You might also like
- Tunnel CollapseDocument6 pagesTunnel CollapseGaddam Padmaja ReddyNo ratings yet
- Penstock Quality ManagementDocument7 pagesPenstock Quality ManagementaudiihussainNo ratings yet
- Air Demand Behind Emergency Closure GatesDocument12 pagesAir Demand Behind Emergency Closure GatesSandeep JoshiNo ratings yet
- Is 8598 1987Document11 pagesIs 8598 1987ceshyamsundar100% (1)
- Performance Evaluation of An Underground Penstock Bifurcation A Case Study PDFDocument4 pagesPerformance Evaluation of An Underground Penstock Bifurcation A Case Study PDFArjun ThapaNo ratings yet
- Measuring Bulk Coal Friction on Wear PlatesDocument8 pagesMeasuring Bulk Coal Friction on Wear PlatesWaris La Joi WakatobiNo ratings yet
- 1 Sheet of Calculation (Explanatory Note) See File 625167RR - 01.dwgDocument13 pages1 Sheet of Calculation (Explanatory Note) See File 625167RR - 01.dwgbanhrangNo ratings yet
- Spring Design 101: Ace Wire Spring & Form Co., IncDocument15 pagesSpring Design 101: Ace Wire Spring & Form Co., IncmshameliNo ratings yet
- Bifurcation Simulation ANSYSDocument8 pagesBifurcation Simulation ANSYSManjil PuriNo ratings yet
- S.No Item No. Description of Item Unit Rate (RS.) Quantity Amount (RS.) Reference For Rate Schedule A - Excavation, Tunnel 1Document29 pagesS.No Item No. Description of Item Unit Rate (RS.) Quantity Amount (RS.) Reference For Rate Schedule A - Excavation, Tunnel 1George K GeorgeNo ratings yet
- Selecting the Right Water Control GateDocument132 pagesSelecting the Right Water Control GatesaishankarlNo ratings yet
- Upper Sanjen HEP Penstock OptimizationDocument9 pagesUpper Sanjen HEP Penstock OptimizationJuben BhaukajeeNo ratings yet
- Wire Rope Attachment CatDocument24 pagesWire Rope Attachment CatCarlos Bruno MatosNo ratings yet
- Project Report - THDCILDocument36 pagesProject Report - THDCILMukesh VermaNo ratings yet
- FAP Dubrava D-1427S-T1-R15Document2 pagesFAP Dubrava D-1427S-T1-R15Muhidin KozicaNo ratings yet
- Trifurcation Penstock ModellingDocument6 pagesTrifurcation Penstock Modellingmr_yusufsyaroni6332No ratings yet
- General Technical-Parker/fittingsDocument34 pagesGeneral Technical-Parker/fittingsGerri Arceo ManjaresNo ratings yet
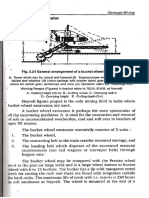
- Bucket Wheel ExcavatorDocument4 pagesBucket Wheel ExcavatorNisha raoNo ratings yet
- Analysis of Shaft AssemblyDocument8 pagesAnalysis of Shaft Assemblyvarshasdm1987No ratings yet
- Internship Report Khan Khwar BeshamDocument21 pagesInternship Report Khan Khwar BeshamGeologist Fazal ElahiNo ratings yet
- 16 Screw Hoist For Sluice Gate PDFDocument10 pages16 Screw Hoist For Sluice Gate PDFsamNo ratings yet
- 10.2 Erection & Maintenance of Gates & HoistsDocument22 pages10.2 Erection & Maintenance of Gates & Hoistsharry100% (1)
- Cable Crane DerinerDocument2 pagesCable Crane DerinerRicardo Jesus Mallma CubasNo ratings yet
- Sabarigiri HEP 11 - Chapter 7 PDFDocument81 pagesSabarigiri HEP 11 - Chapter 7 PDFPremkumar Vasudevan100% (1)
- Flexible Shed Tunnel An Innovative SolutDocument9 pagesFlexible Shed Tunnel An Innovative SolutManojhanmawaleNo ratings yet
- Analysis of Hoisting Gearbox of EOT CraneDocument20 pagesAnalysis of Hoisting Gearbox of EOT CraneAnkit PatelNo ratings yet
- Tunnel BlastingDocument27 pagesTunnel BlastingAiman Bashir100% (1)
- Amendment No. 8 to Unified Rates Schedule for Water WorksDocument3 pagesAmendment No. 8 to Unified Rates Schedule for Water WorksMurali GawandeNo ratings yet
