You might also like
- Research ArticleDocument9 pagesResearch ArticleAmine RezaeiNo ratings yet
- Flexural Fatigue Behavior of Steel Fiber Reinforced Self Compacting Rubberized ConcreteDocument9 pagesFlexural Fatigue Behavior of Steel Fiber Reinforced Self Compacting Rubberized ConcreteHOD CIVIL DEPARTMENTNo ratings yet
- Final PPT MD Saif Anwer@ 123Document16 pagesFinal PPT MD Saif Anwer@ 123kamilNo ratings yet
- Durability aspects of self-compacting concrete compared to vibrated concreteDocument7 pagesDurability aspects of self-compacting concrete compared to vibrated concreteHa LämNo ratings yet
- Experimental Study on Using Steel Fibers and Recycled Plastics in ConcreteDocument27 pagesExperimental Study on Using Steel Fibers and Recycled Plastics in ConcreteNia AprilliaNo ratings yet
- E09122629 With Cover Page v2Document5 pagesE09122629 With Cover Page v2shivanand hippargaNo ratings yet
- Ijciet 08 01 096Document6 pagesIjciet 08 01 096Arun GoyalNo ratings yet
- Zhang 2016Document14 pagesZhang 2016Jocilene Dantas Torres NascimentoNo ratings yet
- Mechanical Properties and Drying Shrinkage of Self-Compacting Concrete Containing Fly AshDocument5 pagesMechanical Properties and Drying Shrinkage of Self-Compacting Concrete Containing Fly AshOuafus ZiraNo ratings yet
- Bagasse Ash Replaced Cement Concrete StrengthDocument8 pagesBagasse Ash Replaced Cement Concrete StrengthtonydisojaNo ratings yet
- Author Version ManuscriptDocument24 pagesAuthor Version Manuscriptlahcen essNo ratings yet
- Influence of Fly Ash On The Pore Structure and Shrinkage Characteristics of Metakaolin-Based Geopolymer Pastes and MortarsDocument10 pagesInfluence of Fly Ash On The Pore Structure and Shrinkage Characteristics of Metakaolin-Based Geopolymer Pastes and MortarsMuhammad Riaz AhmadNo ratings yet
- 1 s2.0 S187638041560012X MainDocument8 pages1 s2.0 S187638041560012X MainemefakoveNo ratings yet
- Testing & Performance of SCCDocument7 pagesTesting & Performance of SCCsugu26No ratings yet
- SCMs Influence on Engineering Properties of High Strength ConcreteDocument10 pagesSCMs Influence on Engineering Properties of High Strength ConcreteSandip BharNo ratings yet
- Construction and Building Materials: Gritsada Sua-Iam, Prakasit Sokrai, Natt MakulDocument7 pagesConstruction and Building Materials: Gritsada Sua-Iam, Prakasit Sokrai, Natt MakulEmanuel CarvalhoNo ratings yet
- Curing MethodsDocument16 pagesCuring Methodsaloys NdzieNo ratings yet
- A Study of Mechanical Properties of Structural Concrete Incorporating Partial Replacement of Cement by GGBS and Natural Sand by Slag SandDocument8 pagesA Study of Mechanical Properties of Structural Concrete Incorporating Partial Replacement of Cement by GGBS and Natural Sand by Slag SandIJRASETPublicationsNo ratings yet
- Composites: Part B: Erhan Güneyisi, Mehmet Gesog Lu, Arass Omer Mawlod Akoi, Kasım MermerdasßDocument9 pagesComposites: Part B: Erhan Güneyisi, Mehmet Gesog Lu, Arass Omer Mawlod Akoi, Kasım Mermerdasßkrishna reddyNo ratings yet
- Toughness Study On Fly Ash Based Fiber Reinforced Concrete: Originalresearch Open AccessDocument4 pagesToughness Study On Fly Ash Based Fiber Reinforced Concrete: Originalresearch Open AccessvitusstructuresNo ratings yet
- Alrekabi 2017 IOP Conf. Ser. - Mater. Sci. Eng. 246 012020 PDFDocument11 pagesAlrekabi 2017 IOP Conf. Ser. - Mater. Sci. Eng. 246 012020 PDFmariam ahmedNo ratings yet
