You might also like
- Kiln Maintenance: Unnecessary Expense or Profit Generator?Document6 pagesKiln Maintenance: Unnecessary Expense or Profit Generator?Edson Ricardo Lima100% (1)
- Comprehensive Kiln AlignmentDocument10 pagesComprehensive Kiln AlignmentEdson Ricardo LimaNo ratings yet
- Kiln StabilityDocument6 pagesKiln Stabilityraobabar21No ratings yet
- RollerDocument35 pagesRollergun100% (1)
- Kiln Producers: UkashmDocument2 pagesKiln Producers: UkashmDurga PrasadNo ratings yet
- Roller Adjustment and SkewDocument43 pagesRoller Adjustment and Skewcrengifo1726100% (10)
- Exemplary Hot Kiln Alignment ReportDocument82 pagesExemplary Hot Kiln Alignment ReportsamihakhanNo ratings yet
- What To Do When A Kiln Tire Stops MigratingDocument16 pagesWhat To Do When A Kiln Tire Stops MigratingVisnu Sankar100% (3)
- Kiln Mechanics - (1.4) - ''Quizz Practices''Document7 pagesKiln Mechanics - (1.4) - ''Quizz Practices''Diego AlejandroNo ratings yet
- Kiln Trouble ShootingDocument3 pagesKiln Trouble Shootingemad sabriNo ratings yet
- Kiln AlignmentDocument30 pagesKiln AlignmentKenny Ruiz100% (1)
- Rotary Inclinometer Product DescriptionDocument8 pagesRotary Inclinometer Product DescriptionfetniNo ratings yet
- 1 Exemplary Technical Report 2012Document99 pages1 Exemplary Technical Report 2012MKPashaPashaNo ratings yet
- Vibration Analysis of Rotary Cement Kiln Using Fin 2Document5 pagesVibration Analysis of Rotary Cement Kiln Using Fin 2nunchakuNo ratings yet
- Kiln Feed Mix CalculationsDocument2 pagesKiln Feed Mix CalculationsElwathig Bakhiet100% (3)
- Phillips Kiln Tires ServicesDocument53 pagesPhillips Kiln Tires ServicesNael100% (14)
- 3 Cooleftrr - PpsDocument19 pages3 Cooleftrr - PpsAli HüthütNo ratings yet
- Hot Kiln SurveyDocument2 pagesHot Kiln SurveyHenok Moges KassahunNo ratings yet
- Gap Measurement and Displacement Between The Kiln Shell and Tire (Kiln Tires)Document8 pagesGap Measurement and Displacement Between The Kiln Shell and Tire (Kiln Tires)Javier Gutierrez100% (1)
- KILN TechnicalDocument37 pagesKILN TechnicalVisnu SankarNo ratings yet
- Kiln Alignment AnalysisDocument32 pagesKiln Alignment Analysiszementhead100% (6)
- Max Kilnshell Temp PDFDocument8 pagesMax Kilnshell Temp PDFGiequatNo ratings yet
- Heatcorrection of KilnDocument4 pagesHeatcorrection of KilnMohamed Shehata100% (2)
- Kiln Control and Operation - Infinity For Cement EquipmentDocument74 pagesKiln Control and Operation - Infinity For Cement EquipmentRizwanKhanNo ratings yet
- Kiln Shell Laser ManualDocument19 pagesKiln Shell Laser Manualบิ๊ก บิ๊กNo ratings yet
- 3.0 Hot Kiln Alignments - Why and How Often PDFDocument16 pages3.0 Hot Kiln Alignments - Why and How Often PDFfrank kimaroNo ratings yet
- Rotary Kilns For Cement PlantsDocument6 pagesRotary Kilns For Cement PlantsAngshuman Dutta100% (3)
- Kiln Alignment AnalysisDocument36 pagesKiln Alignment AnalysisIINo ratings yet
- Kiln DriveDocument20 pagesKiln DriveSamehibrahem100% (5)
- Clinker Cooler SystemDocument69 pagesClinker Cooler SystemzementheadNo ratings yet
- Kiln Axial BalanceDocument10 pagesKiln Axial Balancejoe_frangieh0% (1)
- Kiln FAQDocument19 pagesKiln FAQKenny RuizNo ratings yet
- Pyro ProcessingDocument29 pagesPyro ProcessingMKPashaPasha100% (2)