- 3220-CRN-001 - 5t X 8.5m Arm X 30m HOL Pillar Jib Crane - GA Drawing PDFDocument1 page3220-CRN-001 - 5t X 8.5m Arm X 30m HOL Pillar Jib Crane - GA Drawing PDFpawan100% (1)
- 7 T Manual Rope Drum Hoist R1Document14 pages7 T Manual Rope Drum Hoist R1Anonymous sfkedkym100% (1)
- Schedule To Complete One Cycle in Class-Iii & IvDocument3 pagesSchedule To Complete One Cycle in Class-Iii & IvShivsagar yadav100% (1)
- Is.7563.1986 CUT AND COVER DESIGN PDFDocument25 pagesIs.7563.1986 CUT AND COVER DESIGN PDFParmeshwar KushwahaNo ratings yet
- DSR 2010-11 Pipes RatesDocument140 pagesDSR 2010-11 Pipes RatesDeepthy VasavanNo ratings yet
- Sonapani Mini Hydel Project Generation Data 2009-2013Document4 pagesSonapani Mini Hydel Project Generation Data 2009-2013sienlangphiooNo ratings yet
- Strength Calculation of Lifting EyeDocument2 pagesStrength Calculation of Lifting EyeJacky TamNo ratings yet
- Note On Gear BoxDocument32 pagesNote On Gear BoxanupbagNo ratings yet
- Shikhar Power Co. Gates & Trashracks Price ScheduleDocument5 pagesShikhar Power Co. Gates & Trashracks Price SchedulesamNo ratings yet
- Chameliya Hydroelectric Project Underground Excavations Case StudyDocument77 pagesChameliya Hydroelectric Project Underground Excavations Case StudySaphal LamichhaneNo ratings yet
- Rock Excavation Tests For Drill-Blast & TBM Tunnels-Predicting Cutter WearDocument41 pagesRock Excavation Tests For Drill-Blast & TBM Tunnels-Predicting Cutter WearLipsa MahapatraNo ratings yet
- FAP Dubrava D-1420-T-R14Document2 pagesFAP Dubrava D-1420-T-R14Muhidin KozicaNo ratings yet
- Conventional Tunneling: Drill and Blast MethodDocument6 pagesConventional Tunneling: Drill and Blast MethodGodfrey EmilioNo ratings yet
- Training On Hydraulic Gates (Document4 pagesTraining On Hydraulic Gates (sanbarunNo ratings yet
- Kodaikanal Weir GateDocument32 pagesKodaikanal Weir GateHarish Kumar MahavarNo ratings yet
- Surge Shaft SefindiaDocument5 pagesSurge Shaft SefindiaAPGENCO EENo ratings yet
- Shaft SinkingDocument3 pagesShaft SinkingIt's Android0% (1)
- Prediction of Downpull On Closing High HDocument11 pagesPrediction of Downpull On Closing High HCrimsonPoshNo ratings yet
- HAS Design Guidelines 4 7 15 PDFDocument298 pagesHAS Design Guidelines 4 7 15 PDFAmro BASNo ratings yet
- Ebook1183 EbookDocument99 pagesEbook1183 Ebookranendra sarma100% (1)
- Pile Top Drill Rigs - en 1Document16 pagesPile Top Drill Rigs - en 1aminoNo ratings yet
- Fap Dubrava 1426v T r15Document2 pagesFap Dubrava 1426v T r15Muhidin KozicaNo ratings yet
- Is 8598Document8 pagesIs 8598rajeevkumarrajeevNo ratings yet
- Waterfront Stoplogs GuideDocument1 pageWaterfront Stoplogs GuideiculasiNo ratings yet
- FCV Series Fixed Cone Valves from WWW.VSIVALVE.COMDocument11 pagesFCV Series Fixed Cone Valves from WWW.VSIVALVE.COMRofi Trianto SNo ratings yet
- Supply and Fabrication Steel Structures SpecificationDocument18 pagesSupply and Fabrication Steel Structures Specificationgowtham_venkat_4No ratings yet
- Rope TorqueDocument4 pagesRope TorqueMarcus AlvarezNo ratings yet
- T1 Orbital Welding of DuplexSSDocument9 pagesT1 Orbital Welding of DuplexSSssmith2007No ratings yet
- P StockDocument9 pagesP StockJoe Mari CapaNo ratings yet
- Structural Steel Specification GuideDocument21 pagesStructural Steel Specification GuidePoorti JainNo ratings yet
