You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (120)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Titan C ManualDocument26 pagesTitan C Manualduncmcleod100% (3)
- P1501-TOS-70000-PP-RP-0002 - Revb0 Piping Stress Analysis Design BasisDocument49 pagesP1501-TOS-70000-PP-RP-0002 - Revb0 Piping Stress Analysis Design BasisBharuk Mech50% (2)
- VB Exercises LoopsDocument6 pagesVB Exercises LoopsS Ahmad1311993No ratings yet
- Part Number: Status: Overview: Description:: DocumentsDocument2 pagesPart Number: Status: Overview: Description:: DocumentsEBNo ratings yet
- Telecrane F21 F24 ManualDocument41 pagesTelecrane F21 F24 ManualMBT TechnologyNo ratings yet
- Charging System Troubleshooting: Identify The System To Be TestedDocument1 pageCharging System Troubleshooting: Identify The System To Be TestedEBNo ratings yet
- Proportional Pressure Reducing Valves: KBX (C) G-6-1 KBX (C) G-8-1Document16 pagesProportional Pressure Reducing Valves: KBX (C) G-6-1 KBX (C) G-8-1EBNo ratings yet
- Rectilinear Displacement Transducer For Mounting Inside Hydraulic ActuatorsDocument2 pagesRectilinear Displacement Transducer For Mounting Inside Hydraulic ActuatorsSathish J EceNo ratings yet
- Rectilinear Displacement Transducer With Magnetic Drag: Mechanical Dimension Technical DataDocument2 pagesRectilinear Displacement Transducer With Magnetic Drag: Mechanical Dimension Technical DataEBNo ratings yet
- Manual EP100 enDocument23 pagesManual EP100 enEBNo ratings yet
- Comparision Between FlangeslDocument55 pagesComparision Between Flangeslgeorgex72No ratings yet
- Enerpac L2071 JDocument10 pagesEnerpac L2071 JEBNo ratings yet
- IKCA Preview PackageDocument31 pagesIKCA Preview PackageEBNo ratings yet
- Solenoid Directional Valves DHI: Direct Operated, ISO 4401 Size 06Document4 pagesSolenoid Directional Valves DHI: Direct Operated, ISO 4401 Size 06EBNo ratings yet
- Bomba Eaton PDFDocument12 pagesBomba Eaton PDFEBNo ratings yet
- RC 326e GBDocument5 pagesRC 326e GBFahmi BasyaNo ratings yet
- L07 L22 BrochureDocument8 pagesL07 L22 BrochureEBNo ratings yet
- 2097 In001 - en PDocument20 pages2097 In001 - en PEBNo ratings yet
- Durachrome Hard Chromium Plating: Surface Finishing TechnologyDocument40 pagesDurachrome Hard Chromium Plating: Surface Finishing Technologysharmakritya1895100% (4)
- Rexroth Z2S 6 - Check Valve Pilot OperatedDocument4 pagesRexroth Z2S 6 - Check Valve Pilot OperatedEBNo ratings yet
- L06 Piston Pump Data L06 Specifications: 12.3 BHP Continuous Duty (17.6 BHP Intermittent Duty)Document2 pagesL06 Piston Pump Data L06 Specifications: 12.3 BHP Continuous Duty (17.6 BHP Intermittent Duty)johansolNo ratings yet
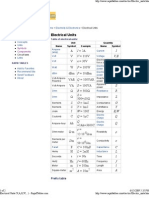
- Electrical UnitsDocument2 pagesElectrical Unitsevtoma100% (1)
- Advanced Manufacturing Processes (ALL SLIDES Gaurav Arora)Document259 pagesAdvanced Manufacturing Processes (ALL SLIDES Gaurav Arora)faizNo ratings yet
- Software Design and Development HSC NotesDocument77 pagesSoftware Design and Development HSC Notesjermaine jonesNo ratings yet
- 11th Maths Vol2 EM WWW - Tntextbooks.inDocument288 pages11th Maths Vol2 EM WWW - Tntextbooks.inGv HarishNo ratings yet
- HIGHWAY AND RAILROAD ENG'G (Lesson 1-4)Document15 pagesHIGHWAY AND RAILROAD ENG'G (Lesson 1-4)Xienlyn BaybayNo ratings yet
- Sprint Case - Study IICS - UpdatedDocument3 pagesSprint Case - Study IICS - UpdatedajaybhosalNo ratings yet
- Smart Pixel ArrayDocument23 pagesSmart Pixel Arraydevauthor123No ratings yet
- AARTI STEEL Six Month TrainingDocument21 pagesAARTI STEEL Six Month TrainingNeelabh GothwalNo ratings yet
- Course STKO+OpenSees FEUP-UMDocument1 pageCourse STKO+OpenSees FEUP-UManon_897435228No ratings yet
- E 126 - 92 R98 Rteyng - PDFDocument6 pagesE 126 - 92 R98 Rteyng - PDFLuis Alberto Cristo GallegoNo ratings yet
- Effect of The Bacteria On The Porosity and Permeability On Self Healing ConcreteDocument11 pagesEffect of The Bacteria On The Porosity and Permeability On Self Healing ConcreteChinmay DayNo ratings yet
- EDB Series User's Manual V.2.02 PDFDocument131 pagesEDB Series User's Manual V.2.02 PDFbewideNo ratings yet
- Experiment No.1 CalorimetryDocument6 pagesExperiment No.1 Calorimetrytintindlr100% (1)
- SEAWEEDDocument118 pagesSEAWEEDJeromeGenilanNo ratings yet
- CHM170L Exp6 Heat of CombustionDocument5 pagesCHM170L Exp6 Heat of CombustionKaiser SaltoNo ratings yet
- Single Variable Calculus: Tutorial 2: Mean Value TheoremsDocument2 pagesSingle Variable Calculus: Tutorial 2: Mean Value TheoremsZEUS GAMINGNo ratings yet
- 5.platforming ProcessDocument91 pages5.platforming ProcessAn Lê TrườngNo ratings yet
- Sae Summer KepsDocument6 pagesSae Summer KepsPritesh KumarNo ratings yet
- It Skills NotesDocument29 pagesIt Skills Notesjuttahtsham160No ratings yet
- 10385-J UTBI-001 ManualDocument2 pages10385-J UTBI-001 ManualMatias GiammariniNo ratings yet
- Science GeographyDocument133 pagesScience Geographysampcant212No ratings yet
- Manual Sitrans Fup1010Document46 pagesManual Sitrans Fup1010cchung147554No ratings yet
- Direct and Indirect SpeechDocument30 pagesDirect and Indirect SpeechGiridhar Suresh KitturNo ratings yet
- 02-Continental Drift TheoryDocument22 pages02-Continental Drift Theoryapi-242405009No ratings yet
- Physical Science Module 3Document22 pagesPhysical Science Module 3Florence-j Pelayo Tupaz100% (1)
- Mathematics: Applications & Interpretation: Unit Planner: Part 2: Representing Space: Non Right Angled Trig and VolumesDocument7 pagesMathematics: Applications & Interpretation: Unit Planner: Part 2: Representing Space: Non Right Angled Trig and VolumesLorraine SabbaghNo ratings yet
- Executive Summary by Dr. Eugene Brigham and Dr. Joel HoustonDocument12 pagesExecutive Summary by Dr. Eugene Brigham and Dr. Joel HoustonCharisseMaeM.CarreonNo ratings yet
- Shell & Tube Heat Exchangers: First Name LAST NAME - Speaker's Job TitleDocument71 pagesShell & Tube Heat Exchangers: First Name LAST NAME - Speaker's Job TitledivakarNo ratings yet