You might also like
- Chemical Process Retrofitting and Revamping: Techniques and ApplicationsFrom EverandChemical Process Retrofitting and Revamping: Techniques and ApplicationsGade Pandu RangaiahNo ratings yet
- 05 VruDocument17 pages05 VruSergio RodriguezNo ratings yet
- Vacuum Breaker ValveDocument2 pagesVacuum Breaker ValveRaghunath YeturiNo ratings yet
- WH Compressor Frame OverviewDocument43 pagesWH Compressor Frame OverviewArzyman100% (1)
- Norsok Standard - Mechanical Equipment SelectionDocument17 pagesNorsok Standard - Mechanical Equipment SelectionBudi IndraNo ratings yet
- Single Multi Shaft TurbinesDocument1 pageSingle Multi Shaft TurbinesmsshahenterNo ratings yet
- Liquid Jet PumpsDocument1 pageLiquid Jet PumpsShams TabrezNo ratings yet
- Steam Turbine: Navigation SearchDocument42 pagesSteam Turbine: Navigation Searchh_imdad23No ratings yet
- Flow Profile For Reciprocating Pumps - Chemical Engineering ProcessingDocument3 pagesFlow Profile For Reciprocating Pumps - Chemical Engineering ProcessingVILLANUEVA_DANIEL2064No ratings yet
- EductorsDocument1 pageEductorscesar luis gonzalez rodriguez100% (1)
- Flargent Products 2015 PDFDocument41 pagesFlargent Products 2015 PDFFabricioNo ratings yet
- Shell Turbo T32Document3 pagesShell Turbo T32Agustinus Bayu Dewanto100% (1)
- Dresser-Rand Company Profile and Project Impact AnalysisDocument24 pagesDresser-Rand Company Profile and Project Impact AnalysisMatt JonesNo ratings yet
- Heat Exchange Institute, Inc.: Standards ForDocument5 pagesHeat Exchange Institute, Inc.: Standards ForDepid Prasetyo UNo ratings yet
- Heat Exchange Institute, Inc.: Standards and Typical Specifications ForDocument4 pagesHeat Exchange Institute, Inc.: Standards and Typical Specifications ForAnonymous hbDwHhw0% (2)
- 18V093 3D Model R0Document1 page18V093 3D Model R0bobyprNo ratings yet
- 41000Document36 pages41000tetiospamNo ratings yet
- Ejector BrochureDocument8 pagesEjector Brochurebabis1980No ratings yet
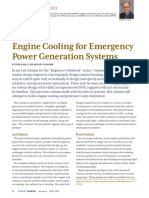
- Emergency Generator CoolingDocument7 pagesEmergency Generator CoolingJay JayNo ratings yet
- Gas Engine - MountingDocument22 pagesGas Engine - MountingMauro DiazNo ratings yet
- Practical Design Against Torsional Vibration Mark A. Corbo and Stanley B. Melanoski 199628032016Document30 pagesPractical Design Against Torsional Vibration Mark A. Corbo and Stanley B. Melanoski 199628032016mfhaleem@pgesco.comNo ratings yet
- Compresores Reciprocantes Arranque y Metodos de ControlDocument8 pagesCompresores Reciprocantes Arranque y Metodos de Controlroberdani12No ratings yet
- GSG E00612Document12 pagesGSG E00612Waqar DarNo ratings yet
- GTG 1409sc Solart60 60hzDocument21 pagesGTG 1409sc Solart60 60hzKhaldoon AlnashiNo ratings yet
- Acceleration Head for Centrifugal PumpsDocument5 pagesAcceleration Head for Centrifugal PumpsEng AlfNo ratings yet
- Elliott Brush Ring Seals: Installation KitDocument2 pagesElliott Brush Ring Seals: Installation Kitfouzi gher100% (1)
- Turbo Expanders For Cold Production and Energy Recovery Booklet PDFDocument16 pagesTurbo Expanders For Cold Production and Energy Recovery Booklet PDFJose Luis Rodriguez LópezNo ratings yet
- The Axial Flow Compressor CompromiseDocument8 pagesThe Axial Flow Compressor Compromisekincandia100% (4)
- Chart Calculate Gas Required To Pressurize PDFDocument2 pagesChart Calculate Gas Required To Pressurize PDFDhim131267No ratings yet
- Thermodynamics PDFDocument125 pagesThermodynamics PDFAnonymous ffje1rpaNo ratings yet
- Improving NPSHR of Nuclear Plant Safety PumpsDocument28 pagesImproving NPSHR of Nuclear Plant Safety PumpsPUMPSNo ratings yet