- Kiln Inlet Lamella Seal FLSDocument2 pagesKiln Inlet Lamella Seal FLSamir100% (4)
- Vertical Mill PDFDocument15 pagesVertical Mill PDFGregory100% (4)
- Hot Alignment 2009Document97 pagesHot Alignment 2009Anonymous V210wtJiZNo ratings yet
- Operational Experience From The United States First Vertical Roller Mill For Cement GrindingDocument4 pagesOperational Experience From The United States First Vertical Roller Mill For Cement GrindingIndra Budhi KurniawanNo ratings yet
- Rotary Kiln Reconditioning Tyre and Roller GrindingDocument8 pagesRotary Kiln Reconditioning Tyre and Roller GrindingTiago CamposNo ratings yet
- Process GuidlinesDocument20 pagesProcess GuidlinesMKPashaPasha100% (4)
- Phillips Kiln Kiln Alignment Gebhart 2006Document36 pagesPhillips Kiln Kiln Alignment Gebhart 2006mustaf100% (2)
- Philips Kiln ServicesDocument20 pagesPhilips Kiln ServicesAbul Qasim QasimNo ratings yet
- Kiln ShellDocument2 pagesKiln Shellfoxmancement100% (1)
- Kiln Insp E EnglishDocument78 pagesKiln Insp E Englishlakshmikantht100% (2)
- Kiln Mechanics - (2.3) - ''Quizz Photos''Document7 pagesKiln Mechanics - (2.3) - ''Quizz Photos''Diego AlejandroNo ratings yet
- Clinker FormationDocument120 pagesClinker FormationDragos PlaesuNo ratings yet
- Tires and Tire ElementsDocument20 pagesTires and Tire ElementsRamsai ChigurupatiNo ratings yet
- Kiln MechanicsDocument59 pagesKiln Mechanicstricky77785% (13)
- Kiln Systems - ProcessDocument172 pagesKiln Systems - ProcessOki100% (1)
- Kiln Thermal LoadDocument33 pagesKiln Thermal Loadeng_mhassan1100% (1)
- SF Cross-Bar Cooler FLSDocument8 pagesSF Cross-Bar Cooler FLSamir100% (4)
- It May Be Argued That The Expense of Modern Kiln Maintenance Procedures Is Quickly Returned in Profit IncreasesDocument5 pagesIt May Be Argued That The Expense of Modern Kiln Maintenance Procedures Is Quickly Returned in Profit IncreasessreeganeshrNo ratings yet
- Support Roller Thrust Load MeasurementsDocument11 pagesSupport Roller Thrust Load Measurementspasha100% (2)
- World Cement ArticleDocument4 pagesWorld Cement ArticlemkpqNo ratings yet
- Chapter 6 Tire BehaviorDocument12 pagesChapter 6 Tire Behaviorroramoh100% (1)
- ClutchDocument5 pagesClutchyudhisthar0110% (1)
- Vehicle SuspensionDocument5 pagesVehicle SuspensionMuhammad Luqman HakimNo ratings yet
- The Ball Piston EngineDocument38 pagesThe Ball Piston EngineAbhishek Rai0% (1)
- Steam Turbine Rotor Vibration FailuresDocument8 pagesSteam Turbine Rotor Vibration Failuressevero97100% (1)
- Automobile Clutch: Aim To Study and Prepare Report On The Constructional Details, Working Principles andDocument4 pagesAutomobile Clutch: Aim To Study and Prepare Report On The Constructional Details, Working Principles andசிவ சங்கர்No ratings yet
- Bearings And Bearing Metals: A Treatise Dealing with Various Types of Plain Bearings, the Compositions and Properties of Bearing Metals, Methods of Insuring Proper Lubrication, and Important Factors Governing the Design of Plain BearingsFrom EverandBearings And Bearing Metals: A Treatise Dealing with Various Types of Plain Bearings, the Compositions and Properties of Bearing Metals, Methods of Insuring Proper Lubrication, and Important Factors Governing the Design of Plain BearingsRating: 4 out of 5 stars4/5 (1)
