You might also like
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (590)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (842)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5807)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (401)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (897)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1091)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (345)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Arc Welding Safety - Question AnswersDocument18 pagesArc Welding Safety - Question AnswersahmedNo ratings yet
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- TNV Service ManualDocument370 pagesTNV Service ManualFia IndrianiNo ratings yet
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Automotive Paint Booth EquipmentDocument3 pagesAutomotive Paint Booth EquipmentPaulos TadesseNo ratings yet
- ASTM MNL10-2ND - A Guide To The Safe Handling of Hazardous Materials Accidents, 2nd Edition, 1990 (Revision of ASTM STP 825)Document66 pagesASTM MNL10-2ND - A Guide To The Safe Handling of Hazardous Materials Accidents, 2nd Edition, 1990 (Revision of ASTM STP 825)NinyasumergidoNo ratings yet
- Al-Dur Ii Iwpp: Risk Assessment Painting WorkDocument4 pagesAl-Dur Ii Iwpp: Risk Assessment Painting WorkSushil GuptaNo ratings yet
- Chemisorption PosterDocument1 pageChemisorption PostershcnmartinNo ratings yet
- HUAWEI MateBook X Pro User GuideDocument30 pagesHUAWEI MateBook X Pro User GuideshcnmartinNo ratings yet
- Ulllted States Patent (19) (11) Patent Number: 6,013,597: Karim Et Al. (45) Date of Patent: Jan. 11, 2000Document10 pagesUlllted States Patent (19) (11) Patent Number: 6,013,597: Karim Et Al. (45) Date of Patent: Jan. 11, 2000shcnmartinNo ratings yet
- Digest of Ohio Vehicle Motor LawsDocument84 pagesDigest of Ohio Vehicle Motor LawsshcnmartinNo ratings yet
- IFE Level 4 Certificate in Fire Engineering Science: Qualification SpecificationDocument17 pagesIFE Level 4 Certificate in Fire Engineering Science: Qualification SpecificationamarNo ratings yet
- 131-msds 2014Document11 pages131-msds 2014ivan_kenzo1290No ratings yet
- Au-Rentokil-Rapid PVC Cement Sds-En-sds 01 GhsDocument8 pagesAu-Rentokil-Rapid PVC Cement Sds-En-sds 01 GhsAJNo ratings yet
- CD SO4Document7 pagesCD SO4Anisa SeptrianaNo ratings yet
- Ex StandardsDocument1 pageEx StandardsBinu SulochananNo ratings yet
- Basic Construction Small Building Fire Safety PlanDocument7 pagesBasic Construction Small Building Fire Safety Planshwe yaminooNo ratings yet
- Raudha Technologies Limited: Safety & IT SolutionsDocument22 pagesRaudha Technologies Limited: Safety & IT Solutionshafeez m falkeNo ratings yet
- Stihl KM 55 R: Instruction Manual Manual de InstruccionesDocument68 pagesStihl KM 55 R: Instruction Manual Manual de InstruccionesEric SimardNo ratings yet
- Guide NFPADocument2 pagesGuide NFPAGUILLERMO VAZQUEZNo ratings yet
- Material Safety Data Sheet For FRF: Component Cas No. Content, % WTDocument16 pagesMaterial Safety Data Sheet For FRF: Component Cas No. Content, % WTDamanpreet SinghNo ratings yet
- AntiSkin BDocument3 pagesAntiSkin BLê TiếnNo ratings yet
- Glacial Acetic Acid, 80%: Material Safety Data SheetDocument16 pagesGlacial Acetic Acid, 80%: Material Safety Data SheetLuis Carbajal CusiNo ratings yet
- Bulletin New Refrigerant R1234yfDocument10 pagesBulletin New Refrigerant R1234yfYudha SetiawanNo ratings yet
- HS 011 Hazardous Chemical Substances ControlDocument21 pagesHS 011 Hazardous Chemical Substances ControlgrantNo ratings yet
- Msds Chromic PDFDocument6 pagesMsds Chromic PDFRamani Elampooranan K ENo ratings yet
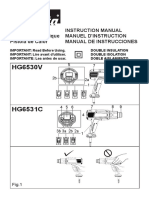
- Heat Gun Instruction Manual Décapeur Thermique MANUEL D'INSTRUCTION Pistola de Calor Manual de InstruccionesDocument17 pagesHeat Gun Instruction Manual Décapeur Thermique MANUEL D'INSTRUCTION Pistola de Calor Manual de InstruccionesLUIS GUILLERMO MARTINEZ ROJASNo ratings yet
- Manual Scooter IRideDocument112 pagesManual Scooter IRideClínica LuaNo ratings yet
- Nitomortar HBDocument4 pagesNitomortar HBtalatzahoorNo ratings yet
- MSDS-L AsperginaseDocument6 pagesMSDS-L AsperginaseTabncap InquiryNo ratings yet
- AVOIL SE-LT - AshlandDocument11 pagesAVOIL SE-LT - Ashlandnasro.yan12No ratings yet
- Astm D95-05Document6 pagesAstm D95-05Júlio César PestanaNo ratings yet
- MSDS CA 15000MT (SDS EN 20160322) EnglishDocument6 pagesMSDS CA 15000MT (SDS EN 20160322) EnglishJust RysdanNo ratings yet
- Design To Prevent Fire and Explosion PDFDocument29 pagesDesign To Prevent Fire and Explosion PDFGangapuram SrikanthNo ratings yet
- CatSEBU7502 05 EnglishDocument122 pagesCatSEBU7502 05 Englisheko sunaryo100% (1)