You might also like
- Cracking PDFDocument53 pagesCracking PDFShabnam BanuNo ratings yet
- EOR With Penn State Surfactants: T.G. ArfDocument11 pagesEOR With Penn State Surfactants: T.G. ArfSajad FalahNo ratings yet
- Production of AmmoniaDocument4 pagesProduction of AmmoniaadeelrehmanNo ratings yet
- Fischer-Tropsch (FT) ProcessDocument18 pagesFischer-Tropsch (FT) ProcessNur Ainie Baharudin100% (4)
- Performance Assessment of A Sulphur Recovery UnitDocument9 pagesPerformance Assessment of A Sulphur Recovery Unitinara amatullahNo ratings yet
- HDT Unit Reduces Diesel SulphurDocument11 pagesHDT Unit Reduces Diesel SulphurAbhishek GogoiNo ratings yet
- 2008-04 COLOHydroAromatic MustangDocument10 pages2008-04 COLOHydroAromatic MustangGarry DavidNo ratings yet
- Class 9 Oxygenated Organics and Fuels From CO2Document22 pagesClass 9 Oxygenated Organics and Fuels From CO2Yash ChorariaNo ratings yet
- Modelling of Claus Sulfur Recovery UnitDocument5 pagesModelling of Claus Sulfur Recovery UnitTifano KhristiyantoNo ratings yet
- H2 ProductionDocument25 pagesH2 ProductionMohini SharmaNo ratings yet
- 1 PDFDocument15 pages1 PDFJulian Ruiz MejiaNo ratings yet
- Simulation of Methanol Synthesis in Packed Bed Reactor Based On Gas From Biomass GasificationDocument9 pagesSimulation of Methanol Synthesis in Packed Bed Reactor Based On Gas From Biomass GasificationHaris Surya HidayatNo ratings yet
- Gas PurificationDocument26 pagesGas PurificationMahmud Rahman BizoyNo ratings yet
- Cr91 Refineryemissions 2003 01872 01 eDocument4 pagesCr91 Refineryemissions 2003 01872 01 eIndra RosadiNo ratings yet
- Hydrogen ProductionDocument26 pagesHydrogen Productionsorincarmen88No ratings yet
- Lecture 11Document11 pagesLecture 11Qasim KhanNo ratings yet
- Praxair CO2EmissionsReductionCapture WhitepaperDocument10 pagesPraxair CO2EmissionsReductionCapture WhitepaperBryan SaliNo ratings yet
- Ammonia-Urea Industry in BangladeshDocument28 pagesAmmonia-Urea Industry in BangladeshHumayun Rashid Khan100% (1)
- DHDSDocument36 pagesDHDSravichandraNo ratings yet
- 5 Vasnat KumarDocument108 pages5 Vasnat Kumarpkgarg_iitkgp100% (1)
- Perovskites As Catalysts Precursors: Synthesis and CharacterizationDocument7 pagesPerovskites As Catalysts Precursors: Synthesis and Characterizationjessica valenciaNo ratings yet
- Ammonia Plant Design For 1 MtpaDocument43 pagesAmmonia Plant Design For 1 MtpaPrateek Mall67% (3)
- 1.1 Fischer-Tropsch (FT) Process: Figure 1.1 Possible Reactions From Synthesis GasDocument18 pages1.1 Fischer-Tropsch (FT) Process: Figure 1.1 Possible Reactions From Synthesis GasGonzalo Tito100% (1)
- Deactivation of A Cuo-Zno-Al O / O Catalyst in The Synthesis of Dimethyl EtherDocument10 pagesDeactivation of A Cuo-Zno-Al O / O Catalyst in The Synthesis of Dimethyl EtheryahyaNo ratings yet
- (192 - CATtech) Group 03 - Hydrogen Production and Synthesis Gas Reactions - FinalDocument20 pages(192 - CATtech) Group 03 - Hydrogen Production and Synthesis Gas Reactions - FinalNguyễn Văn HòaNo ratings yet
- Hoja Tecnica Monoxido de CarbonoDocument6 pagesHoja Tecnica Monoxido de CarbonoLuna ArboledaNo ratings yet
- 2001 Elemental Sulfur As An Effective Promoter For The Catalytic Hydrocracking of Arabian Vacuum ResidueDocument5 pages2001 Elemental Sulfur As An Effective Promoter For The Catalytic Hydrocracking of Arabian Vacuum Residueيا بقية الله ادركناNo ratings yet
