You might also like
- ASVAB Arithmetic Reasoning Practice Test 1Document7 pagesASVAB Arithmetic Reasoning Practice Test 1ASVABTestBank100% (2)
- (2003) Wagner. Prediction of Deactivation Rates and Mechanisms of Methane Reforming Over Nickel CatalystsDocument2 pages(2003) Wagner. Prediction of Deactivation Rates and Mechanisms of Methane Reforming Over Nickel CatalystsSarahEkaPutriDarlismawantyaniNo ratings yet
- Zhang 2014Document5 pagesZhang 2014oviabeautyNo ratings yet
- 1998v37no1p185 191Document7 pages1998v37no1p185 191farah al-sudaniNo ratings yet
- The Properties of Cobalt Oxide Catalyst For Ammonia Oxidation Szalowki Et Al. Appl. Catal. 1998Document11 pagesThe Properties of Cobalt Oxide Catalyst For Ammonia Oxidation Szalowki Et Al. Appl. Catal. 1998juan davidNo ratings yet
- Kinetics and CatalysisDocument8 pagesKinetics and CatalysisVinodh KumarNo ratings yet
- Applied Catalysis B: Environmental: Mauricio Velasquez, Alexander Santamaria, Catherine Batiot-DupeyratDocument8 pagesApplied Catalysis B: Environmental: Mauricio Velasquez, Alexander Santamaria, Catherine Batiot-DupeyratLaode Abdul KadirNo ratings yet
- Co Nano Crystals On AluminaDocument6 pagesCo Nano Crystals On AluminaRamakanta SahuNo ratings yet
- Synthesis of Single Phase Aragonite Precipitated Calcium Carbonate in Ca (Oh) - Na Co - Naoh Reaction SystemDocument5 pagesSynthesis of Single Phase Aragonite Precipitated Calcium Carbonate in Ca (Oh) - Na Co - Naoh Reaction Systemerliana nduruNo ratings yet
- Carbon Dioxide Reforming of Methane Over NiAl2O3 Treated With Glow Discharge PlasmaDocument6 pagesCarbon Dioxide Reforming of Methane Over NiAl2O3 Treated With Glow Discharge PlasmaViệtDũng TôNo ratings yet
- Carbon Dioxide Reforming of Methane Over NiAl2O3 Treated With Glow Discharge PlasmaDocument6 pagesCarbon Dioxide Reforming of Methane Over NiAl2O3 Treated With Glow Discharge PlasmaViệtDũng TôNo ratings yet
- Mechanism of HCL Oxidation (Deacon Process) Over RuoDocument11 pagesMechanism of HCL Oxidation (Deacon Process) Over RuoDiego Umaña AriasNo ratings yet
- Hydrogen-Rich Gas Production With A Ni-Catalyst in A Dual Fluidized Bed Biomass GasifierDocument15 pagesHydrogen-Rich Gas Production With A Ni-Catalyst in A Dual Fluidized Bed Biomass GasifieraberahNo ratings yet
- Coke Formation in The Thermal CrackinDocument7 pagesCoke Formation in The Thermal Crackinfaez100% (1)
- V O - Smvo Mechanical Mixture: Oxidative Dehydrogenation of PropaneDocument11 pagesV O - Smvo Mechanical Mixture: Oxidative Dehydrogenation of PropaneRebeca CristinaNo ratings yet
- 2006 Snare Et Al.Document8 pages2006 Snare Et Al.BP PattanaikNo ratings yet
- Pines 1968Document9 pagesPines 1968Alejo CastroNo ratings yet
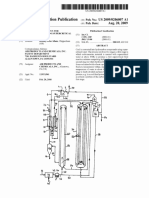
- Patent Application Publication (10) Pub. No.: US 2009/0206007 A1Document13 pagesPatent Application Publication (10) Pub. No.: US 2009/0206007 A1Tree SilviaNo ratings yet
- Petroleum Pendant Core ModelDocument9 pagesPetroleum Pendant Core ModelVinodh KumarNo ratings yet
- Heavy Oil Upgrading by Supercritical Water TreatmentDocument20 pagesHeavy Oil Upgrading by Supercritical Water TreatmentAkash MallaNo ratings yet