- Operation and Maintenance of Centrifugal Air CompressorsDocument15 pagesOperation and Maintenance of Centrifugal Air Compressorsfjafarvand100% (1)
- Surface Production Operations - V2 - 2014 - MauriceStewart Ken Arnold PDFDocument54 pagesSurface Production Operations - V2 - 2014 - MauriceStewart Ken Arnold PDFJUAN ZUÑIGANo ratings yet
- Controlling Ejector Performance with Steam Bleed ControlDocument9 pagesControlling Ejector Performance with Steam Bleed ControlCan YıldırımNo ratings yet
- Boilermate Boiler BookDocument6 pagesBoilermate Boiler Bookhamidrezaee008No ratings yet
- Effects of Ultra Low Sulfur Diesel Fuel On Genset EnginesDocument3 pagesEffects of Ultra Low Sulfur Diesel Fuel On Genset EnginesS. ArulmozhiNo ratings yet
- What Are The Types of HRSGDocument2 pagesWhat Are The Types of HRSGThiruvengadamNo ratings yet
- Troubleshooting The Divider Block SystemDocument3 pagesTroubleshooting The Divider Block SystemMarcus MorganNo ratings yet
- LPG Compressors: Sales CatalogDocument40 pagesLPG Compressors: Sales CatalogAn IkhrandiNo ratings yet
- Pumping TechnologyDocument25 pagesPumping TechnologyHanis Kamaruddin100% (1)
- 2012 SpiraxialDocument1 page2012 SpiraxialNistha ChakrabortyNo ratings yet
- KMBD BP(国外罗茨泵ROOTS)Document2 pagesKMBD BP(国外罗茨泵ROOTS)tutuli1990No ratings yet
- Optimization of Screw Compressor Design: SynopsisDocument11 pagesOptimization of Screw Compressor Design: SynopsisDustyn Deakins100% (1)
- Reciprocating Compressor Cooloing ConsoleDocument22 pagesReciprocating Compressor Cooloing ConsolerutujaNo ratings yet
- Compressors Course-Chapter 8Document3 pagesCompressors Course-Chapter 8vela vanNo ratings yet
- Steam TurbinesDocument8 pagesSteam TurbinesFachri Ramadhan100% (1)
- Case 52 Problems With A Blocked-In Centrifugal PumpDocument2 pagesCase 52 Problems With A Blocked-In Centrifugal Pumphwang2No ratings yet
- Friction Loss On SuctionDocument2 pagesFriction Loss On SuctionSathish LingamNo ratings yet
- Sense'' Testing Combined Cycle Plants Competitive: Performance FOR IN IndustryDocument11 pagesSense'' Testing Combined Cycle Plants Competitive: Performance FOR IN IndustryharkiranrandhawaNo ratings yet
- Manual W300H 01780455 90Document2 pagesManual W300H 01780455 90Daniel LanderoszNo ratings yet
- Optimal Process FlowDocument8 pagesOptimal Process Flowazharump100% (1)
- Power Systems For The 21st Century - H Gas Turbine Combined Cycles GER3935bDocument22 pagesPower Systems For The 21st Century - H Gas Turbine Combined Cycles GER3935bLTE002No ratings yet
- Coalescer PDFDocument20 pagesCoalescer PDFRajesh KrishnamoorthyNo ratings yet
- Steam Jet Ejector SystemsDocument1 pageSteam Jet Ejector SystemsKang JaehyeonNo ratings yet
- VH60-100 Presentation Philippe ChabinDocument46 pagesVH60-100 Presentation Philippe ChabinMohamedMansour50% (2)
- Compressor FS604 Data SheetDocument4 pagesCompressor FS604 Data SheetprimmughalNo ratings yet
- Earl Logan Jr. Handbook of Turbomachinery 2003-3Document3 pagesEarl Logan Jr. Handbook of Turbomachinery 2003-3irctcsbt6bimblikipil0% (1)
- Rundown Tank Purpose and Working - Chemical Engineering WorldDocument2 pagesRundown Tank Purpose and Working - Chemical Engineering WorldAbdul Mohid SheikhNo ratings yet
- OIL and GAS ProcessingDocument35 pagesOIL and GAS ProcessingHlw Dear100% (2)
- Oil SystemDocument22 pagesOil Systemlopesmr100% (1)
- (translate68.ir مترجم متن) 10.1088 - 0959-5309 - 57 - 4 - 301Document13 pages(translate68.ir مترجم متن) 10.1088 - 0959-5309 - 57 - 4 - 301donyaNo ratings yet
- Questionnaire For: Liquid Jet Vacuum Ejectors For Continuous OperationDocument2 pagesQuestionnaire For: Liquid Jet Vacuum Ejectors For Continuous OperationdonyaNo ratings yet
