You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5819)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1092)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (845)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (590)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (897)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (540)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (348)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (822)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (401)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Sewing SDocument20 pagesSewing SmartitNo ratings yet
- BASKETRYDocument43 pagesBASKETRYCharish Monarca Rosaldes100% (2)
- Betp 1323 - Lab Sheet - Rolling and Spot WeldingDocument4 pagesBetp 1323 - Lab Sheet - Rolling and Spot Weldingsimson60% (5)
- Trnasport MGMNTDocument50 pagesTrnasport MGMNTHari PrasathNo ratings yet
- 98materials Phase DiagramsDocument27 pages98materials Phase DiagramsHari PrasathNo ratings yet
- Solubility Limit Phases Phase Equilibria Binary Isomorphous SystemsDocument8 pagesSolubility Limit Phases Phase Equilibria Binary Isomorphous SystemsHari PrasathNo ratings yet
- Tata Motors Placement Paper Whole Testpaper 4229 PDFDocument3 pagesTata Motors Placement Paper Whole Testpaper 4229 PDFHari PrasathNo ratings yet
- Smart MaterialsDocument3 pagesSmart MaterialsHari PrasathNo ratings yet
- Rural Crafts and Trades Collections Today, Part Two - The DirectoryDocument240 pagesRural Crafts and Trades Collections Today, Part Two - The DirectoryalinhanchesNo ratings yet
- Toys by Ustyushka - Oliver The GnomeDocument27 pagesToys by Ustyushka - Oliver The GnomeSilvina50% (2)
- BSP2BGEC106Acty3 2 MorenoMaryJessaDocument2 pagesBSP2BGEC106Acty3 2 MorenoMaryJessaMoreno MJNo ratings yet
- Material-Removal Processes: Cutting: Manufacturing Processes For Engineering Materials, 4th EdDocument30 pagesMaterial-Removal Processes: Cutting: Manufacturing Processes For Engineering Materials, 4th EdIgce MechNo ratings yet
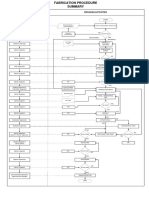
- Fabrication FlowchartDocument1 pageFabrication FlowchartDonny100% (1)
- Rectangular Tray MakingDocument6 pagesRectangular Tray MakingHell YessNo ratings yet
- City Joggers Pattern: You Can Read More About This Pattern Over at So Sew EasyDocument20 pagesCity Joggers Pattern: You Can Read More About This Pattern Over at So Sew Easyนันท์ปภัทร์ จิ้วเลี่ยนNo ratings yet
- Mis Fertilizer Project (Phase I) : Joint History SheetDocument4 pagesMis Fertilizer Project (Phase I) : Joint History Sheet汪成文No ratings yet
- Dokumen - Tips Bs 6615 Iso 8062 Ct7Document2 pagesDokumen - Tips Bs 6615 Iso 8062 Ct7luizNo ratings yet
- Profile Milling ToolsDocument20 pagesProfile Milling ToolsjishnuNo ratings yet
- Juegete DinosadurioDocument18 pagesJuegete DinosadurioMabe Pa Her100% (1)
- Hard MachiningDocument16 pagesHard MachiningAlen HusagićNo ratings yet
- Life Drawing PortfolioDocument25 pagesLife Drawing PortfolioFramePhrommetNo ratings yet
- 3 Free Crochet Baby Blanket PatternsDocument6 pages3 Free Crochet Baby Blanket PatternsPetra BellaNo ratings yet
- 4 Cover Spinning BlankDocument4 pages4 Cover Spinning BlankMuntazir DarNo ratings yet
- Woodcraft Magazine - January 2014 USADocument84 pagesWoodcraft Magazine - January 2014 USAStylianosThomadakis50% (2)
- Crochet DressDocument7 pagesCrochet DressWilma Jayakumar0% (1)
- Attachment 22 - (SECL-PIP026) Welding Consumable Issue SlipDocument5 pagesAttachment 22 - (SECL-PIP026) Welding Consumable Issue SlipRjeb mohamedNo ratings yet
- Tiered Charcuterie Serving BoardDocument7 pagesTiered Charcuterie Serving BoardAdnan HasanovicNo ratings yet
- OrgsDocument26 pagesOrgsSalman Ahmad KhanNo ratings yet
- Paper Model Edificios PDFDocument5 pagesPaper Model Edificios PDFRodríguezMoralesGabrielNo ratings yet
- Calculation in Weft KnittingDocument13 pagesCalculation in Weft KnittingFazley BD80% (10)
- Sandhar Bawal Unit - 1Document6 pagesSandhar Bawal Unit - 1Ankush SoodNo ratings yet
- Gandhinagar Institute of Technology: Mechanical DepartmentDocument14 pagesGandhinagar Institute of Technology: Mechanical DepartmentPAL PARTHIVNo ratings yet
- Tablet WeavingDocument45 pagesTablet WeavingClauDiaAltamirano100% (4)
- Zilver: by Lisa MutchDocument4 pagesZilver: by Lisa MutchAna Teresa Tereso100% (1)
- Cobra Mill ManualDocument29 pagesCobra Mill ManualCarlos Bernal GarciaNo ratings yet