You might also like
- Afd 2.0Document61 pagesAfd 2.0Shoaib Hassan100% (1)
- Unit 9 Spreadsheet Development Assignment 1 - Luke JacksonDocument15 pagesUnit 9 Spreadsheet Development Assignment 1 - Luke Jacksonapi-448941162100% (1)
- 03 - Project For QCI AwardDocument43 pages03 - Project For QCI AwardAsawari JoshiNo ratings yet
- Kaizen Tool Kit: Mistake Proofing - PokayokeDocument8 pagesKaizen Tool Kit: Mistake Proofing - PokayokeJohn P. BandoquilloNo ratings yet
- VK-X100 X200 C 611542 GB 1051-1Document28 pagesVK-X100 X200 C 611542 GB 1051-1Edwin OsogoNo ratings yet
- Intro To Six SigmaDocument84 pagesIntro To Six Sigmaguriya khanNo ratings yet
- Measurement System AnalysisDocument50 pagesMeasurement System AnalysisshailendraNo ratings yet
- Error Proof AssemblyDocument30 pagesError Proof AssemblySergioRiveroSalcidoNo ratings yet
- Six Sigma 1 Day RDocument107 pagesSix Sigma 1 Day Rguriya khanNo ratings yet
- Steps of The A3 ProcessDocument14 pagesSteps of The A3 ProcessJayantRKNo ratings yet
- M D A I C: Measure Define Improve ControlDocument1 pageM D A I C: Measure Define Improve ControlhhhhhhhhNo ratings yet
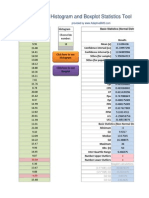
- Histogram Box Plot Statistics AdaptiveBMSDocument13 pagesHistogram Box Plot Statistics AdaptiveBMSashutoshrvNo ratings yet
- Root Cause Analysis - ShaininapproachDocument6 pagesRoot Cause Analysis - ShaininapproachRaghavendra KalyanNo ratings yet
- Six Sigma (Green BeltDocument18 pagesSix Sigma (Green BeltKrish0% (1)
- Chapter # 18:: Statistical Process Control by M. Nadeem AljonaidDocument37 pagesChapter # 18:: Statistical Process Control by M. Nadeem AljonaidNadeem JonaidNo ratings yet
- Lean Manufacturing 1Document70 pagesLean Manufacturing 1AbhiNo ratings yet
- Six Sigma For Chemical Engineers: George LiebermannDocument39 pagesSix Sigma For Chemical Engineers: George LiebermannDave CNo ratings yet
- 8a Quiz QC Tool 2 Check SheetDocument2 pages8a Quiz QC Tool 2 Check SheetJose Ortega0% (1)
- 12 Success Factors PDF PDFDocument3 pages12 Success Factors PDF PDFMd. Injamamul HaqueNo ratings yet
- HA CEDAC Workshop INDO Kaizen PartDocument16 pagesHA CEDAC Workshop INDO Kaizen PartHardi BanuareaNo ratings yet
- Process and Measurement System Capability AnalysisDocument18 pagesProcess and Measurement System Capability AnalysisUtkarsh MittalNo ratings yet
- What Is A GageDocument12 pagesWhat Is A GageMohini MaratheNo ratings yet
- SPC ForDocument116 pagesSPC ForRohit JanardananNo ratings yet
- Error-Proofing: (Avoiding Failures)Document56 pagesError-Proofing: (Avoiding Failures)NicolaNo ratings yet
- F M E A M S A A V: Ailure Odes & Ffects Nalysis Easurement Ystems Nalysis ND AlidationDocument20 pagesF M E A M S A A V: Ailure Odes & Ffects Nalysis Easurement Ystems Nalysis ND AlidationViswanathan SrkNo ratings yet
- MSA Attribute Kappa 01Document7 pagesMSA Attribute Kappa 01JAVIERNo ratings yet
- Control Chart GraphDocument18 pagesControl Chart Graphapi-3852736100% (1)
- Measurement System AnalysisDocument2 pagesMeasurement System AnalysispsathishthevanNo ratings yet
- SPC Training MaterialDocument51 pagesSPC Training Materialdebendra naikNo ratings yet
- PPAP Webinar Core ToolsDocument62 pagesPPAP Webinar Core ToolsDLNo ratings yet
- Error Proofing TechniquesDocument38 pagesError Proofing TechniquesDeepali ParmarNo ratings yet
- Statistical Process ControlDocument57 pagesStatistical Process ControlSandeep PasumarthiNo ratings yet
- SPC Cheat SheetDocument2 pagesSPC Cheat Sheetvenkatesh vajarapuNo ratings yet
- The Visual Workplace: Includes Excerpts From: The Visual Factory, by Michel Greif Productivity PressDocument21 pagesThe Visual Workplace: Includes Excerpts From: The Visual Factory, by Michel Greif Productivity Pressmilou88No ratings yet
