You might also like
- ELEC9715 Exam PrepQuestionsDocument25 pagesELEC9715 Exam PrepQuestionsDavid VangNo ratings yet
- Environmental Science: Quarter 3 - Module 4: The Effect of Human Interactions With The EnvironmentDocument20 pagesEnvironmental Science: Quarter 3 - Module 4: The Effect of Human Interactions With The EnvironmentAshMere Montesines80% (5)
- Photovoltaic Design & Installation For Dummies Cheat Sheet - For DummiesDocument3 pagesPhotovoltaic Design & Installation For Dummies Cheat Sheet - For DummiesEder LuizNo ratings yet
- PCM-Based Building Envelope Systems: Benjamin DurakovićDocument201 pagesPCM-Based Building Envelope Systems: Benjamin DurakovićLam DesmondNo ratings yet
- Bioethanol Production From Sugarcane Bagasse Using Fermentation ProcessDocument9 pagesBioethanol Production From Sugarcane Bagasse Using Fermentation ProcessHarsh DoshiNo ratings yet
- IBG 202 LAB 6 Production of EthanolDocument5 pagesIBG 202 LAB 6 Production of EthanolLow Pik KuanNo ratings yet
- Soya Yağ Asit EtkileriDocument11 pagesSoya Yağ Asit Etkilerik_2_kNo ratings yet
- 15jan12 - 163611 - Kunchada SingasintuDocument4 pages15jan12 - 163611 - Kunchada SingasintuRizka Rinda PramastiNo ratings yet
- A Step Towards Environmental Waste Management and Sustainable Biofuel (Ethanol) Production From Waste Banana PeelingsDocument7 pagesA Step Towards Environmental Waste Management and Sustainable Biofuel (Ethanol) Production From Waste Banana PeelingsAJER JOURNALNo ratings yet
- Sweet Sorghum For Ethanol ProductionDocument8 pagesSweet Sorghum For Ethanol ProductionCAROLINNE NICOLE CARDENAS PEREZNo ratings yet
- Yeast in Batch Culture - Expt - 4 - Shake Flask - Part 1 - 4th EdDocument7 pagesYeast in Batch Culture - Expt - 4 - Shake Flask - Part 1 - 4th EdRachel HechanovaNo ratings yet
- Bioethanol Production From Cotton Waste Using Cellulase Extracted From SpeciesDocument9 pagesBioethanol Production From Cotton Waste Using Cellulase Extracted From SpeciesDr-Muhammad Asim UmerNo ratings yet
- Factors Affecting Ethanol Fermentation Using SaccharomycesDocument7 pagesFactors Affecting Ethanol Fermentation Using SaccharomycesLl FfNo ratings yet
- Final Defense PPT BackupDocument26 pagesFinal Defense PPT BackupmayheartNo ratings yet
- PROSES PRODUKSI ETANOL OLEH Saccharomyces Cerivisiae Dengan Operasi Kontinyu Pada Kondisi VakumDocument6 pagesPROSES PRODUKSI ETANOL OLEH Saccharomyces Cerivisiae Dengan Operasi Kontinyu Pada Kondisi VakumAnik AndayaniNo ratings yet
- Production of Ethanol From MolassesDocument5 pagesProduction of Ethanol From MolassesKrishna PotluriNo ratings yet
- BBRAV11SplEditionP187 192Document6 pagesBBRAV11SplEditionP187 192Dava ErwinNo ratings yet
- Bio EthanolDocument12 pagesBio EthanolGuru MoorthyNo ratings yet
- Research India Publications Alcohol ProductionDocument8 pagesResearch India Publications Alcohol ProductionMaikol VargasNo ratings yet
- Yeast IsolationDocument6 pagesYeast IsolationdyahNo ratings yet
- 6 Ijasrjun20196Document8 pages6 Ijasrjun20196TJPRC PublicationsNo ratings yet
- Cd4057 Production of Bioethanol From Tapioca StarchDocument25 pagesCd4057 Production of Bioethanol From Tapioca StarchKroya HunNo ratings yet
- Bioetanol Por TrichodermaDocument7 pagesBioetanol Por TrichodermaJeah Gogh GoahhNo ratings yet
- Production of Glucose From Wheat Straw Using Aspergillus: NigerDocument6 pagesProduction of Glucose From Wheat Straw Using Aspergillus: NigerRhend Abee Reyen BhiegwallNo ratings yet
- Production of Protein Hydrolysate From Tofu Dregs Using TheDocument7 pagesProduction of Protein Hydrolysate From Tofu Dregs Using TheFerdinand SuryaNo ratings yet
- Fermentation 04 00045Document12 pagesFermentation 04 00045hmossNo ratings yet
