You might also like
- The Safety Relief Valve Handbook: Design and Use of Process Safety Valves to ASME and International Codes and StandardsFrom EverandThe Safety Relief Valve Handbook: Design and Use of Process Safety Valves to ASME and International Codes and StandardsRating: 3.5 out of 5 stars3.5/5 (14)
- 16th Edition IEE Wiring Regulations: Design and Verification of Electrical InstallationsFrom Everand16th Edition IEE Wiring Regulations: Design and Verification of Electrical InstallationsRating: 4 out of 5 stars4/5 (1)
- IM200-20 (LC Mag Insertion) PDFDocument8 pagesIM200-20 (LC Mag Insertion) PDFLazzarus Az GunawanNo ratings yet
- Ultrasound Analysis for Condition Monitoring: Applications of Ultrasound Detection for Various Industrial EquipmentFrom EverandUltrasound Analysis for Condition Monitoring: Applications of Ultrasound Detection for Various Industrial EquipmentRating: 4.5 out of 5 stars4.5/5 (3)
- Design of Tension PilesDocument1 pageDesign of Tension PilesKhaliqe Ahmad0% (1)
- 3 Cylinder Radial Steam EngineDocument3 pages3 Cylinder Radial Steam Engineidriss0% (1)
- Fundamentals of Statistical and Thermal Physics - Reif - Solutions Manual - TextDocument126 pagesFundamentals of Statistical and Thermal Physics - Reif - Solutions Manual - TextOmer GezoliNo ratings yet
- Cut The Cost and Raise The Reliability of Your InstrumentationDocument5 pagesCut The Cost and Raise The Reliability of Your InstrumentationJulie MerrillNo ratings yet
- Lift Station DesignDocument3 pagesLift Station DesignPaolo De PeraltaNo ratings yet
- Column Instrumentation BasicsDocument8 pagesColumn Instrumentation BasicsAmbuja SharmaNo ratings yet
- Flow Conditioning Improves Accuracy 0719Document4 pagesFlow Conditioning Improves Accuracy 0719atorresh090675No ratings yet
- 10 Causes of Valve FailureDocument3 pages10 Causes of Valve Failurekazuma kiryuNo ratings yet
- OTC 15194 Deepwater Bop Control Systems - A Look at Reliability IssuesDocument10 pagesOTC 15194 Deepwater Bop Control Systems - A Look at Reliability IssuesRajeev ThomasNo ratings yet
- Pigging in Pipeline Pre-Commissioning PDFDocument8 pagesPigging in Pipeline Pre-Commissioning PDFhemn100% (2)
- Process, Plant and Equipment UP-TIME: Process Control Talk Radar Level DetectorsDocument4 pagesProcess, Plant and Equipment UP-TIME: Process Control Talk Radar Level DetectorsPoppy Fairley100% (1)
- Valves - Essential WorkhorsesDocument2 pagesValves - Essential WorkhorsesBramJanssen76No ratings yet
- CCC White Paper - Knowledge in Control - Sep - 2014Document4 pagesCCC White Paper - Knowledge in Control - Sep - 2014Pedro MunizNo ratings yet
- Mud Pump CavitationDocument2 pagesMud Pump CavitationJonathan SumimsaNo ratings yet
- Commissioning Commercial KitchensDocument3 pagesCommissioning Commercial KitchensMoh'd KhadNo ratings yet
- Protect Safety Valves Using Rupture DiscsDocument2 pagesProtect Safety Valves Using Rupture DiscsBramJanssen76No ratings yet
- Beginner 'S Errors To Avoid: The Rev E.B. EvansDocument10 pagesBeginner 'S Errors To Avoid: The Rev E.B. EvansAnonymous NwnJNONo ratings yet
- Flow Meter Focus Ed 1 A4 Revised To FormatDocument3 pagesFlow Meter Focus Ed 1 A4 Revised To Formattagne simo rodrigueNo ratings yet
- Pigging in Pipeline Pre-Commissioning PDFDocument8 pagesPigging in Pipeline Pre-Commissioning PDFAbhiyan Anala Arvind100% (1)
- Development of A Smart Pumping SystemDocument22 pagesDevelopment of A Smart Pumping Systemcjp6124No ratings yet
- 72 - Operation and Maintenance of Hydro Equipment HP&D's Issue 6 2021Document8 pages72 - Operation and Maintenance of Hydro Equipment HP&D's Issue 6 2021rotimi olalekan fataiNo ratings yet
- (TP0A013) Liquid Measurement Station DesignDocument5 pages(TP0A013) Liquid Measurement Station DesignRoberto Carlos TeixeiraNo ratings yet
- Machinery Vibration On Offshore Platforms: Acousticand Vibrationtechnology, LTDDocument11 pagesMachinery Vibration On Offshore Platforms: Acousticand Vibrationtechnology, LTDmmmeshkiNo ratings yet
- WP Dds-En - BDocument6 pagesWP Dds-En - BAwang FaisalNo ratings yet
- 2005 Aberdeen 2 RussellDocument8 pages2005 Aberdeen 2 RussellLiner MasterNo ratings yet
