You might also like
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (844)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (590)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5810)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1092)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (401)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (346)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (897)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (540)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (822)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- ShopNotes Issue 67Document38 pagesShopNotes Issue 67qpidoneuro100% (8)
- Basics of Machining 2010 2011Document189 pagesBasics of Machining 2010 2011Steven DNo ratings yet
- Crochet Flower Beanie PatternDocument8 pagesCrochet Flower Beanie Patterndebra3edelmannNo ratings yet
- Cost SheetDocument66 pagesCost SheetShivani Kumai100% (1)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Chick Lamamamatoys 1Document24 pagesChick Lamamamatoys 1babibel19100% (5)
- Easter Bunny Doll 24Document41 pagesEaster Bunny Doll 24Daniela Franco100% (2)
- Alligator Free Crochet Pattern: Alligators Can Be Friendly and Sweet..when Made of Yarn!!Document6 pagesAlligator Free Crochet Pattern: Alligators Can Be Friendly and Sweet..when Made of Yarn!!Tea Sakura100% (1)
- Industrial Arts 6: Week 1Document9 pagesIndustrial Arts 6: Week 1arielle domingoNo ratings yet
- Europa 10TH Edition Catalogue PDFDocument530 pagesEuropa 10TH Edition Catalogue PDFnozzon7No ratings yet
- Mossy Cowl ADocument3 pagesMossy Cowl AJill KrahlingNo ratings yet
- Head Scarf Crochet PatternDocument3 pagesHead Scarf Crochet PatternSayjai of K and J DollsNo ratings yet
- Thick and Quick Large Granny SquareDocument3 pagesThick and Quick Large Granny SquareTim KuehneNo ratings yet
- To Temporarily Remove A 4 Axis From A Vertical Machining CenterDocument1 pageTo Temporarily Remove A 4 Axis From A Vertical Machining CenterPham LongNo ratings yet
- Hettich Drawer FitingsDocument23 pagesHettich Drawer FitingsgitamamNo ratings yet
- 2 B.TECH EXPERIMENT'S SEM IV - Wire DrawingDocument3 pages2 B.TECH EXPERIMENT'S SEM IV - Wire DrawingNeelNo ratings yet
- Basket of Flowers - Kids' Crafts - Fun Craft Ideas PDFDocument13 pagesBasket of Flowers - Kids' Crafts - Fun Craft Ideas PDFDigitaLit Batoul Baydoun El-BatalNo ratings yet
- 2x4 Work Bench For CheapDocument6 pages2x4 Work Bench For CheapNana Obiri Yeboa DarkoNo ratings yet
- Melt Spinning Process - Feature of Melt Spinning - Advantages and Disadvantage of Melt Spinning - Textile LearnerDocument4 pagesMelt Spinning Process - Feature of Melt Spinning - Advantages and Disadvantage of Melt Spinning - Textile LearnerrajinderNo ratings yet
- Interior Painting WoodworksDocument7 pagesInterior Painting WoodworksanaNo ratings yet
- Businessman Hand Golden Key PowerPoint TemplatesDocument48 pagesBusinessman Hand Golden Key PowerPoint Templatesdeni wahyudinNo ratings yet
- Woodworking Courses Perth OntarioDocument7 pagesWoodworking Courses Perth Ontariotvanfdifg100% (2)
- Locating Bolts Stopper Bolts / Stopper Screws: Round Head, Round TipDocument1 pageLocating Bolts Stopper Bolts / Stopper Screws: Round Head, Round Tipnguyen HungNo ratings yet
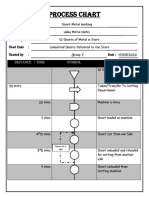
- Process Chart: Distance - Time Symbol ExplanationDocument5 pagesProcess Chart: Distance - Time Symbol ExplanationDEEPAK YNo ratings yet
- Din Handbook 193Document5 pagesDin Handbook 193rohitsharma2010No ratings yet
- MTM Lab ManualDocument23 pagesMTM Lab ManualMian Abdul Rehman100% (1)
- Perforated Cable TraysDocument19 pagesPerforated Cable TrayszkavinduNo ratings yet
- ArunDocument17 pagesArunYogesh DeshwalNo ratings yet
- Happy Hca 1201 40ttcDocument64 pagesHappy Hca 1201 40ttcJuan carlos PeriañezNo ratings yet
- Baby Cot Blanket Crochet Pattern FreeDocument26 pagesBaby Cot Blanket Crochet Pattern FreeFitriyanti Nuur KhasanahNo ratings yet
- SAW - TLP - TL E02Document2 pagesSAW - TLP - TL E02Clementine94No ratings yet