- Potential of Taiwan Sorghum Spirits Lees For The Production of BioethanolDocument21 pagesPotential of Taiwan Sorghum Spirits Lees For The Production of Bioethanolrichardson sitohangNo ratings yet
- Ethyl Alcohol Production and OptimisationDocument5 pagesEthyl Alcohol Production and Optimisationakash sawarkarNo ratings yet
- Beet Sugar Bioethanol FermentationDocument12 pagesBeet Sugar Bioethanol FermentationDavidNo ratings yet
- Artigo Bioetanol 2008Document6 pagesArtigo Bioetanol 2008Brigida RodriguesNo ratings yet
- Bioethanol Production From Cassava (Manihot Esculenta) Peel Using Yeast Isolated From Durian (Durio Zhibetinus)Document8 pagesBioethanol Production From Cassava (Manihot Esculenta) Peel Using Yeast Isolated From Durian (Durio Zhibetinus)Chinwuba Samuel EbukaNo ratings yet
- IOP Conf VinegarDocument9 pagesIOP Conf VinegarJuniawatiNo ratings yet
- Bioethanol Production From SugDocument9 pagesBioethanol Production From SugTeuku SabarullahNo ratings yet
- BioRes 07 2 1540 Ding HO Compar Pretreat Strat Coconut Husk Sugars 2491 PDFDocument8 pagesBioRes 07 2 1540 Ding HO Compar Pretreat Strat Coconut Husk Sugars 2491 PDFNatasha Mgt JoharNo ratings yet
- Characterization of Alcohol Resistant Yeast Saccharomyces Cerevisiae Isolated From ToddyDocument7 pagesCharacterization of Alcohol Resistant Yeast Saccharomyces Cerevisiae Isolated From ToddyfikerykNo ratings yet
- Jurnal Allyza Format PertanikaDocument18 pagesJurnal Allyza Format PertanikaPapanya AyuNo ratings yet
- A Study On Some Efficient Parameters in Batch Fermentation of Ethanol Using SC1 Extracted From Fermented Siahe Sardasht PomaceDocument7 pagesA Study On Some Efficient Parameters in Batch Fermentation of Ethanol Using SC1 Extracted From Fermented Siahe Sardasht PomaceGaby RoblesNo ratings yet
- Final11 DefenseDocument13 pagesFinal11 Defensemayheart100% (1)
- Waste Dried Leaves Neem and Moringa in The Production of Bioethanol Using Saccharomyces Cerevisiae.Document3 pagesWaste Dried Leaves Neem and Moringa in The Production of Bioethanol Using Saccharomyces Cerevisiae.International Journal of Innovative Science and Research TechnologyNo ratings yet
- Fermentation Kinetics and Ethanol Production From Different Sweet Sorghum VarietiesDocument8 pagesFermentation Kinetics and Ethanol Production From Different Sweet Sorghum VarietiesSheetal DeshmukhNo ratings yet
- Fermentasi Tetes Tebu Dari Pabrik Gula Pagotan Madiun MENGGUNAKAN Saccharomyces Cerevisiae UNTUK MENGHASILKAN Bioetanol Dengan Variasi PH Dan Lama FermentasiDocument8 pagesFermentasi Tetes Tebu Dari Pabrik Gula Pagotan Madiun MENGGUNAKAN Saccharomyces Cerevisiae UNTUK MENGHASILKAN Bioetanol Dengan Variasi PH Dan Lama FermentasiGrazeilaNo ratings yet
- Mal J Microbiol 2015112163-169Document8 pagesMal J Microbiol 2015112163-169keneth john manayagaNo ratings yet
- Ethanol ProductionDocument11 pagesEthanol ProductionAravind PVNo ratings yet
- The Making of Pomegranate Wine Using Yeast Immobilized On SoDocument6 pagesThe Making of Pomegranate Wine Using Yeast Immobilized On SoNguyenThaiAnhNo ratings yet
- Riginal Esearch Rticle: Ethanol Production From Waste MaterialsDocument11 pagesRiginal Esearch Rticle: Ethanol Production From Waste Materialsriki al biruniNo ratings yet
- Production of Acetone-Butanol-Ethanol (ABE) in A Continuous Flow Bioreactor Using Degermed Corn and Clostridium BeijerinckiiDocument6 pagesProduction of Acetone-Butanol-Ethanol (ABE) in A Continuous Flow Bioreactor Using Degermed Corn and Clostridium BeijerinckiiTristanTanNo ratings yet
- Optimization of The Pretreatment of Wheat Straw For Production of BioethanolDocument5 pagesOptimization of The Pretreatment of Wheat Straw For Production of BioethanolNiranjan Narayan GoriwaleNo ratings yet
