You might also like
- Praxair CO2EmissionsReductionCapture WhitepaperDocument10 pagesPraxair CO2EmissionsReductionCapture WhitepaperBryan SaliNo ratings yet
- Combustion of Pulverised Coal in a Mixture of Oxygen and Recycled Flue GasFrom EverandCombustion of Pulverised Coal in a Mixture of Oxygen and Recycled Flue GasNo ratings yet
- Methanol Synthesis (Safety)Document16 pagesMethanol Synthesis (Safety)furqankausarhaiderNo ratings yet
- Clean Ironmaking and Steelmaking Processes: Efficient Technologies for Greenhouse Emissions AbatementFrom EverandClean Ironmaking and Steelmaking Processes: Efficient Technologies for Greenhouse Emissions AbatementNo ratings yet
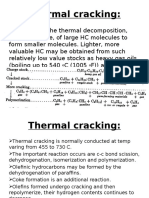
- CrackingDocument32 pagesCrackingMuhammad HAmAd QureshiNo ratings yet
- Synthetic Natural Gas: From Coal, Dry Biomass, and Power-to-Gas ApplicationsFrom EverandSynthetic Natural Gas: From Coal, Dry Biomass, and Power-to-Gas ApplicationsTilman J. SchildhauerNo ratings yet
- c06s02 PDFDocument6 pagesc06s02 PDFDewiRSNo ratings yet
- CalcinationDocument7 pagesCalcinationVelu ManiNo ratings yet
- Nanoporous Catalysts for Biomass ConversionFrom EverandNanoporous Catalysts for Biomass ConversionFeng-Shou XiaoNo ratings yet
- Maximizing Rhodium Recovery in the Methyl Acetate Carbonylation ProcessDocument19 pagesMaximizing Rhodium Recovery in the Methyl Acetate Carbonylation ProcessJohn Patrick DagleNo ratings yet
- Research Highlights in New Catalytic Technologies: 1.theme DescriptionDocument13 pagesResearch Highlights in New Catalytic Technologies: 1.theme Descriptiondie_1No ratings yet
- CT4485 Exam 31-01-2012 With AnswersDocument7 pagesCT4485 Exam 31-01-2012 With AnswersVali100% (1)
- Synthesis GasDocument8 pagesSynthesis GasTotok IswantoNo ratings yet
- Yan 2010Document4 pagesYan 2010Karen MaryNo ratings yet
- Yeo Il Yoon, Il Hyun Baek, and Sang Do Park: To Whom All Correspondence Should Be Addressed. (E-Mail: Ihbaek@kier - Re.kr)Document8 pagesYeo Il Yoon, Il Hyun Baek, and Sang Do Park: To Whom All Correspondence Should Be Addressed. (E-Mail: Ihbaek@kier - Re.kr)Mohammed AsherNo ratings yet
- Boiler 1Document11 pagesBoiler 1Krishna KumarNo ratings yet
- FoulingDocument4 pagesFoulingJorge Cruz CidNo ratings yet
- Executive Summary - InDAdeptGDocument5 pagesExecutive Summary - InDAdeptGAvik BhaiNo ratings yet
- CrackingDocument28 pagesCrackingzaraNo ratings yet
- 2008-04 COLOHydroAromatic MustangDocument10 pages2008-04 COLOHydroAromatic MustangGarry DavidNo ratings yet
- Coking and Thermal ProcessesDocument8 pagesCoking and Thermal ProcessesWulandariNo ratings yet
- Coking and Thermal ProcessDocument26 pagesCoking and Thermal Processkuldeep100% (3)
- Thermal and catalytic conversion processes for hydrocarbon crackingDocument54 pagesThermal and catalytic conversion processes for hydrocarbon crackingSaiPavanNo ratings yet
- Coke Steam ReformingDocument13 pagesCoke Steam ReformingmukthiyarsNo ratings yet
- Aerated LagoonDocument26 pagesAerated LagoonRafiqul IslamNo ratings yet
- Co2 Capture and Storage in IGCC PlantsDocument23 pagesCo2 Capture and Storage in IGCC PlantsAbhiram KukunuriNo ratings yet
- 1 PDFDocument15 pages1 PDFJulian Ruiz MejiaNo ratings yet
- Deisel Hydrotreating UnitDocument9 pagesDeisel Hydrotreating UnitRittu Paul100% (1)
