You might also like
- 98 Exciter 135 SE EXS1200Document72 pages98 Exciter 135 SE EXS1200wilsonmoto15No ratings yet
- Torque Motor KiaDocument54 pagesTorque Motor KiaIvan Montaluisa67% (3)
- Sanskrit StoriesDocument28 pagesSanskrit StoriesNikhil Gandhi74% (27)
- SpecificationsDocument427 pagesSpecificationsjose pena100% (1)
- Data-Tech 2010 Mitsubishi Outlander 2.4L - Ensamble de Motor - PDF LIBRODocument111 pagesData-Tech 2010 Mitsubishi Outlander 2.4L - Ensamble de Motor - PDF LIBRORubenNo ratings yet
- Freshwater PrawnsDocument40 pagesFreshwater PrawnsJozel Margarette Cruz100% (2)
- Engine 4m40 PDFDocument142 pagesEngine 4m40 PDFRaka100% (18)
- Manual de Taller Honda PCX150Document185 pagesManual de Taller Honda PCX150Bruno De CarloNo ratings yet
- 2006 2008 Cbf1000 A 13 Crankshaft Balancer Piston CylinderDocument34 pages2006 2008 Cbf1000 A 13 Crankshaft Balancer Piston CylinderMurariu IonutNo ratings yet
- CH10 Head PistonDocument10 pagesCH10 Head Pistonorly pocoateNo ratings yet
- Cylinderipiston: System Components 10-2 Cylinderipiston Removal 10-4 10-3 Cylinderipiston Installation....... 10-9Document118 pagesCylinderipiston: System Components 10-2 Cylinderipiston Removal 10-4 10-3 Cylinderipiston Installation....... 10-9poiufdsapuroiqNo ratings yet
- Service Data: 2 Stroke Cylinder + Piston + Piston RingDocument5 pagesService Data: 2 Stroke Cylinder + Piston + Piston RingEmil Fris NielsenNo ratings yet
- Suzuki LT80Y '99 Service InformationDocument4 pagesSuzuki LT80Y '99 Service InformationNikolas KarrerNo ratings yet
- LT80K6 S1Document4 pagesLT80K6 S1Jor GENo ratings yet
- Cylinder Head/Valve: Valveseatinspection/Refacing 9-17Document28 pagesCylinder Head/Valve: Valveseatinspection/Refacing 9-17orly pocoateNo ratings yet
- Toyota Wiring DiagramDocument140 pagesToyota Wiring DiagramThîńt Ýan PâingNo ratings yet
- Chapter 8Document13 pagesChapter 8igorNo ratings yet
- Service SpecificationsDocument47 pagesService SpecificationsXuân VinhNo ratings yet
- Cigueñal y TransmisionDocument21 pagesCigueñal y Transmisionlau cv 97No ratings yet
- 13 - VX800P (Mod93)Document13 pages13 - VX800P (Mod93)zaq94No ratings yet
- VL250K7 SDDocument6 pagesVL250K7 SDAlexey KolmakovNo ratings yet
- A Polyhydron Group Company: DescriptionDocument2 pagesA Polyhydron Group Company: DescriptionRenjithSivaNo ratings yet
- Electrical System: Service Data AlternatorDocument22 pagesElectrical System: Service Data Alternatoreko sunaryoNo ratings yet
- Convertidor de Par Cat 950HCK5K01799Document20 pagesConvertidor de Par Cat 950HCK5K01799hectorNo ratings yet
- Lyon2007 Friction Wear BoreDocument17 pagesLyon2007 Friction Wear BoreCLAUDIO RODRIGUES DA SILVA JUNIORNo ratings yet
- RTA-01-02 Crosshead Bearing Vertical Bearing Clearance Frteas2Document4 pagesRTA-01-02 Crosshead Bearing Vertical Bearing Clearance Frteas2Catalin CataNo ratings yet
- Veracruz 2010Document79 pagesVeracruz 2010Raul ShcksNo ratings yet
- Engine Manual Clearances 037Document8 pagesEngine Manual Clearances 037Edward KaranjaNo ratings yet
- Aumatic TransmissionDocument26 pagesAumatic TransmissionЮра ПетренкоNo ratings yet
- 26 Front AxleDocument20 pages26 Front AxledavidNo ratings yet
- Manual Reparacion Mitsubishi Mirage 2000 PART 3Document53 pagesManual Reparacion Mitsubishi Mirage 2000 PART 3Jeffrey Morales MenaNo ratings yet
- Mitsubishi Engine 4DQ3 4DQ30 Service Manual 99609-50000Document61 pagesMitsubishi Engine 4DQ3 4DQ30 Service Manual 99609-50000Miroslav TabakovskiNo ratings yet
- 3 - (SR) - Torsion - Analysis - Group 2Document11 pages3 - (SR) - Torsion - Analysis - Group 2Tuan Muhammad Heip21No ratings yet
- Tightening Torque: EngineDocument4 pagesTightening Torque: EngineJaziel Lopez ReyesNo ratings yet