- 2 s2.0 S0009250906001059 MainDocument10 pages2 s2.0 S0009250906001059 Mainaijaz bhatNo ratings yet
- United States Patent (19) : Fisher, Both of Chester, All of VaDocument4 pagesUnited States Patent (19) : Fisher, Both of Chester, All of VaCh PrasadNo ratings yet
- Elsevier Science Publishers B.V., Amsterdam - Printed in The NetherlandsDocument6 pagesElsevier Science Publishers B.V., Amsterdam - Printed in The NetherlandsRENATO JAIR COSTA MINGANo ratings yet
- Characterization and Application of Activated Carbon Prepared From Waste Coir PithDocument5 pagesCharacterization and Application of Activated Carbon Prepared From Waste Coir PithDr-naser MahmoudNo ratings yet
- Improvements of Calcium Oxide Based Sorbents For Multiple CO2 Capture CyclesDocument11 pagesImprovements of Calcium Oxide Based Sorbents For Multiple CO2 Capture CyclesvishaliniNo ratings yet
- Katalis Chromia AluminaDocument2 pagesKatalis Chromia AluminaTri RudiNo ratings yet
- CoSiO2 For Fischer-Tropsch Synthesis Comparison...Document5 pagesCoSiO2 For Fischer-Tropsch Synthesis Comparison...Genesis CalderónNo ratings yet
- Jurnal PenelitianDocument12 pagesJurnal PenelitianFauzan AmriNo ratings yet
- Ni/Ce-Al-O-A Catalyst: Imad Merhej Mouhamad Ali Ziwar Moulky Mouhamad KaddourDocument10 pagesNi/Ce-Al-O-A Catalyst: Imad Merhej Mouhamad Ali Ziwar Moulky Mouhamad KaddourziwarNo ratings yet
- Ni/Ce-Al-O-A Catalyst: Imad Merhej Mouhamad Ali Ziwar Moulky Mouhamad KaddourDocument10 pagesNi/Ce-Al-O-A Catalyst: Imad Merhej Mouhamad Ali Ziwar Moulky Mouhamad KaddourziwarNo ratings yet
- DisplayArticleForFree CFMDocument3 pagesDisplayArticleForFree CFMCarolina TorresNo ratings yet
- Advantages of Applying A Steam Curing Cycle For The Production of Kaolinite-Based GeopolymersDocument7 pagesAdvantages of Applying A Steam Curing Cycle For The Production of Kaolinite-Based GeopolymersJHON WILMAR CARDENAS PULIDONo ratings yet
- Coke Formation in The Thermal Cracking of HydrocarbonsDocument7 pagesCoke Formation in The Thermal Cracking of HydrocarbonsJuan FloresNo ratings yet
- Yeo Il Yoon, Il Hyun Baek, and Sang Do Park: To Whom All Correspondence Should Be Addressed. (E-Mail: Ihbaek@kier - Re.kr)Document8 pagesYeo Il Yoon, Il Hyun Baek, and Sang Do Park: To Whom All Correspondence Should Be Addressed. (E-Mail: Ihbaek@kier - Re.kr)Mohammed AsherNo ratings yet
- Study of Calcination-Carbonation of Calcium Carbonate in Different Fluidizing Mediums For Chemical Looping Gasification in Circulating Fluidized BedsDocument9 pagesStudy of Calcination-Carbonation of Calcium Carbonate in Different Fluidizing Mediums For Chemical Looping Gasification in Circulating Fluidized BedsMayank AgrawalNo ratings yet
- ArticleDocument8 pagesArticleemperor_vamsiNo ratings yet
- Bioresource Technology PDFDocument4 pagesBioresource Technology PDFMorrayNo ratings yet
- A Kella 1984Document8 pagesA Kella 1984AntonyHurtadoCristobalNo ratings yet
- US5723679 Paten MEK 1Document3 pagesUS5723679 Paten MEK 1Lathifa Rahma AstutiNo ratings yet
- Formación de Coque en Catalizadores de Platino y Estaño en Gamma AluminaDocument8 pagesFormación de Coque en Catalizadores de Platino y Estaño en Gamma AluminaSolangel RodríguezNo ratings yet