- In This Project We Will Design A Treatment Station, So We: - Pond ClassificationDocument16 pagesIn This Project We Will Design A Treatment Station, So We: - Pond ClassificationSayed Abo ElkhairNo ratings yet
- TEST BKC4543 Sem 1 20192020Document5 pagesTEST BKC4543 Sem 1 20192020mustaf mohamedNo ratings yet
- Delayed Coker Fired Heater Designand Operation Fouling PDFDocument10 pagesDelayed Coker Fired Heater Designand Operation Fouling PDFMajid MohebbifarNo ratings yet
- Coal To Methanol p2Document8 pagesCoal To Methanol p2moeeezNo ratings yet
- Simulation of Methanol Synthesis in Packed Bed Reactor Based On Gas From Biomass GasificationDocument9 pagesSimulation of Methanol Synthesis in Packed Bed Reactor Based On Gas From Biomass GasificationHaris Surya HidayatNo ratings yet
- Coking TechnologyDocument32 pagesCoking TechnologyzamijakaNo ratings yet
- Seminar Assignments - Assignment 4 Questions + Answers Seminar Assignments - Assignment 4 Questions + AnswersDocument6 pagesSeminar Assignments - Assignment 4 Questions + Answers Seminar Assignments - Assignment 4 Questions + AnswersHenry KimNo ratings yet
- New Approach of Retorting of Huadian Oil Shale in Order To Reduce CO and CO EmissionsDocument8 pagesNew Approach of Retorting of Huadian Oil Shale in Order To Reduce CO and CO EmissionsIOSRJEN : hard copy, certificates, Call for Papers 2013, publishing of journalNo ratings yet
- Alkali Activation of Fly Ashes, Part 1Document7 pagesAlkali Activation of Fly Ashes, Part 1Tan Khoa NguyenNo ratings yet
- Ammonia-Urea Industry in BangladeshDocument28 pagesAmmonia-Urea Industry in BangladeshHumayun Rashid Khan100% (1)
- Contact ProcessDocument19 pagesContact ProcessLeela Santosh KumarNo ratings yet
- CO2 Separation TechnologiesDocument14 pagesCO2 Separation TechnologiesbltzkrigNo ratings yet
- Major causes and processes for sulphur recovery and sweetening of petroleum streamsDocument12 pagesMajor causes and processes for sulphur recovery and sweetening of petroleum streamsnizam17No ratings yet
- Paper On Gasification OptionsDocument20 pagesPaper On Gasification OptionsWaqar AhmedNo ratings yet
- Design, Process Simulation and Construction of An Atmospheric Dual Fluidized Bed CombustionDocument9 pagesDesign, Process Simulation and Construction of An Atmospheric Dual Fluidized Bed Combustionapi-3799861No ratings yet
- Coal Gasification Using AspenDocument6 pagesCoal Gasification Using AspenTaniadi Suria100% (1)
- Hydrogen Gas Production by Partial OxidaDocument69 pagesHydrogen Gas Production by Partial OxidaChinwuba Samuel EbukaNo ratings yet
- Refining ProcessesDocument236 pagesRefining ProcessesAndres Oliveros GuerreroNo ratings yet
- 5A1. Hydrogen Production by Reaction Integrated Novel Gasification Process (Hypr-Ring)Document2 pages5A1. Hydrogen Production by Reaction Integrated Novel Gasification Process (Hypr-Ring)TrifosaAjengRiswantiWulandariNo ratings yet
- Ammonia Plant Design For 1 MtpaDocument43 pagesAmmonia Plant Design For 1 MtpaPrateek Mall67% (3)
- Production of Pure Hydrogen by Ethanol DehydrogenationDocument9 pagesProduction of Pure Hydrogen by Ethanol DehydrogenationAbdulwahid SultanNo ratings yet
- Italy Hydrogen Production SteamDocument10 pagesItaly Hydrogen Production Steamsorincarmen88No ratings yet
- 1) Introduction To VCM Process: 1.1vinyl Chloride From AcetyleneDocument12 pages1) Introduction To VCM Process: 1.1vinyl Chloride From AcetyleneSaleamlak ZerihunNo ratings yet