- 1-X Win CatalogueDocument6 pages1-X Win Cataloguemahreza189No ratings yet
- 1 - Grinding Media Catalogue PDFDocument14 pages1 - Grinding Media Catalogue PDFmahreza189No ratings yet
- Reframag AfDocument1 pageReframag Afmahreza189No ratings yet
- Kiln Shell CoolingDocument4 pagesKiln Shell CoolingjmpbarrosNo ratings yet
- General InformationDocument1 pageGeneral Informationmahreza189No ratings yet
- 1-X Lift Liner CatalogueDocument6 pages1-X Lift Liner Cataloguemahreza189No ratings yet
- Mcr-T1: Raw Material BasisDocument1 pageMcr-T1: Raw Material Basismahreza189No ratings yet
- 6-SD Reference ListDocument5 pages6-SD Reference Listmahreza189No ratings yet
- Divasil: General InformationDocument1 pageDivasil: General Informationmahreza189No ratings yet
- New Developments in Monolithic ProductsDocument59 pagesNew Developments in Monolithic Productsmahreza189100% (1)
- Didomur B52V-03 M: General InformationDocument1 pageDidomur B52V-03 M: General Informationmahreza189No ratings yet
- Compac Sol FS98 3Document1 pageCompac Sol FS98 3mahreza189No ratings yet
- General InformationDocument1 pageGeneral Informationmahreza189No ratings yet
- Compac Sol FS98 3Document1 pageCompac Sol FS98 3mahreza189No ratings yet
- Compac Sol F53G-6: General InformationDocument1 pageCompac Sol F53G-6: General Informationmahreza189No ratings yet
- Compac Sol F53 6Document1 pageCompac Sol F53 6mahreza189No ratings yet
- Compac Shot F49S-6: General InformationDocument1 pageCompac Shot F49S-6: General Informationmahreza189No ratings yet
- Compac Sol B82-6: General InformationDocument1 pageCompac Sol B82-6: General Informationmahreza189No ratings yet
- Casal L50: General InformationDocument1 pageCasal L50: General Informationmahreza189No ratings yet
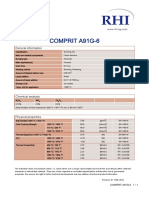
- Comprit A91g 6Document1 pageComprit A91g 6mahreza189No ratings yet
- Compac Sol A100 15 PDFDocument1 pageCompac Sol A100 15 PDFmahreza189No ratings yet
- Carsit Sol A10mb 15 PDFDocument1 pageCarsit Sol A10mb 15 PDFmahreza189No ratings yet
- Compac Shot F49-6: General InformationDocument1 pageCompac Shot F49-6: General Informationmahreza189No ratings yet
- Urcast Shac Ev 0 3 CLDocument1 pageUrcast Shac Ev 0 3 CLmahreza189No ratings yet
- CARSIT 58-3: General InformationDocument1 pageCARSIT 58-3: General Informationmahreza189No ratings yet
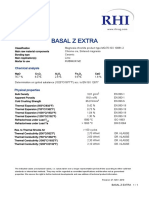
- Basal Z Extra: Chemical AnalysisDocument1 pageBasal Z Extra: Chemical Analysismahreza189No ratings yet
- CARSIT 58-6: Chemical AnalysisDocument1 pageCARSIT 58-6: Chemical Analysismahreza189No ratings yet
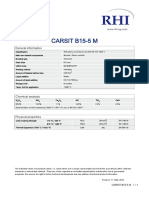
- Carsit B15-5 M: General InformationDocument1 pageCarsit B15-5 M: General Informationmahreza189No ratings yet
- Ankral Qe: General InformationDocument1 pageAnkral Qe: General Informationmahreza189No ratings yet
- Crude Oil As Say ManualDocument42 pagesCrude Oil As Say Manualsakthi service EngrNo ratings yet
- Envi Scie Quarter 4 Module 2 FinalDocument20 pagesEnvi Scie Quarter 4 Module 2 FinalAienna Michaela SinlaoNo ratings yet
- Transformer Commissioning AccessoriesDocument4 pagesTransformer Commissioning Accessoriesmohan babuNo ratings yet