- Two Step Spiral Pipe ManufacturingDocument4 pagesTwo Step Spiral Pipe ManufacturingEagle SpiritNo ratings yet
- Cement-Mortar Lined & Coated Steel PipeDocument5 pagesCement-Mortar Lined & Coated Steel Pipenay denNo ratings yet
- Beekeeping BasicsDocument102 pagesBeekeeping Basicsibd1ibuc100% (1)
- Hoist CapacityDocument10 pagesHoist CapacityDheeraj ThakurNo ratings yet
- Is 13041 1991 PDFDocument9 pagesIs 13041 1991 PDFDheeraj ThakurNo ratings yet
- Tagetesminuta Cultivationphytochemistry PDFDocument24 pagesTagetesminuta Cultivationphytochemistry PDFDheeraj ThakurNo ratings yet
- Design Calculations of Trash RackDocument3 pagesDesign Calculations of Trash RackDheeraj Thakur100% (4)
- 10Document5 pages10Dheeraj ThakurNo ratings yet
- Codes & StandardDocument9 pagesCodes & StandardMuhammad SalahudeenNo ratings yet
- Codes & StandardDocument9 pagesCodes & StandardMuhammad SalahudeenNo ratings yet
- D 4541045416Document7 pagesD 4541045416Dheeraj ThakurNo ratings yet
- Design Philosophy For de Icing of The Gates: IntroductionDocument1 pageDesign Philosophy For de Icing of The Gates: IntroductionDheeraj ThakurNo ratings yet
- Tagetesminuta-Cultivation Phyto ChemistryDocument24 pagesTagetesminuta-Cultivation Phyto ChemistryDheeraj ThakurNo ratings yet
- Track Rope Calculations For Reversible Ropeways: L U I N L V LDocument3 pagesTrack Rope Calculations For Reversible Ropeways: L U I N L V LDheeraj ThakurNo ratings yet
- CrossFlow Turbine DesignDocument70 pagesCrossFlow Turbine DesignLaercio Ribeiro Filho82% (11)
- Beekeeping BasicsDocument102 pagesBeekeeping Basicsibd1ibuc100% (1)
- Cross PlotDocument1 pageCross PlotDheeraj ThakurNo ratings yet
- The Perils of Bungee Jultiww4GDocument3 pagesThe Perils of Bungee Jultiww4GDheeraj ThakurNo ratings yet
- D 4541045416Document7 pagesD 4541045416Dheeraj ThakurNo ratings yet
- Is 15117 2002 PDFDocument32 pagesIs 15117 2002 PDFDheeraj ThakurNo ratings yet
- Hydrology: QuantitativeDocument4 pagesHydrology: QuantitativeDheeraj ThakurNo ratings yet
- Is 1343 1980 PDFDocument68 pagesIs 1343 1980 PDFpriyankaNo ratings yet
- Impact Erosion Prediction Using The Finite Volume Particle Method With Improved Constitutive ModelsDocument11 pagesImpact Erosion Prediction Using The Finite Volume Particle Method With Improved Constitutive ModelsDheeraj ThakurNo ratings yet
- Flow-induced vibration of long-span gates - Part I: Model developmentDocument24 pagesFlow-induced vibration of long-span gates - Part I: Model developmentDheeraj ThakurNo ratings yet
- Krishnapillai 353-360Document8 pagesKrishnapillai 353-360Sya FiqahNo ratings yet
- COP-Bungee (Final Draft) - Combined PDF Version PDFDocument42 pagesCOP-Bungee (Final Draft) - Combined PDF Version PDFEdgar Barrientos VilcasNo ratings yet
- WVI - My Green Bin - V5Document9 pagesWVI - My Green Bin - V5Dheeraj ThakurNo ratings yet
- Impact Erosion Prediction Using The Finite Volume Particle Method With Improved Constitutive ModelsDocument11 pagesImpact Erosion Prediction Using The Finite Volume Particle Method With Improved Constitutive ModelsDheeraj ThakurNo ratings yet
- Penstock WeldingDocument2 pagesPenstock WeldingDheeraj ThakurNo ratings yet
- Saha2015 PDFDocument6 pagesSaha2015 PDFDheeraj ThakurNo ratings yet
- Abdelhaleem2017 PDFDocument11 pagesAbdelhaleem2017 PDFDheeraj ThakurNo ratings yet
- Automatic aeroponic irrigation system based on ArduinoDocument13 pagesAutomatic aeroponic irrigation system based on ArduinoDheeraj ThakurNo ratings yet