- How To Design, Analyze and Interpret The Results of An Expanded Gage R&R StudyDocument10 pagesHow To Design, Analyze and Interpret The Results of An Expanded Gage R&R Studymassman02143No ratings yet
- Msa PresentationsDocument17 pagesMsa PresentationsNarasimharaghavanPuliyurKrishnaswamyNo ratings yet
- Problem SolvingDocument41 pagesProblem SolvingBen JohnsonNo ratings yet
- Quality Metrics For Aerospace: Tim Robertson PQA Nasa/JplDocument20 pagesQuality Metrics For Aerospace: Tim Robertson PQA Nasa/Jplnikhil jNo ratings yet
- Product Order Cycle Time Six Sigma Case StudyDocument2 pagesProduct Order Cycle Time Six Sigma Case StudySteven BonacorsiNo ratings yet
- The 5 Core ToolDocument17 pagesThe 5 Core ToolRajesh GhoshNo ratings yet
- Topic 2 - 7 QC ToolsDocument68 pagesTopic 2 - 7 QC ToolsFikri ZdinNo ratings yet
- W2-4 Intended Function - Final CandidateDocument79 pagesW2-4 Intended Function - Final CandidateNicolaNo ratings yet
- Pareto Analysis and Cause-Effect Diagram For Minimizing DefectDocument12 pagesPareto Analysis and Cause-Effect Diagram For Minimizing DefectkvNo ratings yet
- Process Capability - ToolDocument26 pagesProcess Capability - ToolFouzan SoniwalaNo ratings yet
- The 5-Whys' Method: Example 1Document3 pagesThe 5-Whys' Method: Example 1initiative1972No ratings yet
- 4.chapter 2 Project Management ProcessesDocument9 pages4.chapter 2 Project Management ProcessesHlogi MalatjiNo ratings yet
- IATF 16949 QMS Upgrade SampleDocument3 pagesIATF 16949 QMS Upgrade Sampleusama_waly4166No ratings yet
- Process Capability Analysis and Process Analytical TechnologyDocument43 pagesProcess Capability Analysis and Process Analytical TechnologyPankaj VishwakarmaNo ratings yet
- Lean Six Sigma - 20021241093 - 20021241095 - 20021241128 - PPTDocument16 pagesLean Six Sigma - 20021241093 - 20021241095 - 20021241128 - PPTRohit SatijaNo ratings yet
- Statistical Process Control: Tools For ManagersDocument39 pagesStatistical Process Control: Tools For ManagersJai Veer SinghNo ratings yet
- Statistical Process Control QPSPDocument166 pagesStatistical Process Control QPSPRAVISSAGARNo ratings yet
- Cost of Quality: "Cost of Quality Is The Expense of Noncomformance - The Cost of Doing Things Wrong."Document18 pagesCost of Quality: "Cost of Quality Is The Expense of Noncomformance - The Cost of Doing Things Wrong."sandeep_rana65No ratings yet
- Sensors and RFID: The Unbeatable Team For Advanced Error ProofingDocument13 pagesSensors and RFID: The Unbeatable Team For Advanced Error ProofingRamasubramanian SankaranarayananNo ratings yet
- Nested Designs: Study Vs Control SiteDocument13 pagesNested Designs: Study Vs Control SiteHasrul MuhNo ratings yet
- Why-Why AnalysisDocument20 pagesWhy-Why AnalysisVijay K SharmaNo ratings yet
- Multivari CHARTSDocument16 pagesMultivari CHARTSanujkumartyagi9275No ratings yet
- Part1 Define - GBDocument38 pagesPart1 Define - GBNitesh GoyalNo ratings yet
- Measure 6 Gage R&R - Short MethodDocument2 pagesMeasure 6 Gage R&R - Short Methodanjo0225No ratings yet
- 6 Sigma 7 QC Tools Fmea DoeDocument19 pages6 Sigma 7 QC Tools Fmea Doeerkushagra100% (1)
- 5-Session 5 Quality Management Tools & TechniquesDocument51 pages5-Session 5 Quality Management Tools & TechniquesDinusha RathnayakaNo ratings yet
- Process Capability Six Sigma Version 1 PDFDocument32 pagesProcess Capability Six Sigma Version 1 PDFshubhamNo ratings yet
- Gage Linearity Bias StudyDocument3 pagesGage Linearity Bias StudyJuan Pablo Rebolledo VNo ratings yet
- Electroplating BrochureDocument4 pagesElectroplating BrochureEdwin OsogoNo ratings yet
- Diagrama FluxDocument2 pagesDiagrama FluxEdwin OsogoNo ratings yet
- Statistical Process ControlDocument38 pagesStatistical Process ControlEdwin OsogoNo ratings yet