- Sathyan 2018 IOP Conf. Ser. Mater. Sci. Eng. 310 012036Document11 pagesSathyan 2018 IOP Conf. Ser. Mater. Sci. Eng. 310 012036henryNo ratings yet
- Effect of Glass Powder On Compressive STDocument7 pagesEffect of Glass Powder On Compressive STali abuhahsimNo ratings yet
- GGBSDocument7 pagesGGBSChandrashekhar VedantNo ratings yet
- Concept of Regression Analysis in Concrete Mix DesignDocument6 pagesConcept of Regression Analysis in Concrete Mix DesignEditor IJTSRDNo ratings yet
- Experimental and Analytical Investigation of R.C Beam With HPC Containing Nano SilicaDocument13 pagesExperimental and Analytical Investigation of R.C Beam With HPC Containing Nano SilicaIJRASETPublicationsNo ratings yet
- 31) Murugan - 2017 - IOP - Conf. - Ser.: - Earth - Environ. - Sci. - 80 - 012004 PDFDocument9 pages31) Murugan - 2017 - IOP - Conf. - Ser.: - Earth - Environ. - Sci. - 80 - 012004 PDFHARINo ratings yet
- Effect of Various Supplementary Cementitious Materials On RheologicalDocument10 pagesEffect of Various Supplementary Cementitious Materials On RheologicalAsif HameedNo ratings yet
- Laboratory Study On Nano Clay Modified Asphalt PavementDocument17 pagesLaboratory Study On Nano Clay Modified Asphalt PavementAli YousefNo ratings yet
- Presentation On Fly-Ash Paver BlockDocument31 pagesPresentation On Fly-Ash Paver BlockBaharulHussain75% (8)
- Study of Ductility Properties by Effective Replacement of Steel With Basalt Fibre Reinforced PolymerDocument6 pagesStudy of Ductility Properties by Effective Replacement of Steel With Basalt Fibre Reinforced PolymerTigon Vo NgocNo ratings yet
- Effect of Superplasticizer On Workability and PropDocument8 pagesEffect of Superplasticizer On Workability and PropStephen John ClementeNo ratings yet
- 1 s2.0 S0950061815300817 Main PDFDocument9 pages1 s2.0 S0950061815300817 Main PDFMarden Rengifo RuizNo ratings yet
- Mechanical and Post-Cracking Performance of RecyclDocument11 pagesMechanical and Post-Cracking Performance of RecyclAnupEkboteNo ratings yet
- Study On Durability Properties of Limestone Powder Concrete Incorporated With Steel FibresDocument10 pagesStudy On Durability Properties of Limestone Powder Concrete Incorporated With Steel FibresNiou MekkiNo ratings yet
- Study On Fiber Reinforced Concrete Using AsbestosDocument6 pagesStudy On Fiber Reinforced Concrete Using AsbestosIJRASETPublicationsNo ratings yet
- Utilization of Local Fly Ash For Producing Self-Compacting ConcreteDocument8 pagesUtilization of Local Fly Ash For Producing Self-Compacting ConcreteKiki Yohanes ZonkkersNo ratings yet
- Experimental Investigation of Using Copper Slag as Partial Replacement for Natural Sand in ConcreteDocument8 pagesExperimental Investigation of Using Copper Slag as Partial Replacement for Natural Sand in Concreteamruta yadavNo ratings yet
- Heliyon: Arunabh Pandey, Brind KumarDocument15 pagesHeliyon: Arunabh Pandey, Brind KumarArunabh PandeyNo ratings yet
- Kush Art Omo 2015Document6 pagesKush Art Omo 2015Vijay kumarNo ratings yet
- Mechanical Properties of Self Compacting Concrete Containing Crushed Sand and Sisal FiberDocument13 pagesMechanical Properties of Self Compacting Concrete Containing Crushed Sand and Sisal FiberKevin ChumánNo ratings yet
- Jeas 0210 295Document15 pagesJeas 0210 295teguhNo ratings yet