- Yu-Xie-Synthesis and Characterization of Monodispersed CopperDocument6 pagesYu-Xie-Synthesis and Characterization of Monodispersed CopperrobertsalazarruizNo ratings yet
- KOH ActivationDocument8 pagesKOH ActivationShashank SinghNo ratings yet
- Newyork GasificationDocument9 pagesNewyork GasificationVasanthan PanchatcharamNo ratings yet
- Cobalt Electrowinning - A Systematic Investigation For High Quality Electrolytic Cobalt ProductionDocument11 pagesCobalt Electrowinning - A Systematic Investigation For High Quality Electrolytic Cobalt ProductionClaudiaCamilaRodriguezArroyoNo ratings yet
- IR Ni LanthanaDocument6 pagesIR Ni LanthanaNelly RojasNo ratings yet
- Ref 15Document7 pagesRef 15giriNo ratings yet
- Alkylation of Benzene With Propene On Beta ZeoliteDocument6 pagesAlkylation of Benzene With Propene On Beta ZeoliteÁnh NgọcNo ratings yet
- Carbon DisulfideDocument12 pagesCarbon DisulfideMelissa Daniela Romero TrujilloNo ratings yet
- 1 s2.0 S025405841830419X MainDocument10 pages1 s2.0 S025405841830419X MainMandal RupeshNo ratings yet
- J Jcat 2009 10 022Document12 pagesJ Jcat 2009 10 022Elisabeta StamateNo ratings yet
- 2010 Issue 3 IPPTA Articel 06Document6 pages2010 Issue 3 IPPTA Articel 06Fábio Henrique Lucas da CostaNo ratings yet
- Letters To The Editor: Activity of Ni-Mo Catalysts For Hydroprocessing Coal-Derived LiquidsDocument2 pagesLetters To The Editor: Activity of Ni-Mo Catalysts For Hydroprocessing Coal-Derived Liquidsnovi lianaNo ratings yet
- 1 s2.0 S1566736717303308 MainDocument6 pages1 s2.0 S1566736717303308 MainClaudia Elizabeth Ruiz DávilaNo ratings yet
- Recovery of Aconitic Acid From MolassesDocument10 pagesRecovery of Aconitic Acid From MolassesAsmita AtreNo ratings yet
- Hydrogen Production From Lignite Via Supercritical Water in Flow-Type ReactorDocument6 pagesHydrogen Production From Lignite Via Supercritical Water in Flow-Type ReactorSandro Gonzalez AriasNo ratings yet
- Carbon Deposition - An Overview - ScienceDirect TopicsDocument16 pagesCarbon Deposition - An Overview - ScienceDirect Topicsshanku_biet100% (1)
- A Novel Design of Heterogeneous Catalyst For Liquid-Gas Reaction System With Mars-Van Krevelen Type MechanismDocument4 pagesA Novel Design of Heterogeneous Catalyst For Liquid-Gas Reaction System With Mars-Van Krevelen Type MechanismChi Wing TsangNo ratings yet
- AssignmentDocument1 pageAssignmentMani JhariyaNo ratings yet
- Continuous Hydrogen Production by SequenDocument10 pagesContinuous Hydrogen Production by SequenwameathNo ratings yet
- Fischer Tropsch Synthesis Using Co/Sio Catalysts Prepared From Mixed Precursors and Addition Effect of Noble MetalsDocument9 pagesFischer Tropsch Synthesis Using Co/Sio Catalysts Prepared From Mixed Precursors and Addition Effect of Noble MetalsAlhassan NasserNo ratings yet
- 1991 International Conference on Coal Science Proceedings: Proceedings of the International Conference on Coal Science, 16–20 September 1991, University of Newcastle-Upon-Tyne, United KingdomFrom Everand1991 International Conference on Coal Science Proceedings: Proceedings of the International Conference on Coal Science, 16–20 September 1991, University of Newcastle-Upon-Tyne, United KingdomNo ratings yet