- Hydro Testing ProcedureDocument12 pagesHydro Testing ProcedureGaapchuNo ratings yet
- Storage Tank DesignDocument21 pagesStorage Tank Designravi456compNo ratings yet
- Piping Fabrication Procedure.Document58 pagesPiping Fabrication Procedure.Janardhan Surya78% (23)
- Saudi Aramco Pressure Testing SafetyDocument17 pagesSaudi Aramco Pressure Testing Safetytarique100% (1)
- Re-instatement Leak Test RecordsDocument8 pagesRe-instatement Leak Test RecordsWael ChouchaniNo ratings yet
- FORM U-1 MANUFACTURER'S DATADocument2 pagesFORM U-1 MANUFACTURER'S DATAjeff501No ratings yet
- Pump Specification Weights and Measurements: Dorothy WaiteDocument14 pagesPump Specification Weights and Measurements: Dorothy WaiteJuan Pablo SanchezNo ratings yet
- Usman CV Qaqc 1Document2 pagesUsman CV Qaqc 1Digital InfoNo ratings yet
- Design Basis Manual Pipeline - OnshoreDocument9 pagesDesign Basis Manual Pipeline - OnshoreDenstar Ricardo SilalahiNo ratings yet
- 10KG Cylinder Assembly DrawingDocument1 page10KG Cylinder Assembly Drawingpaul akhanobaNo ratings yet
- Piping Hydro-Static Test ComprehensionDocument9 pagesPiping Hydro-Static Test ComprehensionViệt Đặng XuânNo ratings yet
- SECTION 15195 Testing of Piping Rev 0Document28 pagesSECTION 15195 Testing of Piping Rev 0mohamad damerlyNo ratings yet
- NFPA 13 - Aboveground Piping Test Certificate Zona 1 PDFDocument3 pagesNFPA 13 - Aboveground Piping Test Certificate Zona 1 PDFsamantha guerreroNo ratings yet
- Chapter 19 Piping Handbook-DoneDocument14 pagesChapter 19 Piping Handbook-DonemrNo ratings yet
- Comparison of EEMUA 159 To API StandardsDocument41 pagesComparison of EEMUA 159 To API Standardskapster Kannour100% (1)
- A134 PDFDocument4 pagesA134 PDFAlberto DiazNo ratings yet
- Specification For Fired HeatersDocument17 pagesSpecification For Fired HeatersibadalamNo ratings yet
- 5903f - Inert Gas GeneratorDocument18 pages5903f - Inert Gas GeneratorAvinash PatilNo ratings yet
- Hydro Static Test Water Management Guidelines-1Document142 pagesHydro Static Test Water Management Guidelines-1gjabyNo ratings yet
- SOP QC-101 ASME B31.9 Shop and Field Inspection - Rev.1Document5 pagesSOP QC-101 ASME B31.9 Shop and Field Inspection - Rev.1iplaruffNo ratings yet
- Consolidated: Consolidated Safety Relief Valve Type 1900Document8 pagesConsolidated: Consolidated Safety Relief Valve Type 1900Peerasak ArunNo ratings yet
- A. Manufacturing ProcessDocument7 pagesA. Manufacturing ProcessPHILIPANTHONY MASILANGNo ratings yet
- HS110 CoiledTubeDocs101909Document8 pagesHS110 CoiledTubeDocs101909Baskar KannaiahNo ratings yet
- Testing & Commissioning of Fire Fighting SystemDocument25 pagesTesting & Commissioning of Fire Fighting SystemAnandu Ashokan100% (1)
- ASME B31.3 2020 CambiosDocument10 pagesASME B31.3 2020 CambiosJosé Juan Jiménez AlejandroNo ratings yet
- 16.4. Mmf-Ax-bx-Vdr-0014 Hydrotest Procedure Rev. 0Document28 pages16.4. Mmf-Ax-bx-Vdr-0014 Hydrotest Procedure Rev. 0Fauzan Rusmayadi Reharder100% (1)
- Piping stress analysis procedureDocument66 pagesPiping stress analysis proceduremakeencvNo ratings yet
- Piping Fabrication and Installation Functional SpecificationDocument30 pagesPiping Fabrication and Installation Functional SpecificationVijay Mohan100% (3)
- Ed C 01.00 I 02Document38 pagesEd C 01.00 I 02Enrique BlancoNo ratings yet
- Asme ViiiDocument88 pagesAsme ViiiAnonymous jtbdj73W100% (15)