- 1 4434 PDFDocument10 pages1 4434 PDFNM2104TE06 PRATHURI SUMANTHNo ratings yet
- Mech Properties & Stress Strain Behavior of SCC (W&wo Glass Fibre)Document16 pagesMech Properties & Stress Strain Behavior of SCC (W&wo Glass Fibre)Abhishek LoveNo ratings yet
- Journal of Building Engineering: B.M. Vinay Kumar, H. Ananthan, K.V.A. BalajiDocument9 pagesJournal of Building Engineering: B.M. Vinay Kumar, H. Ananthan, K.V.A. BalajirehanmaazNo ratings yet
- 801 PublishedDocument8 pages801 PublishedPRADEEP SANJAYANo ratings yet
- Comparing Durability of Locally Produced OPC and PCC Cements Using RCPTDocument6 pagesComparing Durability of Locally Produced OPC and PCC Cements Using RCPTToufik AhmedNo ratings yet
- Nanomaterial Bu SalomaDocument5 pagesNanomaterial Bu Salomamuzakir sparkolNo ratings yet
- Nanomaterial Bu Saloma PDFDocument5 pagesNanomaterial Bu Saloma PDFmuzakir sparkolNo ratings yet
- Direct Compressive Strength and Elastic Modulus of Recycled Aggregate ConcreteDocument13 pagesDirect Compressive Strength and Elastic Modulus of Recycled Aggregate Concrete8790922772No ratings yet
- Research Paper On Optimum Addition of Glass Powder in For Replacement of CementDocument5 pagesResearch Paper On Optimum Addition of Glass Powder in For Replacement of CementJain SourabhNo ratings yet
- Compressive_Strength_and_Microstructure_of_Sugar_CDocument10 pagesCompressive_Strength_and_Microstructure_of_Sugar_CLaura MuñozNo ratings yet
- Transport Properties and Strength Development of Blended Cement MDocument9 pagesTransport Properties and Strength Development of Blended Cement MMeenu KalraNo ratings yet
- Analysis of HPCC Pavements Using Kenpave Fea Software: Bharath Babu M.D, Amarnath M.S, Suresh Kumar K.SDocument4 pagesAnalysis of HPCC Pavements Using Kenpave Fea Software: Bharath Babu M.D, Amarnath M.S, Suresh Kumar K.SBharath Babu M DNo ratings yet
- Effect of W/C Ratio On Self Compacting Concrete of M70 Grade With Fly Ash and Micro Silica As Filler MaterialDocument76 pagesEffect of W/C Ratio On Self Compacting Concrete of M70 Grade With Fly Ash and Micro Silica As Filler MaterialbenhasidNo ratings yet
- Study On Mechanical Properties of Basalt Fiber Reinforced ConcreteDocument5 pagesStudy On Mechanical Properties of Basalt Fiber Reinforced ConcreteTohidNo ratings yet
- Research Article: A Study On Optimum Mixture Ratio of Reactive Powder ConcreteDocument8 pagesResearch Article: A Study On Optimum Mixture Ratio of Reactive Powder ConcreteBetty MalvaNo ratings yet
- Influence - of - Marble - Dust - Filler - On - Marshal - Properties - of - Hot - Mix - Asphalt - IJRASET-with-cover-page-v2Document11 pagesInfluence - of - Marble - Dust - Filler - On - Marshal - Properties - of - Hot - Mix - Asphalt - IJRASET-with-cover-page-v2revnaal444No ratings yet
- A Comparative Study of Mechanical Properties of Zinc Acrylate Epoxy nanocomposites Reinforced by AL2O3 and Cloisite®30B and Their Mixture: Tensile Strength and Fracture Toughness: A Comparative Study of Mechanical Properties of Zinc Acrylate Epoxy nanocomposites Reinforced by AL2O3 and Cloisite®30B and Their Mixture: Tensile Strength and Fracture ToughnessFrom EverandA Comparative Study of Mechanical Properties of Zinc Acrylate Epoxy nanocomposites Reinforced by AL2O3 and Cloisite®30B and Their Mixture: Tensile Strength and Fracture Toughness: A Comparative Study of Mechanical Properties of Zinc Acrylate Epoxy nanocomposites Reinforced by AL2O3 and Cloisite®30B and Their Mixture: Tensile Strength and Fracture ToughnessNo ratings yet