- Thermostat 57X113220000Document5 pagesThermostat 57X113220000SADIQUE AHMADNo ratings yet
- Datasheet Assembly Cable LugsDocument6 pagesDatasheet Assembly Cable LugsGunjanNo ratings yet
- UntitledDocument13 pagesUntitledapi-86749355No ratings yet
- Mufla Thermolyne F30400 Manual de OperacionDocument56 pagesMufla Thermolyne F30400 Manual de Operacioncarlos1a1ramos0% (1)
- Schneider ContactorsDocument296 pagesSchneider ContactorsWissam NawfalNo ratings yet
- Envirasponge Media Profiles Flyer PDFDocument2 pagesEnvirasponge Media Profiles Flyer PDFjohnNo ratings yet
- Safety Questions & AnswersDocument18 pagesSafety Questions & AnswersKunal Singh100% (2)
- ASTM C876 - 15 Corrosion Potentials of Uncoated Reinforcing Steel in ConcreteDocument8 pagesASTM C876 - 15 Corrosion Potentials of Uncoated Reinforcing Steel in ConcreteMalaz Abdul Jalil100% (1)
- Firefly User's Manual For The "OASIS" G31 & The L15+: July 2018Document5 pagesFirefly User's Manual For The "OASIS" G31 & The L15+: July 2018No PromisesNo ratings yet
- Astm A36 1997 PDFDocument5 pagesAstm A36 1997 PDFnicesesha0% (1)
- Duraplastics USA sch40 Accesorios PDFDocument19 pagesDuraplastics USA sch40 Accesorios PDFCarlos Eduardo Maradiaga CalixNo ratings yet
- Building A 28mm Quonset HutDocument8 pagesBuilding A 28mm Quonset HutAdrian Cristus100% (1)
- Thermal Analysis and Modeling of A Swimming Pool Heating SystemDocument12 pagesThermal Analysis and Modeling of A Swimming Pool Heating Systemthermosol5416100% (1)
- YK Operation ManualDocument206 pagesYK Operation ManualHumaid ShaikhNo ratings yet
- The Complete Guide To Finishing BasementsDocument837 pagesThe Complete Guide To Finishing BasementsHector100% (4)
- Chemical Reaction McqsDocument2 pagesChemical Reaction McqsAdwinPittNo ratings yet
- Structure of Matter Question and AnswersDocument6 pagesStructure of Matter Question and AnswersKunal SumukNo ratings yet
- Panel Wood LaboratoryDocument4 pagesPanel Wood Laboratorymunawir anazliNo ratings yet
- Efficient Energy Transfer and Importance of Jacketed Piping in Sulfur TransportationDocument5 pagesEfficient Energy Transfer and Importance of Jacketed Piping in Sulfur TransportationSanjeev KanniNo ratings yet
- NF6.1FX.2 Standard Compressor R134a 115-127V 60Hz: GeneralDocument2 pagesNF6.1FX.2 Standard Compressor R134a 115-127V 60Hz: Generalwilmer cantilloNo ratings yet
- CIDB Building Material RateDocument11 pagesCIDB Building Material RateKai Chun NgNo ratings yet
- Prepared By:-Manisha Choudhary. MMS-Marketing. Roll No-07 (C)Document6 pagesPrepared By:-Manisha Choudhary. MMS-Marketing. Roll No-07 (C)Maneessha ChoudharyNo ratings yet
- Cooing Tower PPT (1) HurlDocument36 pagesCooing Tower PPT (1) Hurlpriyajit sahoo100% (1)
- Chemistry Lab Report - Qualitative AnalysisDocument4 pagesChemistry Lab Report - Qualitative Analysissneh1509100% (1)
- IC8925 Blast Proceedures Manual 1983Document112 pagesIC8925 Blast Proceedures Manual 1983Mike Chhabra100% (1)
- MCW Cooling Tower: Engineering Data & SpecificationsDocument36 pagesMCW Cooling Tower: Engineering Data & SpecificationsRajendran SrnNo ratings yet
- LM 78 L 05Document21 pagesLM 78 L 05peyuco3333No ratings yet