- Solid Acid Catalysts for Sustainable BiodieselDocument7 pagesSolid Acid Catalysts for Sustainable BiodieselChau MaiNo ratings yet
- Simulation of Processes For Efficient Methanol Production Using Co and Solar EnergyDocument6 pagesSimulation of Processes For Efficient Methanol Production Using Co and Solar EnergyaitormrNo ratings yet
- Gas PurificationDocument26 pagesGas PurificationMahmud Rahman BizoyNo ratings yet
- HDT Unit Reduces Diesel SulphurDocument11 pagesHDT Unit Reduces Diesel SulphurAbhishek GogoiNo ratings yet
- Process DescriptionDocument9 pagesProcess DescriptionnoelNo ratings yet
- Boiler QuestionsDocument39 pagesBoiler Questionssk3146100% (11)
- Autothermal Reforming of Methane Design and PerforDocument7 pagesAutothermal Reforming of Methane Design and Perforromi moriNo ratings yet
- Biological Nutrient RemovalDocument1 pageBiological Nutrient Removalkim haksongNo ratings yet
- Effects of Temperature and Hydraulic Residence Time HR - 2008 - Biomedical andDocument7 pagesEffects of Temperature and Hydraulic Residence Time HR - 2008 - Biomedical andJohanna Carolina Bain LoayzaNo ratings yet
- Effects of Sponge Pore Size On The Performance of A Down FL - 2018 - SustainableDocument7 pagesEffects of Sponge Pore Size On The Performance of A Down FL - 2018 - SustainableJohanna Carolina Bain LoayzaNo ratings yet
- Electrochemical Communication in Anaerobic Dig - 2018 - Chemical Engineering JouDocument12 pagesElectrochemical Communication in Anaerobic Dig - 2018 - Chemical Engineering JouJohanna Carolina Bain LoayzaNo ratings yet
- Anaerobic Treatment of N N Dimethylformamide Containing Hi - 2019 - Science of TDocument13 pagesAnaerobic Treatment of N N Dimethylformamide Containing Hi - 2019 - Science of TJohanna Carolina Bain LoayzaNo ratings yet
- Bioresource Technology: Xueqing Shi, Kwok Yii Leong, How Yong NGDocument7 pagesBioresource Technology: Xueqing Shi, Kwok Yii Leong, How Yong NGJohanna Carolina Bain LoayzaNo ratings yet
- Treatment of Industrial Dyeing Wastewater With A Pilot Sca - 2018 - Bioresource PDFDocument9 pagesTreatment of Industrial Dyeing Wastewater With A Pilot Sca - 2018 - Bioresource PDFJohanna Carolina Bain LoayzaNo ratings yet
- Upflow Anaerobic Dynamic Membrane Bioreactor AnDMBR For Wa - 2019 - Chemical E PDFDocument10 pagesUpflow Anaerobic Dynamic Membrane Bioreactor AnDMBR For Wa - 2019 - Chemical E PDFJohanna Carolina Bain LoayzaNo ratings yet
- 6th Central Pay Commission Salary CalculatorDocument15 pages6th Central Pay Commission Salary Calculatorrakhonde100% (436)
- COMPARATIVE COST OF TERTIARY - 1972 - Applications of New Concepts of PhysicalDocument13 pagesCOMPARATIVE COST OF TERTIARY - 1972 - Applications of New Concepts of PhysicalJohanna Carolina Bain LoayzaNo ratings yet
- Using Coconut Husks in A Full Scale Decentralized Wastewater TR - 2019 - Ecologi PDFDocument6 pagesUsing Coconut Husks in A Full Scale Decentralized Wastewater TR - 2019 - Ecologi PDFJohanna Carolina Bain LoayzaNo ratings yet
- PREFACE - 1972 - Applications of New Concepts of Physical Chemical Wastewater TRDocument1 pagePREFACE - 1972 - Applications of New Concepts of Physical Chemical Wastewater TRJohanna Carolina Bain LoayzaNo ratings yet
- Customizing Anaerobic Digestion Coupled Processes For - 2019 - Renewable and SusDocument11 pagesCustomizing Anaerobic Digestion Coupled Processes For - 2019 - Renewable and SusJohanna Carolina Bain LoayzaNo ratings yet