- 3M ESD Handbook - English (v1)Document20 pages3M ESD Handbook - English (v1)Edwin Osogo100% (1)
- 0809 UKAS Calibration ScheduleDocument17 pages0809 UKAS Calibration ScheduleEdwin Osogo100% (1)
- VDA Flyer - 6 5 Product AuditDocument2 pagesVDA Flyer - 6 5 Product AuditEdwin Osogo100% (1)
- Coating Thickness Measurement and Material AnalysisDocument61 pagesCoating Thickness Measurement and Material AnalysisEdwin OsogoNo ratings yet
- X02 User ManualDocument25 pagesX02 User ManualZelectronNo ratings yet
- Operating Manual: Roller Garage DoorsDocument16 pagesOperating Manual: Roller Garage DoorsAbiodun IloriNo ratings yet
- 2.infrared Spectros PDFDocument23 pages2.infrared Spectros PDFMiriam MedinaNo ratings yet
- Honeywell C7927a Manual de UsuarioDocument12 pagesHoneywell C7927a Manual de UsuarioGuillermoAlejandroCajalNo ratings yet
- 6F05G Formation Ibm Sterling Selling and Fulfillment Inventory and Order MNGMNT Business Rules PDFDocument1 page6F05G Formation Ibm Sterling Selling and Fulfillment Inventory and Order MNGMNT Business Rules PDFCertyouFormation100% (1)
- Nautopilot NP 5100 PDFDocument178 pagesNautopilot NP 5100 PDFmrservice7782No ratings yet
- Weights Mokveld Axial On-Off Valve-6-1Document2 pagesWeights Mokveld Axial On-Off Valve-6-1elperrote3No ratings yet
- FIREline User ManualDocument42 pagesFIREline User Manualcristimaz100% (1)
- SeminarDocument20 pagesSeminarSunilNo ratings yet
- Residual Strength of Concrete Containing Recycled Materials After Exposure To Fire A ReviewDocument16 pagesResidual Strength of Concrete Containing Recycled Materials After Exposure To Fire A ReviewFernando LopezNo ratings yet
- Curve BeamDocument8 pagesCurve Beamkeat_leong_yeeNo ratings yet
- Testing & Maintenance of Rotating Machines Type Tests, Routine Tests & Special Tests of 1 & 3 Phase Induction MotorsDocument12 pagesTesting & Maintenance of Rotating Machines Type Tests, Routine Tests & Special Tests of 1 & 3 Phase Induction MotorsPKNo ratings yet
- SIXTH INTERNATIONAL GROUNDWATER CONFERENCE (IGWC-2015) - Request For AbstractsDocument19 pagesSIXTH INTERNATIONAL GROUNDWATER CONFERENCE (IGWC-2015) - Request For AbstractsFundación FCIHSNo ratings yet
- 12-How To Write A Methodology SectionDocument20 pages12-How To Write A Methodology SectionShelaniejean LimNo ratings yet
- Brochure Caterpillar Wheel Loader CF 966HDocument12 pagesBrochure Caterpillar Wheel Loader CF 966HOscar Jesus Barces100% (2)
- Open Ended Lab ReportDocument11 pagesOpen Ended Lab ReportMuhammad Irfan MalikNo ratings yet
- Photo Electric SensorsDocument33 pagesPhoto Electric SensorsBharathprabhu100% (2)
- Amplitude ModulationDocument10 pagesAmplitude ModulationlakshmiNo ratings yet
- 1 - Introduction To Instrumental MethodsDocument19 pages1 - Introduction To Instrumental MethodsAtongo George AtiahNo ratings yet
- What's New in Vsphere 5Document3 pagesWhat's New in Vsphere 5Rocco DraganiNo ratings yet
- Optiboost WE 5080 (TDS)Document1 pageOptiboost WE 5080 (TDS)ForeverNo ratings yet
- Milford CT Slosh MapDocument1 pageMilford CT Slosh MapRich ScintoNo ratings yet
- Pascal's Law and Its ApplicationsDocument15 pagesPascal's Law and Its ApplicationsHarshit KumarNo ratings yet
- Module 7 - Job and Contracts CostingDocument21 pagesModule 7 - Job and Contracts CostingrajirithuNo ratings yet
- FURSYS FRX Conference Table BrochureDocument2 pagesFURSYS FRX Conference Table BrochureDenis MolinaNo ratings yet
- APAC200524 (4) - SpecDocument4 pagesAPAC200524 (4) - SpecLeonardo HutaurukNo ratings yet
- Dr. Fixit Pidicrete CF 21: High Range Water Reducing Admixture For ConcreteDocument1 pageDr. Fixit Pidicrete CF 21: High Range Water Reducing Admixture For Concretenickdash09No ratings yet
- Hyosung Rapia TE450Document262 pagesHyosung Rapia TE450panpols1No ratings yet