- The Rights of Nature: A Legal Revolution That Could Save the WorldFrom EverandThe Rights of Nature: A Legal Revolution That Could Save the WorldRating: 5 out of 5 stars5/5 (1)
- The Cyanide Canary: A True Story of InjusticeFrom EverandThe Cyanide Canary: A True Story of InjusticeRating: 4 out of 5 stars4/5 (51)
- Art of Commenting: How to Influence Environmental Decisionmaking With Effective Comments, The, 2d EditionFrom EverandArt of Commenting: How to Influence Environmental Decisionmaking With Effective Comments, The, 2d EditionRating: 3 out of 5 stars3/5 (1)
- Exposure: Poisoned Water, Corporate Greed, and One Lawyer's Twenty-Year Battle Against DuPontFrom EverandExposure: Poisoned Water, Corporate Greed, and One Lawyer's Twenty-Year Battle Against DuPontRating: 4.5 out of 5 stars4.5/5 (18)
- Desperate: An Epic Battle for Clean Water and Justice in AppalachiaFrom EverandDesperate: An Epic Battle for Clean Water and Justice in AppalachiaRating: 4 out of 5 stars4/5 (1)
- Busted!: Drug War Survival Skills and True Dope DFrom EverandBusted!: Drug War Survival Skills and True Dope DRating: 3.5 out of 5 stars3.5/5 (7)
- 3rd Grade Science: Life Sciences in Eco Systems | Textbook EditionFrom Everand3rd Grade Science: Life Sciences in Eco Systems | Textbook EditionNo ratings yet
- Principles of direct and superior responsibility in international humanitarian lawFrom EverandPrinciples of direct and superior responsibility in international humanitarian lawNo ratings yet
- Slow Violence and the Environmentalism of the PoorFrom EverandSlow Violence and the Environmentalism of the PoorRating: 4 out of 5 stars4/5 (5)
- Waste: One Woman’s Fight Against America’s Dirty SecretFrom EverandWaste: One Woman’s Fight Against America’s Dirty SecretRating: 5 out of 5 stars5/5 (1)
- New Paradigms in Environmental Biomonitoring Using PlantsFrom EverandNew Paradigms in Environmental Biomonitoring Using PlantsSupriya TiwariNo ratings yet
- Environmental Education in Practice: Concepts and ApplicationsFrom EverandEnvironmental Education in Practice: Concepts and ApplicationsNo ratings yet
- Land Divided by Law: The Yakama Indian Nation as Environmental History, 1840-1933From EverandLand Divided by Law: The Yakama Indian Nation as Environmental History, 1840-1933No ratings yet
- Down to the Wire: Confronting Climate CollapseFrom EverandDown to the Wire: Confronting Climate CollapseRating: 4.5 out of 5 stars4.5/5 (8)
- Reduce, Reuse and Recycle : The Secret to Environmental Sustainability : Environment Textbooks | Children's Environment BooksFrom EverandReduce, Reuse and Recycle : The Secret to Environmental Sustainability : Environment Textbooks | Children's Environment BooksNo ratings yet
- The Intersection of Intellectual Property Law and the “Green” Movement: RIPL’s Green Issue 2010From EverandThe Intersection of Intellectual Property Law and the “Green” Movement: RIPL’s Green Issue 2010Rating: 5 out of 5 stars5/5 (2)
- Climate Action Challenge: A Proven Plan for Launching Your Eco-Initiative in 90 DaysFrom EverandClimate Action Challenge: A Proven Plan for Launching Your Eco-Initiative in 90 DaysNo ratings yet
- Exposure: Poisoned Water, Corporate Greed, and One Lawyer's Twenty-Year Battle against DuPontFrom EverandExposure: Poisoned Water, Corporate Greed, and One Lawyer's Twenty-Year Battle against DuPontRating: 4.5 out of 5 stars4.5/5 (9)