- Study 2010Document7 pagesStudy 2010hoplittaNo ratings yet
- The Study of Enzyme Hydrolysis Saccharification Process of Stems and Leaves of BananaDocument6 pagesThe Study of Enzyme Hydrolysis Saccharification Process of Stems and Leaves of BananaBarnabas Rifqi AbdulrahimNo ratings yet
- B.ing 2Document5 pagesB.ing 2Putu YogaNo ratings yet
- ViewFreeArticle PDFDocument5 pagesViewFreeArticle PDFMaria Alyssa EdañoNo ratings yet
- Modified Kinetic Model For Ethanol Fermentation From Oil Palm Trunk SapDocument7 pagesModified Kinetic Model For Ethanol Fermentation From Oil Palm Trunk SapNORAZALIZA BINTI MOHD JAMILNo ratings yet
- KrahmerDocument11 pagesKrahmermndrawNo ratings yet
- Riginal Rticle Production of Bioethanol From Cassava and Sweet Potato PeelsDocument5 pagesRiginal Rticle Production of Bioethanol From Cassava and Sweet Potato Peelswriteandrewpaul7707No ratings yet
- Biofuel From Banana Peel One Step Ahead in Sustainable Development January 2016 5796150903 5407562Document2 pagesBiofuel From Banana Peel One Step Ahead in Sustainable Development January 2016 5796150903 5407562dhenzellemaga2019No ratings yet
- 1 s2.0 S1876610214016622 Main PDFDocument7 pages1 s2.0 S1876610214016622 Main PDFJhoao VelaNo ratings yet
- Pretreatment and Hydrolysis of Cellulosic Agricultural Wastes With A Cellulase-Producing Streptomyces For Bioethanol ProductionDocument7 pagesPretreatment and Hydrolysis of Cellulosic Agricultural Wastes With A Cellulase-Producing Streptomyces For Bioethanol ProductionAndré Felipe SilvaNo ratings yet
- 3AsianJBiolLifeSci 6 3 408Document5 pages3AsianJBiolLifeSci 6 3 408AngelicGamer PlaysNo ratings yet
- Modeling and Kinetic Study of Bio-Ethanol Production From Soy Protein Concentrate By-ProductDocument6 pagesModeling and Kinetic Study of Bio-Ethanol Production From Soy Protein Concentrate By-ProductMayurkumar patilNo ratings yet
- Yeast in Batch Culture - Expt - 6 - Part 2Document7 pagesYeast in Batch Culture - Expt - 6 - Part 2Rachel HechanovaNo ratings yet
- AJ ChozhavendanDocument5 pagesAJ Chozhavendanairellvaliant888No ratings yet
- Advances in Dairy ProductsFrom EverandAdvances in Dairy ProductsFrancesco ContoNo ratings yet
- Source:: Digest of Comments Received On The Stimuli Article Published in Pharmacopeial Forum 34Document1 pageSource:: Digest of Comments Received On The Stimuli Article Published in Pharmacopeial Forum 34M Syafiq SamadNo ratings yet
- Yeast IdentificationDocument11 pagesYeast IdentificationM Syafiq SamadNo ratings yet
- Aspergillus Niger Was Used For Cellulase Production in Submerged (SMF) and Solid State Fermentation (SSF)Document9 pagesAspergillus Niger Was Used For Cellulase Production in Submerged (SMF) and Solid State Fermentation (SSF)M Syafiq SamadNo ratings yet
- Appendix - Properties of FluidDocument5 pagesAppendix - Properties of FluidM Syafiq SamadNo ratings yet
- Interview TipsDocument2 pagesInterview TipsM Syafiq SamadNo ratings yet
- Verb Tense Overview With Examples: Simple Present Simple Past Simple FutureDocument1 pageVerb Tense Overview With Examples: Simple Present Simple Past Simple FutureM Syafiq SamadNo ratings yet
- Federalization of Solid Waste in MalaysiaDocument13 pagesFederalization of Solid Waste in MalaysiaM Syafiq SamadNo ratings yet
- (Tab From: - Patrol/256868.html) : G D C G G D C G G DDocument4 pages(Tab From: - Patrol/256868.html) : G D C G G D C G G DM Syafiq SamadNo ratings yet
- Laws of Malaysia: Solid Waste and Public Cleansing Management CorporationDocument29 pagesLaws of Malaysia: Solid Waste and Public Cleansing Management CorporationM Syafiq SamadNo ratings yet
- Tree PlantingDocument37 pagesTree PlantingM Syafiq Samad100% (1)