- Oman - IEA - Report - 1686634467 2023-06-13 05 - 34 - 33Document54 pagesOman - IEA - Report - 1686634467 2023-06-13 05 - 34 - 33ดั๊มพ์ วาสนาทิพย์No ratings yet
- Hot - Tapping - 1683962219 2023-05-13 07 - 17 - 06Document84 pagesHot - Tapping - 1683962219 2023-05-13 07 - 17 - 06ดั๊มพ์ วาสนาทิพย์No ratings yet
- Solaronics Catalogue 2015 Guide Technique en v5Document8 pagesSolaronics Catalogue 2015 Guide Technique en v5ดั๊มพ์ วาสนาทิพย์No ratings yet
- En 50216-10Document16 pagesEn 50216-10ดั๊มพ์ วาสนาทิพย์No ratings yet
- Acs Iecr 7b01462Document12 pagesAcs Iecr 7b01462ดั๊มพ์ วาสนาทิพย์No ratings yet
- A Technical Report On Design of Hot Oil SystemDocument25 pagesA Technical Report On Design of Hot Oil SystemEvert AlexNo ratings yet
- Type Y692 Gas Blanketing Regulator SystemDocument12 pagesType Y692 Gas Blanketing Regulator Systemดั๊มพ์ วาสนาทิพย์No ratings yet
- Predict Storage-Tank Heat Transfer Precisely-LibreDocument6 pagesPredict Storage-Tank Heat Transfer Precisely-Libreดั๊มพ์ วาสนาทิพย์No ratings yet
- Experimental Study of Micro-Particle Fouling Under PDFDocument12 pagesExperimental Study of Micro-Particle Fouling Under PDFดั๊มพ์ วาสนาทิพย์No ratings yet
- Types ACE95 and ACE95Sr Tank Blanketing ValvesDocument12 pagesTypes ACE95 and ACE95Sr Tank Blanketing Valvesดั๊มพ์ วาสนาทิพย์No ratings yet
- Type T205B Balanced Tank Blanketing RegulatorDocument24 pagesType T205B Balanced Tank Blanketing Regulatorดั๊มพ์ วาสนาทิพย์No ratings yet
- Pressure Equipment Directive (PED) Classification Guide For Regulator ProductsDocument8 pagesPressure Equipment Directive (PED) Classification Guide For Regulator Productsดั๊มพ์ วาสนาทิพย์No ratings yet
- Ashrae D 86142Document1 pageAshrae D 86142ดั๊มพ์ วาสนาทิพย์No ratings yet
- Type 1190: Installation Guide D101644X014 English - November 2015Document4 pagesType 1190: Installation Guide D101644X014 English - November 2015ดั๊มพ์ วาสนาทิพย์No ratings yet
- Tank Blanketing and Vapor Recovery Solutions: Application MapDocument1 pageTank Blanketing and Vapor Recovery Solutions: Application Mapดั๊มพ์ วาสนาทิพย์No ratings yet
- Manuals Position Monitor Bracket PMB Mounting Kit Installation Sheet Fisher en en 6104004Document4 pagesManuals Position Monitor Bracket PMB Mounting Kit Installation Sheet Fisher en en 6104004ดั๊มพ์ วาสนาทิพย์No ratings yet
- 3Hq H (Ƞv0Rvw:Lgho/8Vhg+Rvh: Series 700 Stainless Steel HoseDocument1 page3Hq H (Ƞv0Rvw:Lgho/8Vhg+Rvh: Series 700 Stainless Steel Hoseดั๊มพ์ วาสนาทิพย์No ratings yet
- Brochure Alfa Laval Packinox PPI00196ENDocument20 pagesBrochure Alfa Laval Packinox PPI00196ENดั๊มพ์ วาสนาทิพย์No ratings yet
- Flaresim 3 Nov 2010Document27 pagesFlaresim 3 Nov 2010ดั๊มพ์ วาสนาทิพย์No ratings yet
- Bulk Modulus - My DataBookDocument4 pagesBulk Modulus - My DataBookดั๊มพ์ วาสนาทิพย์No ratings yet
- Transport Phenomena 1.1 PDFDocument201 pagesTransport Phenomena 1.1 PDFlizNo ratings yet
- Padhle Electricity NotesDocument12 pagesPadhle Electricity NotesRamjotdhalio 13No ratings yet