- Treatment of Campus Domestic Wastewater Using Ambien - 2019 - International Biod PDFDocument6 pagesTreatment of Campus Domestic Wastewater Using Ambien - 2019 - International Biod PDFJohanna Carolina Bain LoayzaNo ratings yet
- Treatment of Industrial Dyeing Wastewater With A Pilot Sca - 2018 - Bioresource PDFDocument9 pagesTreatment of Industrial Dyeing Wastewater With A Pilot Sca - 2018 - Bioresource PDFJohanna Carolina Bain LoayzaNo ratings yet
- Conductive Polyaniline Nanorods Enhanced Methane Production From A - 2017 - PolyDocument8 pagesConductive Polyaniline Nanorods Enhanced Methane Production From A - 2017 - PolyJohanna Carolina Bain LoayzaNo ratings yet
- A Comparative Study of The Anaerobic Baffled Reactor and An - 2019 - BiochemicaDocument9 pagesA Comparative Study of The Anaerobic Baffled Reactor and An - 2019 - BiochemicaJohanna Carolina Bain LoayzaNo ratings yet
- Challenges and Prospects For The Anaerobic Treatment of - 2019 - Journal of CleaDocument15 pagesChallenges and Prospects For The Anaerobic Treatment of - 2019 - Journal of CleaJohanna Carolina Bain LoayzaNo ratings yet
- Treatment of Campus Domestic Wastewater Using Ambien - 2019 - International Biod PDFDocument6 pagesTreatment of Campus Domestic Wastewater Using Ambien - 2019 - International Biod PDFJohanna Carolina Bain LoayzaNo ratings yet
- Anaerobic Treatment of LCFA Containing Synthetic Dairy Wa - 2019 - Science of THDocument9 pagesAnaerobic Treatment of LCFA Containing Synthetic Dairy Wa - 2019 - Science of THJohanna Carolina Bain LoayzaNo ratings yet
- Characterization and Variation of Microbial Community Structure - 2018 - BioresoDocument11 pagesCharacterization and Variation of Microbial Community Structure - 2018 - BioresoJohanna Carolina Bain LoayzaNo ratings yet
- A Comparative Long Term Operation Using Up Flow Anaerobic Slu - 2020 - Science oDocument9 pagesA Comparative Long Term Operation Using Up Flow Anaerobic Slu - 2020 - Science oJohanna Carolina Bain LoayzaNo ratings yet
- Anaerobic Treatment of N N Dimethylformamide Containing Hi - 2019 - Science of TDocument13 pagesAnaerobic Treatment of N N Dimethylformamide Containing Hi - 2019 - Science of TJohanna Carolina Bain LoayzaNo ratings yet
- Applicability of Fish Dot Blot Hybridization Antib - 2001 - Advances in Wat PDFDocument10 pagesApplicability of Fish Dot Blot Hybridization Antib - 2001 - Advances in Wat PDFJohanna Carolina Bain LoayzaNo ratings yet
- Analysis of Complex Microbial Community in Soil and Wastewater Treatment Processes by Cloning MethodDocument14 pagesAnalysis of Complex Microbial Community in Soil and Wastewater Treatment Processes by Cloning Methodkim haksongNo ratings yet
- Advances in Energy Producing Anaerobic Biotechnologies For Muni - 2016 - EngineeDocument9 pagesAdvances in Energy Producing Anaerobic Biotechnologies For Muni - 2016 - EngineeJohanna Carolina Bain LoayzaNo ratings yet
- (Lecture 3) Carbonyls and AminesDocument34 pages(Lecture 3) Carbonyls and AminesKasraSrNo ratings yet
- 1.0. Bridgestone Marine Fender Systems Catalogue Ver. 1.00-ScDocument104 pages1.0. Bridgestone Marine Fender Systems Catalogue Ver. 1.00-Scandrie agaliksi67% (3)
- Biologi K2Document16 pagesBiologi K2Nnmarziana NickNo ratings yet
- Sist en 50326 2003Document11 pagesSist en 50326 2003Sourav BhattacharyaNo ratings yet