- Hydrocarbons: Hydrocarbons Are Two TypesDocument35 pagesHydrocarbons: Hydrocarbons Are Two Typesdebraj sethiNo ratings yet
- Chanchal Dmepetrofedpaper2014Document7 pagesChanchal Dmepetrofedpaper2014Luis Miguel Silva FernandezNo ratings yet
- Catalizator pentru hidrogenarea uleiului vegetal - articol științificDocument10 pagesCatalizator pentru hidrogenarea uleiului vegetal - articol științificcmineliandreeaNo ratings yet
- Christian College TalkDocument34 pagesChristian College Talkvazzoleralex6884No ratings yet
- Teknologi Pemrosesan Gas (TKK 564)Document31 pagesTeknologi Pemrosesan Gas (TKK 564)Ari DudamelNo ratings yet
- CHEMICAL REGENERATION OF A - 1972 - Applications of New Concepts of Physical CheDocument11 pagesCHEMICAL REGENERATION OF A - 1972 - Applications of New Concepts of Physical CheJohanna Carolina Bain LoayzaNo ratings yet
- Refinery OverviewDocument79 pagesRefinery Overviewchikukotwal100% (1)
- Define Steam Reforming Process?: Chemical Reaction Carbon Monoxide Water Vapor Carbon Dioxide HydrogenDocument7 pagesDefine Steam Reforming Process?: Chemical Reaction Carbon Monoxide Water Vapor Carbon Dioxide Hydrogenjeevanantham 5846No ratings yet
- Sulfur and Hydrogen Sulfide RecoveryDocument27 pagesSulfur and Hydrogen Sulfide RecoveryChemical.AliNo ratings yet
- Bio-Oil Production From Low-Rank Coal Via Novel Catalytic Microwave Pyrolysis Using AC+Fe2 (SO4) 3 and HZSM-5+Fe2 (SO4) 3Document11 pagesBio-Oil Production From Low-Rank Coal Via Novel Catalytic Microwave Pyrolysis Using AC+Fe2 (SO4) 3 and HZSM-5+Fe2 (SO4) 3Trisna Kumala DhaniswaraNo ratings yet
- CATALYSISDocument7 pagesCATALYSISJudy Ann Leyco BartolataNo ratings yet
- DesulphurizationDocument43 pagesDesulphurizationNithinKallayilNo ratings yet
- 1415 Exam 1 Answers (ICP) (EN)Document8 pages1415 Exam 1 Answers (ICP) (EN)김하은No ratings yet
- Nanoporous Catalysts for Biomass ConversionFrom EverandNanoporous Catalysts for Biomass ConversionFeng-Shou XiaoNo ratings yet
- Chemical Engineering Tutorial Process FlowsheetDocument5 pagesChemical Engineering Tutorial Process FlowsheetSHARAD SHARMANo ratings yet
- Hydrogen Production Process in RefineryDocument48 pagesHydrogen Production Process in RefineryAshish100% (2)
- Autothermal Reforming ProcessDocument9 pagesAutothermal Reforming ProcessOliver Everett EspinoNo ratings yet
- Phenol Synthesis via Cumene Hydroperoxide Cleavage (Hock MethodDocument10 pagesPhenol Synthesis via Cumene Hydroperoxide Cleavage (Hock MethodRizkyanto NugrohoNo ratings yet
- Carboxylic Acid Derivatives: Acyl ChlorideDocument41 pagesCarboxylic Acid Derivatives: Acyl ChlorideFariz SharudinNo ratings yet
- Pyrolysis Furnace Rev 1 PDFDocument11 pagesPyrolysis Furnace Rev 1 PDFKmajdianNo ratings yet
- Water-Gas Shift Reaction Catalysts and ApplicationsDocument68 pagesWater-Gas Shift Reaction Catalysts and Applicationsdejla670% (1)
- Simulation of The Catalytic Partial Oxidation of Methane To Synthesis Gas by D.groote, FromentDocument20 pagesSimulation of The Catalytic Partial Oxidation of Methane To Synthesis Gas by D.groote, FromentMOHAMMAD HASHIM KHAN100% (1)
- Hgu ProcessDocument8 pagesHgu ProcessAbhishek GogoiNo ratings yet