- Advanced Steam System Optimization Program PDFDocument5 pagesAdvanced Steam System Optimization Program PDFRobert MontoyaNo ratings yet
- PD15Z99FDocument38 pagesPD15Z99FTravis HydzikNo ratings yet
- Some Fiber Optic Measurement ProceduresDocument6 pagesSome Fiber Optic Measurement ProceduresAmir SalahNo ratings yet
- Automated Tie-In - New Tie-In Technology For Pipeline ConstructionDocument20 pagesAutomated Tie-In - New Tie-In Technology For Pipeline Constructionأنس القرقنيNo ratings yet
- How Advanced On-Line Partial Discharge Diagnostics Can MakeDocument12 pagesHow Advanced On-Line Partial Discharge Diagnostics Can MakeBucur Ilie100% (1)
- Is Fault Locating Killing Our Cable SystemsDocument5 pagesIs Fault Locating Killing Our Cable SystemsJIGSNo ratings yet
- Teorie PROTECTIIDocument177 pagesTeorie PROTECTIIbdsrlNo ratings yet
- ARTIGO - Meeting The Challenges of High Volume PCB Cross-Section Sample PreparatioDocument4 pagesARTIGO - Meeting The Challenges of High Volume PCB Cross-Section Sample PreparatioGuilherme Dos Santos MoreiraNo ratings yet
- New Cloud-Based, Remote Performance Monitoring and Alert System For AODD PumpsDocument3 pagesNew Cloud-Based, Remote Performance Monitoring and Alert System For AODD Pumpsashumishra007No ratings yet
- Meter Selection Guides: Flowmeter Characteristics Comparison SheetDocument12 pagesMeter Selection Guides: Flowmeter Characteristics Comparison SheetBhumik DadhaniaNo ratings yet
- Art 1 PDFDocument12 pagesArt 1 PDFJuanCamiloNo ratings yet
- Chemical Engineering Magazine, November 2007Document100 pagesChemical Engineering Magazine, November 2007Clarence AG YueNo ratings yet
- Extending Fluid System ComponentDocument5 pagesExtending Fluid System Componenterwin dwi laksonoNo ratings yet
- Alternative Deployed Pumping Systems: Improving Productivity While Lowering Life Cycle CostsDocument4 pagesAlternative Deployed Pumping Systems: Improving Productivity While Lowering Life Cycle CostsAdel ALkhaligyNo ratings yet
- Reliable Companion: Substation Commissioning With The CPC 100Document5 pagesReliable Companion: Substation Commissioning With The CPC 100VetonShaipiNo ratings yet
- Flow Special - Sizing Orifice Plates - ISADocument4 pagesFlow Special - Sizing Orifice Plates - ISAamarnethaNo ratings yet
- This White Paper Is Brought To You By:: in Instrumentation and How To Avoid ThemDocument7 pagesThis White Paper Is Brought To You By:: in Instrumentation and How To Avoid ThemLRSC66No ratings yet
- Selecting Transmitters For Safety Instrumented SystemsDocument8 pagesSelecting Transmitters For Safety Instrumented Systemskir1234No ratings yet
- GE Relief Valve Leak DetectionDocument3 pagesGE Relief Valve Leak DetectionsaverrNo ratings yet
- Dead LegsDocument2 pagesDead LegspalluraviNo ratings yet
- Valves in The Digital AgeDocument2 pagesValves in The Digital Agefabiano nogueiraNo ratings yet
- Keep Pumps Running 0816Document4 pagesKeep Pumps Running 0816Adrian BorsosNo ratings yet
- Extending Fluid System Component PDFDocument5 pagesExtending Fluid System Component PDFprodusentalitambang sareatoNo ratings yet
- Tie in OperationDocument20 pagesTie in OperationChijioke ObiNo ratings yet
- How To Design and Size A BaghouseDocument25 pagesHow To Design and Size A BaghouseWalter MustafaNo ratings yet
- CG - August 2023 - EH - Flow Measurement ll-APPROVEDDocument19 pagesCG - August 2023 - EH - Flow Measurement ll-APPROVEDabrahamkalil-1No ratings yet
- Vehicle Exhaust Extraction..GuideDocument16 pagesVehicle Exhaust Extraction..GuideennioNo ratings yet
- ENGINEERING PRACTICE Magazine - May 2023Document32 pagesENGINEERING PRACTICE Magazine - May 2023bladimir moraNo ratings yet
- Engineeringpractice May2023Document33 pagesEngineeringpractice May2023jargiaNo ratings yet
- Bop Isa PaperDocument5 pagesBop Isa PaperRomel RodriguezNo ratings yet
- Radiographic Inspection: © Shaw Pipeline Services © Shaw Pipeline ServicesDocument8 pagesRadiographic Inspection: © Shaw Pipeline Services © Shaw Pipeline ServicesWilly UioNo ratings yet
- Thomson Electrac HD Linear Actuator Motion Control per CAN BusFrom EverandThomson Electrac HD Linear Actuator Motion Control per CAN BusNo ratings yet