- Assignment 2 (Question)Document2 pagesAssignment 2 (Question)M Syafiq SamadNo ratings yet
- Tutorial 1Document1 pageTutorial 1M Syafiq SamadNo ratings yet
- Tutorial 3Document3 pagesTutorial 3M Syafiq SamadNo ratings yet
- Experiment: Batch Reactor Unit Operations Lab I (CHEGR3787L) Fall 2004Document5 pagesExperiment: Batch Reactor Unit Operations Lab I (CHEGR3787L) Fall 2004Janice YanNo ratings yet
- Dye-Sensitised Solar CellDocument23 pagesDye-Sensitised Solar CellchethanNo ratings yet
- Sustainable FinalDocument43 pagesSustainable FinalSagar ShresthaNo ratings yet
- 27 Jagadeeswara ReddyDocument3 pages27 Jagadeeswara ReddyChaitanya ShahareNo ratings yet
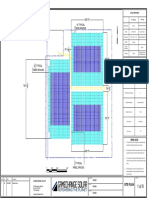
- 630'-5" 16' Typical Row Spacing: LegendDocument9 pages630'-5" 16' Typical Row Spacing: LegendSmile PlzNo ratings yet
- Geothermics: Sofía Vargas PayeraDocument7 pagesGeothermics: Sofía Vargas PayeraMuhammad Risky Maulana IndraNo ratings yet
- Cost of Solar Power Plant by Dr. S Mali & Sreepta MohantyDocument15 pagesCost of Solar Power Plant by Dr. S Mali & Sreepta MohantynarsingrameshNo ratings yet
- Econyl Qualified Protocol v1Document16 pagesEconyl Qualified Protocol v1Karina HiraNo ratings yet
- Communication To The Solar Industry On Shams Dubai - 2020Document1 pageCommunication To The Solar Industry On Shams Dubai - 2020jayapalNo ratings yet
- Quaid-e-Azam 1000MW Solar Park (Bahawalpur) Quaid-e-AzamDocument4 pagesQuaid-e-Azam 1000MW Solar Park (Bahawalpur) Quaid-e-AzamSPIKELET CRAFTSNo ratings yet
- 6 Minute English Space-Saving Solar HacksDocument5 pages6 Minute English Space-Saving Solar HacksHelin OrtaçNo ratings yet
- CleanTech Sector Report - RevisionDocument12 pagesCleanTech Sector Report - RevisionArmyta RahardhaniNo ratings yet
- Bushra Amir VIII-C-A - Impact of Design Features On Building GoalsDocument2 pagesBushra Amir VIII-C-A - Impact of Design Features On Building GoalsBushra Amir X-G-ANo ratings yet
- Open Book Exam - EE-MM-PH 301 - Sem I 2021 (F)Document4 pagesOpen Book Exam - EE-MM-PH 301 - Sem I 2021 (F)Thomas Taritong JacquesNo ratings yet
- Small Scale Hydro PowerDocument116 pagesSmall Scale Hydro Powerlamury100% (2)
- Tentative State Wise Break Up of Renewable Power by 2022Document2 pagesTentative State Wise Break Up of Renewable Power by 2022Shubham SrivastavaNo ratings yet
- HEBT2024 BrochureDocument8 pagesHEBT2024 Brochureraj RajputNo ratings yet
- Power Plant ProposalDocument6 pagesPower Plant Proposalmark dasigan0% (1)
- Organisational Study of BHEL Electronics DivisionDocument68 pagesOrganisational Study of BHEL Electronics Divisionnarendranovi70% (10)
- The Hill Chart of A Francis Turbine Is Indicated in The Figure. The Turbine Is Operating With A HeadDocument4 pagesThe Hill Chart of A Francis Turbine Is Indicated in The Figure. The Turbine Is Operating With A HeadBorja PumaresNo ratings yet
- Hot Cool 3 2012Document32 pagesHot Cool 3 2012thermosol5416No ratings yet
- Luminous Power TechnologiesDocument4 pagesLuminous Power TechnologiesviveksansonNo ratings yet
- Bitfinex Alpha - Issue 1Document28 pagesBitfinex Alpha - Issue 1Arjun SachdevaNo ratings yet
- Passive Solar Building: Guide Name - Mrs - Bharani.SDocument15 pagesPassive Solar Building: Guide Name - Mrs - Bharani.Ssaranya rNo ratings yet
- Mathematical Modeling and Digital Simulation of PV Solar PDFDocument9 pagesMathematical Modeling and Digital Simulation of PV Solar PDFMustapha El MetouiNo ratings yet
- Vision For Offshore Wind Power Industry - 1stDocument30 pagesVision For Offshore Wind Power Industry - 1stNam Hoai LeNo ratings yet
- The ROI SDGs Government Securities Framework VFDocument47 pagesThe ROI SDGs Government Securities Framework VFDirektorat Lingkungan HidupNo ratings yet