You might also like
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (590)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (540)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (401)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5813)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (844)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (822)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (897)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (348)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1092)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Wind Load Materials 3Document100 pagesWind Load Materials 3gullipalliNo ratings yet
- Franklin Hall Fasting PaperDocument61 pagesFranklin Hall Fasting Paperdavid mwangi100% (2)
- DIPRA - Design of Ductile Iron PipeDocument8 pagesDIPRA - Design of Ductile Iron PipeSrinivasan DeviNo ratings yet
- StallDocument16 pagesStallbhalchandrak1867100% (3)
- Pressure Loss CorrelationsDocument57 pagesPressure Loss Correlationseandresmar100% (1)
- Geothermal Reservoir ModellingDocument26 pagesGeothermal Reservoir Modellingtsar_philip2010No ratings yet
- Hydraulic Design Criteria Usace PDFDocument310 pagesHydraulic Design Criteria Usace PDFrgscribd6167% (3)
- Fluid Statics PDFDocument3 pagesFluid Statics PDFAnisa RachmanNo ratings yet
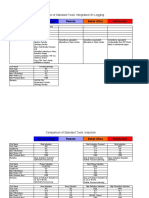
- Eline Tool ComparisonDocument16 pagesEline Tool ComparisonMoustafa AshrafNo ratings yet
- Science FairDocument5 pagesScience FairJafesNo ratings yet
- 1957-Dynamic Pressure On Accelerated Fluid ContainersDocument21 pages1957-Dynamic Pressure On Accelerated Fluid ContainersbehzadNo ratings yet
- 1997 - Nowak - Kleinrahm - Wagner - Measur and Correl of PRoT Rel of Nitrogen - Sautated Liquid and Saturated VaporDocument18 pages1997 - Nowak - Kleinrahm - Wagner - Measur and Correl of PRoT Rel of Nitrogen - Sautated Liquid and Saturated VaporAlexanderNo ratings yet
- Chapter 25Document134 pagesChapter 25Tejas SharmaNo ratings yet
- Pipeline Tehnology Journal-1-2018 PDFDocument80 pagesPipeline Tehnology Journal-1-2018 PDFtaufiqsaidinNo ratings yet
- Using The Origin of Chemical Ideas To Enhance An Understanding o - 2012 - EducacDocument6 pagesUsing The Origin of Chemical Ideas To Enhance An Understanding o - 2012 - EducacFrank Enrique PillacaNo ratings yet
- 5 - Bit Hydraulic OptimizationDocument31 pages5 - Bit Hydraulic OptimizationFarouq EngNo ratings yet
- 5 Seepage TheoriesDocument30 pages5 Seepage TheoriesSushil Mundel100% (1)
- Chapter 5-Solid and FluidDocument21 pagesChapter 5-Solid and FluidTonya EnglandNo ratings yet
- MNT - en - 1 API Series 526Document335 pagesMNT - en - 1 API Series 526Miguel OrtúzarNo ratings yet
- Fluidized Bed Systems: A Review: January 2007Document37 pagesFluidized Bed Systems: A Review: January 2007Rahul mishraNo ratings yet
- Fluid Mechanics 1 ME 321: Dr. M. Ehtisham SiddiquiDocument16 pagesFluid Mechanics 1 ME 321: Dr. M. Ehtisham SiddiquiMahtab IlyasNo ratings yet
- John Crane 502Document6 pagesJohn Crane 502Eh OngNo ratings yet
- SpiralDocument45 pagesSpiralUMA MAHESHNo ratings yet
- Horizontal Pressure Vessel Designe Project One: AcknowledgementDocument7 pagesHorizontal Pressure Vessel Designe Project One: Acknowledgementshibabw worknehNo ratings yet
- MIME3110 - Problems SolutionsDocument35 pagesMIME3110 - Problems Solutionsalooyiz teamNo ratings yet
- Translate 2.6.3 - Determination of Z-FactorDocument2 pagesTranslate 2.6.3 - Determination of Z-FactorelaNo ratings yet
- Citizen Instruction Manual CH-308BDocument10 pagesCitizen Instruction Manual CH-308BKLarkNo ratings yet
- FH Double-Grip Packer Technical DatasheetDocument5 pagesFH Double-Grip Packer Technical DatasheetEvolution Oil ToolsNo ratings yet
- Pressure Conversion TableDocument1 pagePressure Conversion TableArya EfendiNo ratings yet
- Pressure Meter Test: N I N S I S 2Document36 pagesPressure Meter Test: N I N S I S 2Renuka ConsultantsNo ratings yet