersvhtitinNo ratings yet
- CHM 105 INORGANIC CHEMISTRY I (Autosaved)Document59 pagesCHM 105 INORGANIC CHEMISTRY I (Autosaved)Daniel DominicNo ratings yet
- International Journal of Biological MacromoleculesDocument9 pagesInternational Journal of Biological MacromoleculesFaizhal Dimas LeksonoNo ratings yet
- Cebex 031Document4 pagesCebex 031Moatz HamedNo ratings yet
- Biological Importance of WaterDocument2 pagesBiological Importance of WaterHuyen Bui100% (1)
- WP - Wholesale - BM ItemsDocument2 pagesWP - Wholesale - BM ItemsRenato OrosaNo ratings yet
- Analysis of Alternatives: Legal Name of Applicant(s)Document28 pagesAnalysis of Alternatives: Legal Name of Applicant(s)Lorenzo TubianaNo ratings yet
- Instruction Manual For Zematra Mini-Lab: Order Code 1001075Document16 pagesInstruction Manual For Zematra Mini-Lab: Order Code 1001075Dka BayuNo ratings yet
- Process Mineralogy and Application in Mineral Processing and Extractive Metallurgy (Joe Zhou) PDFDocument13 pagesProcess Mineralogy and Application in Mineral Processing and Extractive Metallurgy (Joe Zhou) PDFAldo PabloNo ratings yet
- Organic ChemistryDocument864 pagesOrganic Chemistryforumchemitry100% (1)
- Fl4274en MKDocument2 pagesFl4274en MKbichojausenNo ratings yet
- 03 - 07 The Carbon - Nitrogen RatioDocument9 pages03 - 07 The Carbon - Nitrogen RatioBunPământNo ratings yet
- Lecture 3: Operation Involving Particulate MatterDocument25 pagesLecture 3: Operation Involving Particulate MatterTaytoNo ratings yet
- MSDS Ferrolite MC1Document5 pagesMSDS Ferrolite MC1Kestian PasilaNo ratings yet
- SikaGrout 215M.MSDSDocument5 pagesSikaGrout 215M.MSDSMuhammad Akbar AriantoNo ratings yet
- Evaporative Cooling System Mist & Fog MSDocument2 pagesEvaporative Cooling System Mist & Fog MSMassi MateenNo ratings yet
- Daftar PustakaDocument4 pagesDaftar PustakaEva SuroyaNo ratings yet
- Mew R 7 2010 PDFDocument19 pagesMew R 7 2010 PDFraghuvarmaNo ratings yet
- Rohm and HaasDocument5 pagesRohm and HaasTalha Mehmud100% (1)
- NEC and ATEXDocument8 pagesNEC and ATEXRobin ZwartNo ratings yet
- Nucleon Number ReferenceDocument6 pagesNucleon Number ReferenceNazihah NordinNo ratings yet
- NORMA Americas: Distribution Services Product CatalogDocument53 pagesNORMA Americas: Distribution Services Product CatalogMICHAEL MONGUINo ratings yet
- Understanding STP StagesDocument25 pagesUnderstanding STP StagesArnel AlvarezNo ratings yet
- F-Block ElementsDocument8 pagesF-Block ElementsSai Sasivardhan GampaNo ratings yet
- DPPR 270519 Utility+etpDocument1 pageDPPR 270519 Utility+etpRavi ShankarNo ratings yet
- Boysen Price ListDocument2 pagesBoysen Price ListJelaiNo ratings yet
- MOC and PSSER Refresher TrainingDocument37 pagesMOC and PSSER Refresher TrainingGustavo GustavoNo ratings yet
- Concrete Equivalent Performance Concept For Durability - An Operational Guide For The Comparative ApproachDocument9 pagesConcrete Equivalent Performance Concept For Durability - An Operational Guide For The Comparative ApproachSoroush RahimiNo ratings yet
- SH 5107 Ventilation in Confined Spaces 2022 (Trainees)Document180 pagesSH 5107 Ventilation in Confined Spaces 2022 (Trainees)Shuyuan LuNo ratings yet