- College of Engineering Department of Petroleum and Chemical Engineering Course Name: Petroleum Refining Operations Fall SemesterDocument23 pagesCollege of Engineering Department of Petroleum and Chemical Engineering Course Name: Petroleum Refining Operations Fall Semestermalak100% (1)
- HYT Notes Part III Cracking and OthersDocument27 pagesHYT Notes Part III Cracking and OthersJayNo ratings yet
- Hydrotreating_and_hydrocracking_catalystDocument4 pagesHydrotreating_and_hydrocracking_catalystcmineliandreeaNo ratings yet
- Syn Gas: Nomula Devadeekshith B130943Ch Omprakash Hada B130980Ch Poluparthi Jagadish B130322ChDocument16 pagesSyn Gas: Nomula Devadeekshith B130943Ch Omprakash Hada B130980Ch Poluparthi Jagadish B130322ChkamauNo ratings yet
- Unit II - Final-1Document40 pagesUnit II - Final-1S kabileshNo ratings yet
- Contact ProcessDocument19 pagesContact ProcessLeela Santosh KumarNo ratings yet
- Equilibrium Concepts in Industrial ProcessesDocument2 pagesEquilibrium Concepts in Industrial ProcessesSahanNivanthaNo ratings yet
- Synthetic Natural Gas: From Coal, Dry Biomass, and Power-to-Gas ApplicationsFrom EverandSynthetic Natural Gas: From Coal, Dry Biomass, and Power-to-Gas ApplicationsTilman J. SchildhauerNo ratings yet
- Bio-Based SolventsFrom EverandBio-Based SolventsFrançois JérômeNo ratings yet
- Hydrogen Production TechnologiesFrom EverandHydrogen Production TechnologiesMehmet SankirNo ratings yet
- 7th Pipeline Technology Conference 2012Document17 pages7th Pipeline Technology Conference 2012Gabo Montaño MendozaNo ratings yet
- Trigonometric Functions: A Mathematician Knows How To Solve A Problem, He Can Not Solve It. - MILNEDocument37 pagesTrigonometric Functions: A Mathematician Knows How To Solve A Problem, He Can Not Solve It. - MILNEnizam17100% (1)
- Flash Tank vs. HEX Economizer Refrigeration System - Campbell Tip of The Month PDFDocument3 pagesFlash Tank vs. HEX Economizer Refrigeration System - Campbell Tip of The Month PDFnizam17No ratings yet
- 2Document6 pages2DavidNo ratings yet
- ATI Automatic Line Break Control moduleDocument2 pagesATI Automatic Line Break Control modulenizam17No ratings yet
- Steam Hydrocarbon Reforming, Hydrogen Reformer, Steam Methane Reformer - Products and Services - SELAS FLUID A Linde Engineering Division MemberDocument1 pageSteam Hydrocarbon Reforming, Hydrogen Reformer, Steam Methane Reformer - Products and Services - SELAS FLUID A Linde Engineering Division Membernizam17100% (1)
- Fs Excel 2007 VBADocument7 pagesFs Excel 2007 VBADutaQNo ratings yet
- Recommended Books For Class12Document3 pagesRecommended Books For Class12subhamay100% (8)
- Sizing Shell and Tube Heat ExchangerDocument17 pagesSizing Shell and Tube Heat ExchangerCallum Biggs100% (3)
- Indian Standard: Glossary of Terms Relating To Air PollutionDocument42 pagesIndian Standard: Glossary of Terms Relating To Air PollutionSrinivasa MadhusudhanaNo ratings yet
- Hcalory M69 Product ManualDocument61 pagesHcalory M69 Product ManualTârnăvean Valeriu-DanNo ratings yet
- Sae J313 1998 (En)Document35 pagesSae J313 1998 (En)Oh No PotatoNo ratings yet
- 2500 Product BrochureDocument6 pages2500 Product BrochuredevsystemNo ratings yet
- Spray Booths 2010 CầnDocument20 pagesSpray Booths 2010 Cầnchâu ngôNo ratings yet
- Eiapp 01Document2 pagesEiapp 01ifpradogNo ratings yet
- TEPZZ - 6Z768B - T: European Patent SpecificationDocument23 pagesTEPZZ - 6Z768B - T: European Patent Specificationzweisteine777No ratings yet