- Step Into Virtual Plant: Michael M. Mansy, Gregory K. Mcmillan and Mark S. Sowell IiiDocument6 pagesStep Into Virtual Plant: Michael M. Mansy, Gregory K. Mcmillan and Mark S. Sowell IiiChava TututiNo ratings yet
- CEP v.107 n.4 2011Document3 pagesCEP v.107 n.4 2011Chava TututiNo ratings yet
- Process Design and Control of A Reactive Distillation SystemDocument6 pagesProcess Design and Control of A Reactive Distillation SystemChava TututiNo ratings yet
- Ch2 Green Engineering Textbook 508Document3 pagesCh2 Green Engineering Textbook 508Chava TututiNo ratings yet
- Appendix A: Linking The Bzzmath Library To MatlabDocument9 pagesAppendix A: Linking The Bzzmath Library To MatlabChava TututiNo ratings yet
- TL LectureDAY2Document20 pagesTL LectureDAY2Chava TututiNo ratings yet
- Excel UnitOpDocument28 pagesExcel UnitOpChava TututiNo ratings yet
- P&id #1Document19 pagesP&id #1Chava TututiNo ratings yet
- Courses Taught by TDocument2 pagesCourses Taught by TChava TututiNo ratings yet
- Rad FracDocument10 pagesRad Fracraghav_7635No ratings yet
- Sensors: Table 9.1 Lists Sensor Options For Each of These Five CategoriesDocument1 pageSensors: Table 9.1 Lists Sensor Options For Each of These Five CategoriesChava TututiNo ratings yet
- SIST EN 1990:2004: EurocodeDocument8 pagesSIST EN 1990:2004: EurocodeRadakovicZoranNo ratings yet
- RXM4AB1B7: Product Data SheetDocument5 pagesRXM4AB1B7: Product Data SheetPasindu PriyankaraNo ratings yet
- Powder Coating NamesDocument1 pagePowder Coating NamessertNo ratings yet
- FMDocument2 pagesFMSen HuNo ratings yet
- ASR User GuideDocument85 pagesASR User GuideJose TapiaNo ratings yet
- Roof RX Total Roof WarrantyDocument2 pagesRoof RX Total Roof Warrantybiswanath8432No ratings yet
- Before and During World War IDocument2 pagesBefore and During World War IDaniel RaeNo ratings yet
- Mid Evaluation Amine Gas Treating Unit PresentationDocument39 pagesMid Evaluation Amine Gas Treating Unit PresentationAsad PatelNo ratings yet
- Design of Steam Piping System Including Stress AnalysisDocument128 pagesDesign of Steam Piping System Including Stress Analysissaravootj100% (4)
- Improving GROMACS Trajectory AnalysisDocument13 pagesImproving GROMACS Trajectory AnalysisSimanta PaulNo ratings yet
- 76th VFS Battle BookDocument7 pages76th VFS Battle BookPFunk49No ratings yet
- Human Error and Models of BehaviourDocument46 pagesHuman Error and Models of BehaviourWilliam WongNo ratings yet
- IFS Site Beveiliging NLDocument56 pagesIFS Site Beveiliging NLDutch Charming100% (1)
- Experiment 6 Charpy Impact TestDocument2 pagesExperiment 6 Charpy Impact TestDheeraj PNo ratings yet
- Design of BeamsDocument112 pagesDesign of BeamskbkwebsNo ratings yet
- Mechanical Design of Heat ExchangersDocument7 pagesMechanical Design of Heat ExchangersLalit MohanNo ratings yet
- Thermostat Algorithms For Molecular Dynamics Simulations: Phil@igc - Phys.chem - Ethz.chDocument45 pagesThermostat Algorithms For Molecular Dynamics Simulations: Phil@igc - Phys.chem - Ethz.chrishadforuNo ratings yet
- O PDFDocument165 pagesO PDFmario feuilladeNo ratings yet
- WX Team: One Platform - Up To Every ChallengeDocument40 pagesWX Team: One Platform - Up To Every Challengeh_878236333No ratings yet
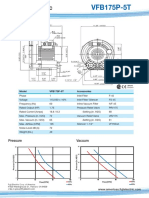
- VFB175P 5TDocument1 pageVFB175P 5TEduardo Santa MaríaNo ratings yet
- Complete ReportDocument29 pagesComplete Reportsumitsharma20100% (1)
- Tekapur Pistolska b3 enDocument2 pagesTekapur Pistolska b3 enEzeval GráficaNo ratings yet
- AeroTrak-High-Pressure-Diffuser US 5001877 WebDocument2 pagesAeroTrak-High-Pressure-Diffuser US 5001877 WebRezaul KarimNo ratings yet
- Vol45 4 PDFDocument268 pagesVol45 4 PDFShailesh LohareNo ratings yet
- 12.7 Service ManualDocument20 pages12.7 Service Manualadi_samaNo ratings yet
- KZ30 Technical Manual Rev.1.2 - 2.compressedDocument236 pagesKZ30 Technical Manual Rev.1.2 - 2.compressedastrie100% (2)
- Vonron Zdexp Clavijas y T de Corriente Fac Z 1Document4 pagesVonron Zdexp Clavijas y T de Corriente Fac Z 1Gerardo Orozco FloresNo ratings yet