- Materials For Engineering 20ME11T Unit IVDocument17 pagesMaterials For Engineering 20ME11T Unit IVThanmay JS67% (3)
- JEE Time Saver Course Planner FinalDocument24 pagesJEE Time Saver Course Planner FinalSadhak JainNo ratings yet
- Science7 ST Q1Document3 pagesScience7 ST Q1EILEEN JOY NOCEDANo ratings yet
- Mars5 Operation ManualDocument99 pagesMars5 Operation Manualmj alvarezNo ratings yet
- Agar AgarDocument9 pagesAgar AgarDieudonné TerteongNo ratings yet
- Ucass Proffessor Email Part 2Document3 pagesUcass Proffessor Email Part 2Kagame PaulNo ratings yet
- Mire El 40Document12 pagesMire El 40JORGE IVAN CASTRO CASTRONo ratings yet
- CP 601S CP 601S: Elastomeric Firestop SealantDocument4 pagesCP 601S CP 601S: Elastomeric Firestop Sealantrichard_qrNo ratings yet
- Arabian International Industries - CatalogueDocument20 pagesArabian International Industries - Catalogueajase71No ratings yet
- Chem 305 Lab 2Document7 pagesChem 305 Lab 2Gobe JamNo ratings yet
- European Patent SpecificationDocument13 pagesEuropean Patent SpecificationWSERNo ratings yet
- Velosit CW 111Document4 pagesVelosit CW 111Miguel AragonNo ratings yet
- CHEM1020 Module4 ViewingDocument180 pagesCHEM1020 Module4 ViewingclearcastingNo ratings yet
- Ceramics InternationalDocument6 pagesCeramics InternationalMoez SelmiNo ratings yet
- Process For The Manufacturing of Copper SulphateDocument3 pagesProcess For The Manufacturing of Copper Sulphaterajesh80% (5)
- What Is Magnesium Stearate (E470b) - Uses, Safety, Side Effects and MoreDocument4 pagesWhat Is Magnesium Stearate (E470b) - Uses, Safety, Side Effects and MoreYoottapol ChantapakdepongNo ratings yet
- THERMAL PROPERTIES OF POLYMER (Update)Document38 pagesTHERMAL PROPERTIES OF POLYMER (Update)Vĩ Lê QuangNo ratings yet
- Part ІІ Microscopic World I: Ans: ADocument7 pagesPart ІІ Microscopic World I: Ans: AGabriel FungNo ratings yet
- 552 Shazia (Rubber)Document22 pages552 Shazia (Rubber)Anishah ChaudheryNo ratings yet
- Petrochemicals Flowchart (ICIS)Document1 pagePetrochemicals Flowchart (ICIS)Guido BerdinaNo ratings yet
- Modern Chemistry Homework 9-6 AnswersDocument7 pagesModern Chemistry Homework 9-6 Answersffutcfrmg100% (1)
- Valve Seat Grinding Machine Type MSDDocument57 pagesValve Seat Grinding Machine Type MSDSamer SalibaNo ratings yet
- SVU Veterinary College Department of Animal NutritionDocument22 pagesSVU Veterinary College Department of Animal NutritionJeswanth NayakNo ratings yet
- Cha 7Document13 pagesCha 7Tun Lin AungNo ratings yet
- Cm011L: Chemistry For Engineers (Laboratory) 3 Quarter SY 2019-2020Document3 pagesCm011L: Chemistry For Engineers (Laboratory) 3 Quarter SY 2019-2020Allan ValenciaNo ratings yet
- Student Exploration of Chemical EquationsDocument7 pagesStudent Exploration of Chemical EquationsDanitza RojasNo ratings yet
- Nuclear Energy in the 21st Century: World Nuclear University PressFrom EverandNuclear Energy in the 21st Century: World Nuclear University PressRating: 4.5 out of 5 stars4.5/5 (3)
- Process Steam Systems: A Practical Guide for Operators, Maintainers, and DesignersFrom EverandProcess Steam Systems: A Practical Guide for Operators, Maintainers, and DesignersNo ratings yet
- Process Plant Equipment: Operation, Control, and ReliabilityFrom EverandProcess Plant Equipment: Operation, Control, and ReliabilityRating: 5 out of 5 stars5/5 (1)