- Optical Fibre Current Sensor For Electrical Power EngineeringDocument6 pagesOptical Fibre Current Sensor For Electrical Power EngineeringsulienNo ratings yet
- Jee Advanced 2022 Paper AnalysisDocument8 pagesJee Advanced 2022 Paper AnalysisThe Real EntertainerNo ratings yet
- 11.4 Formulas For at Plates With Straight Boundaries and Constant ThicknessDocument1 page11.4 Formulas For at Plates With Straight Boundaries and Constant ThicknessaantceNo ratings yet
- Mekelle UniversityDocument40 pagesMekelle University0938089460100% (1)
- Cambridge O Level: PHYSICS 5054/42Document16 pagesCambridge O Level: PHYSICS 5054/42Lapu LapuNo ratings yet
- Astm A 48-2016Document6 pagesAstm A 48-2016Mohammed AliNo ratings yet
- The Fluid Self: Life On LandDocument7 pagesThe Fluid Self: Life On LandShihâb Alen100% (1)
- d419 Aanderaa Oxygen Sensor 5730Document2 pagesd419 Aanderaa Oxygen Sensor 5730dachinicuNo ratings yet
- Invisio-Corner Window ExampleDocument1 pageInvisio-Corner Window ExampleRimon GawandeNo ratings yet
- The Chemistry, Properties and Tests of Precious Stones by Mastin, John, 1865Document67 pagesThe Chemistry, Properties and Tests of Precious Stones by Mastin, John, 1865Gutenberg.org100% (1)
- Psychophysical Interactions With A Single-Photon Double-Slit Optical SystemDocument17 pagesPsychophysical Interactions With A Single-Photon Double-Slit Optical SystemDean RadinNo ratings yet
- BVD 2065 GBDocument4 pagesBVD 2065 GBФизули АбиловNo ratings yet
- Test Bank Ch07Document10 pagesTest Bank Ch07Kagiso MokalakeNo ratings yet
- Modelling A Control System-Transfer Function Approach 23Document4 pagesModelling A Control System-Transfer Function Approach 23Đạt Lê Quý QuốcNo ratings yet
- PVFC Valve DataDocument4 pagesPVFC Valve Dataseaqu3stNo ratings yet
- Monofocal and Progrssive LensDocument2 pagesMonofocal and Progrssive LensPablo Ramirez CruzNo ratings yet
- Gr. 9 Q2 Week 1 Lesson 3 Joint VariationDocument20 pagesGr. 9 Q2 Week 1 Lesson 3 Joint VariationMark A. Soliva100% (1)
- STARNADocument28 pagesSTARNArrivas17No ratings yet
- Settlement Calculation Data Refer To BH-3 For Settelment CalculationDocument4 pagesSettlement Calculation Data Refer To BH-3 For Settelment Calculationardian difaxNo ratings yet
- Kao Chiang Chen (1999) International R&D Spillovers An Application of Estimation and Inference in Panel CointegrationDocument19 pagesKao Chiang Chen (1999) International R&D Spillovers An Application of Estimation and Inference in Panel CointegrationAlejandro Granda SandovalNo ratings yet
- Common Damages On TailshaftDocument6 pagesCommon Damages On TailshaftStathis MoumousisNo ratings yet
- Gorkha Eco Panel PDFDocument61 pagesGorkha Eco Panel PDFSaurav ShresthaNo ratings yet
- HPLCDocument9 pagesHPLCIqbal YeahNo ratings yet
- Physics For TeachersDocument167 pagesPhysics For TeachersPingtung Roberto100% (4)
- Brushless Excitation SystemDocument26 pagesBrushless Excitation SystemManish TiwariNo ratings yet
- Sample Particular Specification For Road MarkingsDocument10 pagesSample Particular Specification For Road Markingsmalaya tripathyNo ratings yet
- Sets and PropositionsDocument7 pagesSets and PropositionsYuliana Alexandra Echeverri PinedaNo ratings yet