- Flame Arrester Technical FormDocument7 pagesFlame Arrester Technical FormHmd MokhtariNo ratings yet
- © Association For Scientific Research: Mathematical and Computational Applications, Vol. 15, No. 1, Pp. 137-147, 2010Document11 pages© Association For Scientific Research: Mathematical and Computational Applications, Vol. 15, No. 1, Pp. 137-147, 2010Mocheedy UbahNo ratings yet
- Select ejector options and stagesDocument2 pagesSelect ejector options and stagesdonyaNo ratings yet
- BOTTOMHOLEEJECTORDocument1 pageBOTTOMHOLEEJECTORdonyaNo ratings yet
- Unified correlations for predicting drop size in liquid-liquid extraction columnsDocument14 pagesUnified correlations for predicting drop size in liquid-liquid extraction columnsdonyaNo ratings yet
- Distillation Trays That Operate Beyond The Limits of Gravity by Using Centrifugal SeparationDocument6 pagesDistillation Trays That Operate Beyond The Limits of Gravity by Using Centrifugal SeparationdonyaNo ratings yet
- (Doi 10.1002/0471238961), - Kirk-Othmer Encyclopedia of Chemical TechnologyDocument13 pages(Doi 10.1002/0471238961), - Kirk-Othmer Encyclopedia of Chemical TechnologyHenry ArenasNo ratings yet
- FF - Mar-Apr - 2018 - Zero Waste Urea Production - ONLINEDocument3 pagesFF - Mar-Apr - 2018 - Zero Waste Urea Production - ONLINEdonyaNo ratings yet
- Pressure Drop Measurements in Distillatio ColumnsDocument5 pagesPressure Drop Measurements in Distillatio Columnsdonya100% (1)
- Chemical Engineering CommunicationsDocument15 pagesChemical Engineering CommunicationsdonyaNo ratings yet
- Processes MTP 03 00684 v2Document15 pagesProcesses MTP 03 00684 v2akshaykgNo ratings yet
- 6200 Area - Urea Plant: Process OverviewDocument8 pages6200 Area - Urea Plant: Process OverviewtreyzzztylerNo ratings yet
- Size Distributions in Strongly Coalescing Agitated Liquid-Liquid SystemsDocument4 pagesSize Distributions in Strongly Coalescing Agitated Liquid-Liquid SystemsdonyaNo ratings yet
- E-03.0) General Static-Mixing Customer Specification QuestionnaireDocument2 pagesE-03.0) General Static-Mixing Customer Specification QuestionnairedonyaNo ratings yet
- Experimental Investigation of An Ejector: Received 6 September 1985 Revised 16 September 1985Document3 pagesExperimental Investigation of An Ejector: Received 6 September 1985 Revised 16 September 1985donyaNo ratings yet
- Inventions 04 00016Document54 pagesInventions 04 00016donyaNo ratings yet
- Objectlistview Python Edition StableDocument77 pagesObjectlistview Python Edition StabledonyaNo ratings yet
- Size Distributions in Strongly Coalescing Agitated Liquid-Liquid SystemsDocument4 pagesSize Distributions in Strongly Coalescing Agitated Liquid-Liquid SystemsdonyaNo ratings yet
- Questionnaire For: Liquid Jet Liquid EjectorsDocument2 pagesQuestionnaire For: Liquid Jet Liquid EjectorsdonyaNo ratings yet
- Theresa Renee Anthony: All Rights ReservedDocument53 pagesTheresa Renee Anthony: All Rights ReserveddonyaNo ratings yet
- 291-Questionnaire-Jet and Venturi scrubbers-EN-161202-STDocument2 pages291-Questionnaire-Jet and Venturi scrubbers-EN-161202-STdonyaNo ratings yet
- Entropy: Thermodynamic Modelling of An Ejector With Compressible Flow by A One-Dimensional ApproachDocument15 pagesEntropy: Thermodynamic Modelling of An Ejector With Compressible Flow by A One-Dimensional Approachkoustavghosh1986No ratings yet
- Modelling Gas Liquid Flow in Venturi SCR PDFDocument7 pagesModelling Gas Liquid Flow in Venturi SCR PDFdonyaNo ratings yet
- Processes MTP 03 00684 v2Document15 pagesProcesses MTP 03 00684 v2akshaykgNo ratings yet
- 1975163Document2 pages1975163donyaNo ratings yet
- Data Sheet Ejector PDFDocument1 pageData Sheet Ejector PDFdonyaNo ratings yet