- Piping and Pipeline Calculations Manual: Construction, Design Fabrication and ExaminationFrom EverandPiping and Pipeline Calculations Manual: Construction, Design Fabrication and ExaminationRating: 4 out of 5 stars4/5 (18)
- Gas-Liquid And Liquid-Liquid SeparatorsFrom EverandGas-Liquid And Liquid-Liquid SeparatorsRating: 3.5 out of 5 stars3.5/5 (3)
- Functional Safety from Scratch: A Practical Guide to Process Industry ApplicationsFrom EverandFunctional Safety from Scratch: A Practical Guide to Process Industry ApplicationsNo ratings yet
- Pharmaceutical Blending and MixingFrom EverandPharmaceutical Blending and MixingP. J. CullenRating: 5 out of 5 stars5/5 (1)
- Guidelines for the Management of Change for Process SafetyFrom EverandGuidelines for the Management of Change for Process SafetyNo ratings yet
- Guidelines for Engineering Design for Process SafetyFrom EverandGuidelines for Engineering Design for Process SafetyNo ratings yet
- Physical and Chemical Equilibrium for Chemical EngineersFrom EverandPhysical and Chemical Equilibrium for Chemical EngineersRating: 5 out of 5 stars5/5 (1)
- Trevor Kletz Compendium: His Process Safety Wisdom Updated for a New GenerationFrom EverandTrevor Kletz Compendium: His Process Safety Wisdom Updated for a New GenerationNo ratings yet
- An Introduction to the Periodic Table of Elements : Chemistry Textbook Grade 8 | Children's Chemistry BooksFrom EverandAn Introduction to the Periodic Table of Elements : Chemistry Textbook Grade 8 | Children's Chemistry BooksRating: 5 out of 5 stars5/5 (1)
- Chemical Process Safety: Learning from Case HistoriesFrom EverandChemical Process Safety: Learning from Case HistoriesRating: 4 out of 5 stars4/5 (14)
- An Applied Guide to Water and Effluent Treatment Plant DesignFrom EverandAn Applied Guide to Water and Effluent Treatment Plant DesignRating: 5 out of 5 stars5/5 (4)
- Guidelines for Vapor Cloud Explosion, Pressure Vessel Burst, BLEVE, and Flash Fire HazardsFrom EverandGuidelines for Vapor Cloud Explosion, Pressure Vessel Burst, BLEVE, and Flash Fire HazardsNo ratings yet
- Operational Excellence: Journey to Creating Sustainable ValueFrom EverandOperational Excellence: Journey to Creating Sustainable ValueNo ratings yet
- Guidelines for Developing Quantitative Safety Risk CriteriaFrom EverandGuidelines for Developing Quantitative Safety Risk CriteriaNo ratings yet
- Pharmaceutical Excipients: Properties, Functionality, and Applications in Research and IndustryFrom EverandPharmaceutical Excipients: Properties, Functionality, and Applications in Research and IndustryOtilia M. Y. KooNo ratings yet
- Understanding Process Equipment for Operators and EngineersFrom EverandUnderstanding Process Equipment for Operators and EngineersRating: 4.5 out of 5 stars4.5/5 (3)
- Bow Ties in Risk Management: A Concept Book for Process SafetyFrom EverandBow Ties in Risk Management: A Concept Book for Process SafetyNo ratings yet
- Guidelines for Chemical Process Quantitative Risk AnalysisFrom EverandGuidelines for Chemical Process Quantitative Risk AnalysisRating: 5 out of 5 stars5/5 (1)
- The Periodic Table of Elements - Post-Transition Metals, Metalloids and Nonmetals | Children's Chemistry BookFrom EverandThe Periodic Table of Elements - Post-Transition Metals, Metalloids and Nonmetals | Children's Chemistry BookNo ratings yet
- Well Control for Completions and InterventionsFrom EverandWell Control for Completions and InterventionsRating: 4 out of 5 stars4/5 (10)