- 130946483345488334heavy Vehicle Annual Test Manual DRAFT10Document60 pages130946483345488334heavy Vehicle Annual Test Manual DRAFT10vprajan82No ratings yet
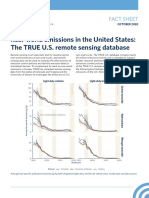
- Fact Sheet: Real-World Emissions in The United StatesDocument3 pagesFact Sheet: Real-World Emissions in The United StatesThe International Council on Clean TransportationNo ratings yet
- Bench Trial Order - Diesel Brothers Hit With $850,000 Air Pollution PenaltyDocument58 pagesBench Trial Order - Diesel Brothers Hit With $850,000 Air Pollution PenaltyAdam ForgieNo ratings yet
- Railway Diesel Engines Instalation ManualDocument40 pagesRailway Diesel Engines Instalation ManualNelson AlvarezNo ratings yet
- Assignment - 107 Report 1Document16 pagesAssignment - 107 Report 1Warla Rahman Maha 2131503630No ratings yet
- Carbon Reduction Analysis of Malaysian Green Port OperationDocument7 pagesCarbon Reduction Analysis of Malaysian Green Port OperationJametiya MarlisNo ratings yet
- B9RDocument4 pagesB9RPhilippine Bus Enthusiasts Society100% (1)
- Erp Erp: Installation and User Guide For Warm Air Heater Modules PRH (2-Stage) and PCH (Modulating and Condensing)Document56 pagesErp Erp: Installation and User Guide For Warm Air Heater Modules PRH (2-Stage) and PCH (Modulating and Condensing)Ciprian BalcanNo ratings yet
- GE Waukesha 275GL Bro US 5-10-17Document8 pagesGE Waukesha 275GL Bro US 5-10-17YanethNo ratings yet
- ReheatingFurnacesAndHeatingTechnologies EN 04-14Document48 pagesReheatingFurnacesAndHeatingTechnologies EN 04-14Felipe Andres Jaque DelgadoNo ratings yet
- Volvo d11H, d13H, and D16H Engines Operator's ManualDocument175 pagesVolvo d11H, d13H, and D16H Engines Operator's ManualBui Xuan Duc100% (3)
- Unsw Ume m2 Environcontam NotesDocument106 pagesUnsw Ume m2 Environcontam Noteskrainajacka100% (1)
- Experimental investigation of an aqua silencer for noise and emission reductionDocument7 pagesExperimental investigation of an aqua silencer for noise and emission reductionDesha Bandhu.1993.No ratings yet
- Cape Chem U2 P2 2006Document13 pagesCape Chem U2 P2 2006Daniella SalandyNo ratings yet
- Reduce Exhaust Spread with Fuel Nozzle ServicesDocument5 pagesReduce Exhaust Spread with Fuel Nozzle Serviceschdeepak96100% (6)
- QSB 6.7 230 3000 Id-08may13 PDFDocument3 pagesQSB 6.7 230 3000 Id-08may13 PDFmech118No ratings yet
- History of Emission Standards in India - A Critical Review: Elavarasan.G, Kannan.M, Karthikeyan.DDocument8 pagesHistory of Emission Standards in India - A Critical Review: Elavarasan.G, Kannan.M, Karthikeyan.DKannan MuthuNo ratings yet
- VPSSS-SGB Low NOx Register Burner BulletinDocument2 pagesVPSSS-SGB Low NOx Register Burner BulletinIman KhavvajiNo ratings yet
- CI engine performance using camphor and polango oil blendDocument17 pagesCI engine performance using camphor and polango oil blendThanigaivel ANo ratings yet
- Civic Repair and Maintenance PDFDocument2,722 pagesCivic Repair and Maintenance PDFMilana PetrovNo ratings yet
- Waste Heat Recovery BoilerDocument28 pagesWaste Heat Recovery BoilerNath Boyapati100% (2)
- Thermal Plasma Decomposition of Fluorinated Greenhouse GasesDocument12 pagesThermal Plasma Decomposition of Fluorinated Greenhouse GasesSai Santhosh ManepallyNo ratings yet
- 3516B, 1600 kW-2000 kVA PDFDocument6 pages3516B, 1600 kW-2000 kVA PDFbambangNo ratings yet