- 4244 12672 1 PB PDFDocument15 pages4244 12672 1 PB PDFVinh Do ThanhNo ratings yet
- En Iso 13919-1 - 1996Document9 pagesEn Iso 13919-1 - 1996MNo ratings yet
- Cavpower Filter ListDocument5 pagesCavpower Filter Listshanmuga.chokkaiyanNo ratings yet
- Dam Mitigation: Dam Mitigation: NYSDEC NYSDEC Permitting ProcessDocument8 pagesDam Mitigation: Dam Mitigation: NYSDEC NYSDEC Permitting ProcessHRNERRNo ratings yet
- PIC Basic CourseDocument57 pagesPIC Basic Coursetermicas100% (3)
- ADP II - Vicky (Main)Document70 pagesADP II - Vicky (Main)thupten tsundueNo ratings yet
- KHD Comflex April 2012Document4 pagesKHD Comflex April 2012m_verma21No ratings yet
- P343 Relay Testing ReportDocument8 pagesP343 Relay Testing ReportUsman MughalNo ratings yet
- Unit 8 - Week 7: Assignment 7Document4 pagesUnit 8 - Week 7: Assignment 7vennila dhanagiriNo ratings yet
- ZF6HP19-26-32 G1 With 053-SepPlateDocument1 pageZF6HP19-26-32 G1 With 053-SepPlatenorrqvarn-nedreNo ratings yet
- Quality in Decentralised MFGDocument15 pagesQuality in Decentralised MFGRahul ChoudhuryNo ratings yet
- Description and Operation: Unison Industries Component Maintenance Manual Ignition LeadsDocument2 pagesDescription and Operation: Unison Industries Component Maintenance Manual Ignition Leadsmaty englerNo ratings yet
- Lotus - Application Development With Lotus Domino Designer PDFDocument573 pagesLotus - Application Development With Lotus Domino Designer PDFjao_me03No ratings yet
- An Interview With An Ofw Civil EngineerDocument3 pagesAn Interview With An Ofw Civil EngineerYath DreNo ratings yet
- Aircraft Electrical Wiring Interconnect System (EWIS) Best PracticesDocument176 pagesAircraft Electrical Wiring Interconnect System (EWIS) Best Practicesnayapepe100% (5)
- Install Guideposts DelineatorsDocument4 pagesInstall Guideposts DelineatorsLWF TripNo ratings yet
- PTE 526 Natural Gas Engineering: BY Engr. J. O. OwolabiDocument124 pagesPTE 526 Natural Gas Engineering: BY Engr. J. O. Owolabiokeke ekeneNo ratings yet
- Vigo Electric Pipe and Fittings - CatalogueDocument2 pagesVigo Electric Pipe and Fittings - CatalogueMd Firoz HossainNo ratings yet
- Nama: Fiqo Pramudia NPM: 09.2018.1.00609 Jurusan: Teknik LingkunganDocument3 pagesNama: Fiqo Pramudia NPM: 09.2018.1.00609 Jurusan: Teknik LingkunganFiqo PramudiaNo ratings yet
- Huong Dan Su DungDocument846 pagesHuong Dan Su DungThien NguyenngocNo ratings yet
- OilsistemDocument212 pagesOilsistemapi-2635664650% (2)
- Diseño y Calculo de Valvulas MariposaDocument2 pagesDiseño y Calculo de Valvulas MariposaKilo AsaelNo ratings yet
- Electrical Design AnalysisDocument12 pagesElectrical Design AnalysisJerome Virgo Catipay100% (2)
- Luxury 5-Bedroom Villa with Ocean Views in Sri LankaDocument3 pagesLuxury 5-Bedroom Villa with Ocean Views in Sri LankaMr. Firdaus NurulNo ratings yet
- Huawei DBS3900 Spare Parts CatalogueDocument102 pagesHuawei DBS3900 Spare Parts CatalogueKhalidox SolitaireNo ratings yet
- Air VaporizerDocument33 pagesAir VaporizerGolfkung Pairoj100% (1)
- HFSS Intro 19.0 L02 Lecture Bounds SimSpaceDocument22 pagesHFSS Intro 19.0 L02 Lecture Bounds SimSpaceTinghao LiangNo ratings yet
- Phase-Controlled AC-DC Converters TutorialDocument3 pagesPhase-Controlled AC-DC Converters TutorialChangyuFuNo ratings yet
- ENGSCI 442 Petroleum Engineering LecturesDocument77 pagesENGSCI 442 Petroleum Engineering LecturessereptNo ratings yet
- Daily Forklift CheckDocument4 pagesDaily Forklift CheckSrimannarayana NandamNo ratings yet
- 615 Series Quick Start Guide 757435 ENa. Relay ABBDocument4 pages615 Series Quick Start Guide 757435 ENa. Relay ABBTung NguyenNo ratings yet