- Learn 2D AutoCAD Commands in 40 CharactersDocument10 pagesLearn 2D AutoCAD Commands in 40 CharactersAnne SotalboNo ratings yet
- TURBO-Buick V6 Turbo Intro 780413Document21 pagesTURBO-Buick V6 Turbo Intro 780413T Smi100% (1)
- Arduino Circuits and Projects Guide - ElektorDocument15 pagesArduino Circuits and Projects Guide - ElektordeckerNo ratings yet
- Generation of High Voltages & CurrentsDocument79 pagesGeneration of High Voltages & CurrentshamzaNo ratings yet
- Grade 10 Physical Science VectorDocument13 pagesGrade 10 Physical Science VectorGLADMAN PASIPANODYANo ratings yet
- Transformer Fault Detection Using Zigbee and GSMDocument46 pagesTransformer Fault Detection Using Zigbee and GSMIrfan Baig100% (1)
- Options Open Interest Analysis SimplifiedDocument15 pagesOptions Open Interest Analysis SimplifiedNaveenNo ratings yet
- LQ 310 PDFDocument2 pagesLQ 310 PDFRana WahyudiNo ratings yet
- Sample Question: Mathematics Sample Paper: Aviation ThrustDocument4 pagesSample Question: Mathematics Sample Paper: Aviation ThrustAisha SaNo ratings yet
- Power Wave I400: MIG, Pulsed-MIG, Flux-Cored, Metal-Cored, TIG (Lift Start Only)Document6 pagesPower Wave I400: MIG, Pulsed-MIG, Flux-Cored, Metal-Cored, TIG (Lift Start Only)nobamoNo ratings yet
- Applied Thermodynamics by Onkar Singh.0003 14-16Document3 pagesApplied Thermodynamics by Onkar Singh.0003 14-16ZeenathulFaridaAbdulGaniNo ratings yet
- EngineeringDocument8 pagesEngineeringkumarNo ratings yet
- CSV Aug09 PDFDocument43 pagesCSV Aug09 PDFtreda23No ratings yet
- Overflow The RPC Marshalling Buffer For Both RCE and LPE: DescriptionDocument13 pagesOverflow The RPC Marshalling Buffer For Both RCE and LPE: DescriptionPetro BondarNo ratings yet
- Beer Lambert LawDocument4 pagesBeer Lambert LawasjawolverineNo ratings yet
- Tower Crane Raft Design ReportDocument22 pagesTower Crane Raft Design ReportFranklyn Genove100% (4)
- Effects of High Chlorine in Biomass FuelDocument16 pagesEffects of High Chlorine in Biomass FuelJaideepMannNo ratings yet
- Underground Station in DubaiDocument20 pagesUnderground Station in DubaiVardhan100% (1)
- CH 14Document34 pagesCH 14Tarun NeerajNo ratings yet
- Final Thesis On CNCDocument55 pagesFinal Thesis On CNCFranco100% (1)
- OutlineDocument88 pagesOutlineLorrayne Zhen T. CarabidoNo ratings yet
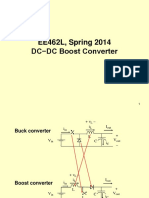
- DC DC Boost ConverterDocument21 pagesDC DC Boost Converterrokbraihan2No ratings yet
- Manual M1Document77 pagesManual M1odbilegNo ratings yet
- 73 Magazine 1961 06 June PDFDocument76 pages73 Magazine 1961 06 June PDFCatalin ZestranNo ratings yet
- Ss & RQ Model For Inductrial EngineeringDocument25 pagesSs & RQ Model For Inductrial EngineeringPadhai Kar YaarNo ratings yet
- 2011 Jaguar XK Equipment SpecDocument6 pages2011 Jaguar XK Equipment SpecElmo MacNo ratings yet
- Electric Towing Tractors: NTT/NTF SeriesDocument5 pagesElectric Towing Tractors: NTT/NTF SeriesВася100% (1)
- Hb2637l-Evk-301 DPT HSDocument10 pagesHb2637l-Evk-301 DPT HSAlec NanetteNo ratings yet
- Mathematics of 3D PrintingDocument41 pagesMathematics of 3D PrintingHabtamu GeremewNo ratings yet
- CHM510 - SpeDocument7 pagesCHM510 - SpeafifiNo ratings yet