- BW125 - 150 Cap 07 (Cilindro Pistone)Document9 pagesBW125 - 150 Cap 07 (Cilindro Pistone)Franckie HyacintheNo ratings yet
- Sect 10 Appendix 1fs Engine Ce303Document7 pagesSect 10 Appendix 1fs Engine Ce303laura MtNo ratings yet
- Kymco Vitality Cilindro Pistón PDFDocument19 pagesKymco Vitality Cilindro Pistón PDFFlanagan MatusNo ratings yet
- EADocument14 pagesEAanggieNo ratings yet
- CL PDFDocument12 pagesCL PDFJesusNo ratings yet
- Dohc Engine Mechanical: SpecificationsDocument5 pagesDohc Engine Mechanical: SpecificationsAlejandro Muñoz PatiñoNo ratings yet
- Escape 2010 3.0Document310 pagesEscape 2010 3.0JAIRO GALINDONo ratings yet
- 2006 2008 Cbf1000 A 10 Clutch Starter ClutchDocument34 pages2006 2008 Cbf1000 A 10 Clutch Starter ClutchMurariu IonutNo ratings yet
- 08 Cylinder-PistonDocument14 pages08 Cylinder-PistonDidier GarciaNo ratings yet
- Service Data - GSX-R750L1Document11 pagesService Data - GSX-R750L1motofastNo ratings yet
- Clutch/Gearshift LinkageDocument19 pagesClutch/Gearshift LinkagegenuineswedeNo ratings yet
- SUZUKI DF200 225 250 Service InfoDocument8 pagesSUZUKI DF200 225 250 Service InfoCandido IsazaNo ratings yet
- 09 Manual Transaxle SystemDocument29 pages09 Manual Transaxle SystemMuhammad Eitch-BeeNo ratings yet
- 2008 Honda CR-V: Engine AssemblyDocument7 pages2008 Honda CR-V: Engine Assemblyfrancisco Alba100% (1)
- Motor John Deere YanmarDocument103 pagesMotor John Deere YanmarMerlingNicolásNo ratings yet
- Specifications 7.1: Table 7-1. Transmission Data Table 7-2. Internal Gear RatiosDocument6 pagesSpecifications 7.1: Table 7-1. Transmission Data Table 7-2. Internal Gear RatiosMarcelo Ramos SaldanhaNo ratings yet
- Chevrolet Equinox Service Manual ORLANDO 2.4 - Engine Mechanical Specifications (LAF, LEA, or LUK) - EngineDocument8 pagesChevrolet Equinox Service Manual ORLANDO 2.4 - Engine Mechanical Specifications (LAF, LEA, or LUK) - EnginejesusNo ratings yet
- Dates Gear and Camshaft PDFDocument1 pageDates Gear and Camshaft PDFDimitrijs SilinsNo ratings yet
- Outback 2007 2.5L H4SODocument144 pagesOutback 2007 2.5L H4SOAngel AcuñaNo ratings yet
- D16V1 SpecDocument2 pagesD16V1 SpeclavivavapeNo ratings yet
- Herr. Especiales y EspecDocument42 pagesHerr. Especiales y EspecPaulino CortesNo ratings yet
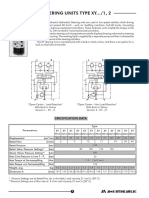
- Catalog XY.. HKU.. HKUQ.. HKUS..Document34 pagesCatalog XY.. HKU.. HKUQ.. HKUS..KADNo ratings yet
- SECTION 307-01A: Automatic Transaxle/Transmission - CVT 2005 Freestyle/Five Hundred/Montego Workshop Manual SpecificationsDocument5 pagesSECTION 307-01A: Automatic Transaxle/Transmission - CVT 2005 Freestyle/Five Hundred/Montego Workshop Manual Specificationskamaleon doradoNo ratings yet
- 14PM M201V NMBDocument1 page14PM M201V NMBCristianEnacheNo ratings yet
- Nissan Almera n16 2001 Electronic Repair Manual 117Document1 pageNissan Almera n16 2001 Electronic Repair Manual 117netifig352No ratings yet
- MD 0431 RevNR (Understanding Torque Angle Signatures of Bolted Joints White Paper)Document15 pagesMD 0431 RevNR (Understanding Torque Angle Signatures of Bolted Joints White Paper)سید حسین عارفیNo ratings yet
- Impreza 2002 2.0LDocument273 pagesImpreza 2002 2.0LDaniel MendezNo ratings yet
- Plymouth and Chrysler-built cars Complete Owner's Handbook of Repair and MaintenanceFrom EverandPlymouth and Chrysler-built cars Complete Owner's Handbook of Repair and MaintenanceNo ratings yet
- Engine Not Start or Hard To Start: Power 21-2 - 4Document4 pagesEngine Not Start or Hard To Start: Power 21-2 - 4genuineswedeNo ratings yet
- System Diagram: Engine Stop SwitchDocument12 pagesSystem Diagram: Engine Stop SwitchgenuineswedeNo ratings yet
- 954 16 Charging SystemDocument9 pages954 16 Charging SystemgenuineswedeNo ratings yet
