You might also like
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (590)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (540)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (401)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5813)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (844)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (822)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (897)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (348)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1092)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Bulk Best PracticeDocument48 pagesBulk Best PracticeP Venkata Suresh100% (4)
- Dairy ProductsDocument122 pagesDairy Productsamandeep0001100% (1)
- Guide To Milking Machine Cleaning and SanitationDocument7 pagesGuide To Milking Machine Cleaning and SanitationenjoygurujiNo ratings yet
- Lecture 4 B GHP MilkDocument22 pagesLecture 4 B GHP MilkGuleRia ShiVani100% (2)
- Ready To PrintDocument61 pagesReady To PrintAnsari Ubaid100% (1)
- Milk Powder Production Mini ProjectDocument46 pagesMilk Powder Production Mini ProjectUdesh Uditha HerathNo ratings yet
- Good Practices in Truck Shop of Mine Maintenance Spence2Document58 pagesGood Practices in Truck Shop of Mine Maintenance Spence2AlejandroZappaNo ratings yet
- RAPasturized Liquid EggsDocument109 pagesRAPasturized Liquid EggsAbdullah KamelNo ratings yet
- Microbiological Safety of Mayonnaise, Salad Dressings, and Sauces Produced in The United States: A ReviewDocument10 pagesMicrobiological Safety of Mayonnaise, Salad Dressings, and Sauces Produced in The United States: A ReviewAbdullah KamelNo ratings yet
- FDA 2008 D 0096 0032 - ContentDocument10 pagesFDA 2008 D 0096 0032 - ContentAbdullah KamelNo ratings yet
- Gso1843 2010 Food Grade SaltDocument14 pagesGso1843 2010 Food Grade SaltAbdullah KamelNo ratings yet
- FSSC 22000 v4 To v4.1 Comparison Final Sep 2017Document7 pagesFSSC 22000 v4 To v4.1 Comparison Final Sep 2017Abdullah KamelNo ratings yet
- Conc Soda TankDocument1 pageConc Soda TankAbdullah KamelNo ratings yet
- Carotene Beta ScienceLabDocument5 pagesCarotene Beta ScienceLabAbdullah KamelNo ratings yet
- Materials Safety Data Sheet RENCO Annatto Food Colour (Hazardous)Document3 pagesMaterials Safety Data Sheet RENCO Annatto Food Colour (Hazardous)Abdullah KamelNo ratings yet
- Juice Processing en (Small) PDFDocument8 pagesJuice Processing en (Small) PDFAbdullah KamelNo ratings yet
- The Flemish Frozen-Vegetable Industry As An Example of Cluster AnalysisDocument26 pagesThe Flemish Frozen-Vegetable Industry As An Example of Cluster AnalysisAbdullah KamelNo ratings yet
- CIP Systems 22003 05 02 2013 GBDocument7 pagesCIP Systems 22003 05 02 2013 GBAnonymous qEAJIV8No ratings yet
- Gokul Final ReportDocument34 pagesGokul Final ReportPranil Yadav0% (1)
- Testing Bulk Tank Milk Samples - VirginiaAg 404-405 (2009)Document5 pagesTesting Bulk Tank Milk Samples - VirginiaAg 404-405 (2009)fodoNo ratings yet
- Cleaning The Milking Utensils and Milking MachinesDocument7 pagesCleaning The Milking Utensils and Milking MachinesKim KimNo ratings yet
- Milkhouse Wastewater CharacteristicsDocument4 pagesMilkhouse Wastewater CharacteristicsSong Nguyen NguyenNo ratings yet
- Cooling MILK-storageDocument27 pagesCooling MILK-storageTHONG LAMNo ratings yet
- 1 Dairy Facility Checklist 13197 7Document8 pages1 Dairy Facility Checklist 13197 7ahmad mahmoodNo ratings yet
- Milk TankDocument5 pagesMilk Tank24x7emarketingNo ratings yet
- AHD ThesisDocument142 pagesAHD ThesisAkanchhaNo ratings yet
- TBC Count in MilkDocument8 pagesTBC Count in MilkAdriane AlmeidaNo ratings yet
- Evans Vanodine International: Livestock ProtectionDocument11 pagesEvans Vanodine International: Livestock ProtectionRaşit AcaroğluNo ratings yet
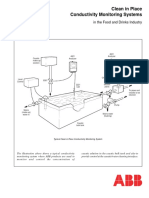
- Application Guide: Clean in Place Conductivity Monitoring SystemsDocument4 pagesApplication Guide: Clean in Place Conductivity Monitoring Systemspatitay036817No ratings yet
- Operation Procedure Bulk Tank SystemDocument4 pagesOperation Procedure Bulk Tank SystemilkinNo ratings yet
- Versatility & Durability: Engineered Liquid Level SolutionsDocument12 pagesVersatility & Durability: Engineered Liquid Level SolutionsJorge JarrinNo ratings yet
- AfiMilk MPC Calibration Manual June 2019Document24 pagesAfiMilk MPC Calibration Manual June 2019Mustkim DhukkaNo ratings yet
- Fuel Proof Diesel Storage Brochure (Compressed)Document21 pagesFuel Proof Diesel Storage Brochure (Compressed)Jhon SanfraNo ratings yet
- Advanced 4250 Single-Sample CryoscopeDocument4 pagesAdvanced 4250 Single-Sample CryoscopeEdhwinn Javier Popo MorenoNo ratings yet
- Dairy Goat HousingDocument33 pagesDairy Goat HousinggealulNo ratings yet
- PWD335W-1 Water DispenserDocument30 pagesPWD335W-1 Water DispenserAl MainlandNo ratings yet
- Intro iCerMax - iSo-SpecSure Bulk Tank FiltrationDocument21 pagesIntro iCerMax - iSo-SpecSure Bulk Tank FiltrationPrakash SarangiNo ratings yet
- Lubricants Storage and TransportationDocument9 pagesLubricants Storage and TransportationKommoju Naga Venkata SubrahmanyamNo ratings yet
- Liquid Level Gauges: (U.S. PATENT NUMBER 6,857,315 B1)Document2 pagesLiquid Level Gauges: (U.S. PATENT NUMBER 6,857,315 B1)Neno BarkerNo ratings yet
- Diesel Fuel SystemDocument7 pagesDiesel Fuel SystemJitheesh SahadevanNo ratings yet