- System Diagram: Engine Stop SwitchDocument10 pagesSystem Diagram: Engine Stop SwitchgenuineswedeNo ratings yet
- System Flow Pattern: IstatDocument18 pagesSystem Flow Pattern: IstatgenuineswedeNo ratings yet
- Clutch/Gearshift LinkageDocument19 pagesClutch/Gearshift LinkagegenuineswedeNo ratings yet
- Lubrication System Diagram: CamshaftsDocument12 pagesLubrication System Diagram: CamshaftsgenuineswedeNo ratings yet
- 954 02 FrameDocument20 pages954 02 FramekcavannaghNo ratings yet
- 7 Direct Cost of Scope Creep in GovernmentalDocument13 pages7 Direct Cost of Scope Creep in GovernmentalBereket MosisaNo ratings yet
- DLL - English 6 - Q2 - W9Document4 pagesDLL - English 6 - Q2 - W9Virginia BugaoanNo ratings yet
- Faculty of Health and Medical Sciences: Academic Terms and Fee Schedule For 2022Document3 pagesFaculty of Health and Medical Sciences: Academic Terms and Fee Schedule For 2022Sadwi MulatsihNo ratings yet
- DX DiagDocument33 pagesDX DiagJhon Edisson DueñasNo ratings yet
- 04 Manual G Code Programming-1Document79 pages04 Manual G Code Programming-1Dado Maja ArseninNo ratings yet
- VMStudy GuideDocument15 pagesVMStudy GuideSrinivas KumarNo ratings yet
- Blind StitchDocument27 pagesBlind StitchSiddharth JhaNo ratings yet
- Neonatal HypocalcemiaDocument8 pagesNeonatal HypocalcemiaCristina Fernández ValenciaNo ratings yet
- Amway Presentation - Introduction + Market CapDocument17 pagesAmway Presentation - Introduction + Market Caparchish10No ratings yet
- Case Study CEMEX Students)Document6 pagesCase Study CEMEX Students)Alvin Amos100% (1)
- Ebook Economics 12Th Edition Michael Parkin Solutions Manual Full Chapter PDFDocument34 pagesEbook Economics 12Th Edition Michael Parkin Solutions Manual Full Chapter PDFodilemelanie83au100% (12)
- TM 5Document18 pagesTM 5Himani KhatriNo ratings yet
- Ceaser CiperDocument7 pagesCeaser Ciperalhridoy01010No ratings yet
- Executive Summary DOP Submrsible Dredge PumpDocument24 pagesExecutive Summary DOP Submrsible Dredge PumpingartgNo ratings yet
- English Paper 1 UPSRDocument20 pagesEnglish Paper 1 UPSRCynthia Theseira100% (2)
- Yu-Gi-Oh! 7 Trials To Glory - Pack ListDocument30 pagesYu-Gi-Oh! 7 Trials To Glory - Pack ListisishamalielNo ratings yet
- KT 15Document6 pagesKT 15nischal_babuNo ratings yet
- Chapter 5 EOMDocument36 pagesChapter 5 EOMAli ZaidiNo ratings yet
- Static Aeroelasticity: I H I I BL H L H U LL LL L Ul I I L U I I L 1Document1 pageStatic Aeroelasticity: I H I I BL H L H U LL LL L Ul I I L U I I L 1OSCARDELTANo ratings yet
- Upsetting of Bimetallic Components in Closed DieDocument6 pagesUpsetting of Bimetallic Components in Closed DieSatyajeet BeheraNo ratings yet
- MCH Resident Survival Guide - July 2012 0Document27 pagesMCH Resident Survival Guide - July 2012 0Camille AliNo ratings yet
- Individual Performance Commitment and Review (Ipcr) Form: DPWH Spms Form No.1ADocument2 pagesIndividual Performance Commitment and Review (Ipcr) Form: DPWH Spms Form No.1AMae Ann GonzalesNo ratings yet
- Topic "A Descriptive Paragraph About A Classmate"Document11 pagesTopic "A Descriptive Paragraph About A Classmate"Hau NguyenNo ratings yet
- ch04 Fundamental of Financial Accounting by Edmonds (4th Edition)Document79 pagesch04 Fundamental of Financial Accounting by Edmonds (4th Edition)Awais AzeemiNo ratings yet
- An Introduction To The Indian Stock MarketDocument7 pagesAn Introduction To The Indian Stock MarketsandystaysNo ratings yet
- Linked List, Stack, QueueDocument13 pagesLinked List, Stack, QueueTaqi IsmailNo ratings yet
- WWW Tutorialspoint Com C Program To Detect Tokens in A C ProgramDocument6 pagesWWW Tutorialspoint Com C Program To Detect Tokens in A C ProgramPlanetNo ratings yet
- Basic Semiconductor TheoryDocument27 pagesBasic Semiconductor TheorymebrahtenNo ratings yet