You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5807)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1091)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (843)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (590)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (897)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (346)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (401)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Maintenance Frame 9E GTDocument6 pagesMaintenance Frame 9E GTOctavianus Harahap100% (1)
- GB For StructuralDocument33 pagesGB For StructuralManoj Prabakaran100% (1)
- Qualification of NDT For Fabrication InspectionDocument21 pagesQualification of NDT For Fabrication InspectionKUMARNo ratings yet
- KL CKDocument3 pagesKL CKnaushadmnnitNo ratings yet
- PASS Start-Prof Online Training - Agenda - 2022Document32 pagesPASS Start-Prof Online Training - Agenda - 2022naushadmnnitNo ratings yet
- HP PrinterDocument3 pagesHP PrinternaushadmnnitNo ratings yet
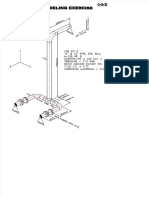
- Fdocuments - in Caesar II Modeling ExcisersDocument40 pagesFdocuments - in Caesar II Modeling ExcisersnaushadmnnitNo ratings yet
- BCPS - 43080 - 1945 - A Text Book of Physi PDFDocument1,170 pagesBCPS - 43080 - 1945 - A Text Book of Physi PDFnaushadmnnitNo ratings yet
- Treatment Scheme-Pt PlantDocument2 pagesTreatment Scheme-Pt PlantnaushadmnnitNo ratings yet
- Compressors & Compressed Air System: Presented by Naushad Ahmad Department: Mechanical MaintDocument48 pagesCompressors & Compressed Air System: Presented by Naushad Ahmad Department: Mechanical Maintnaushadmnnit100% (1)
- Pump Maintenance: Presented by Naushad Ahmad Department: Mechanical MaintDocument29 pagesPump Maintenance: Presented by Naushad Ahmad Department: Mechanical MaintnaushadmnnitNo ratings yet
- Executive Summary: 1 Motor 150 70 14 2 MOV List 119 0 37 3 Control Valve 1 0 0Document25 pagesExecutive Summary: 1 Motor 150 70 14 2 MOV List 119 0 37 3 Control Valve 1 0 0naushadmnnit100% (1)
- Sl. No Description of Actvity End Date Remarks Piping Vent Lines Erection For Deaerator and CondenserDocument1 pageSl. No Description of Actvity End Date Remarks Piping Vent Lines Erection For Deaerator and CondensernaushadmnnitNo ratings yet
- Cop of Modified Cycle GraphDocument1 pageCop of Modified Cycle GraphnaushadmnnitNo ratings yet
- Treatment Scheme-Pt PlantDocument2 pagesTreatment Scheme-Pt PlantnaushadmnnitNo ratings yet
- Deepflow by ThinkDeep AIDocument10 pagesDeepflow by ThinkDeep AITrajko GjorgjievskiNo ratings yet
- BS en 10228 4 2016 Non Destructive Testi PDFDocument30 pagesBS en 10228 4 2016 Non Destructive Testi PDFDaryna KupriianovaNo ratings yet
- Resume Abdul Hafiza: Work ExperienceDocument4 pagesResume Abdul Hafiza: Work ExperienceShashwat PandeyNo ratings yet
- CV Api 510 InspectorDocument27 pagesCV Api 510 InspectorPaul PhiliphsNo ratings yet
- Al Masaood SoW - 13-3.8" Casing TRS Tools From Al Masaood Oil & Gas - BV Recom.Document6 pagesAl Masaood SoW - 13-3.8" Casing TRS Tools From Al Masaood Oil & Gas - BV Recom.EduardNo ratings yet
- NDT Personnel Qualification and Certification: The American Society For Nondestructive TestingDocument27 pagesNDT Personnel Qualification and Certification: The American Society For Nondestructive TestingNicolas Roldan100% (1)
- NDT For Weld DefectsDocument32 pagesNDT For Weld Defectssatya_chagantiNo ratings yet
- M-122 Cast Structural Steel Rev2Document20 pagesM-122 Cast Structural Steel Rev2vlong30030% (1)
- Vasavipower.com.docxDocument9 pagesVasavipower.com.docxabdulyunus_amirNo ratings yet
- Fabrication and Testing of Structures: Ships / High Speed, Light Craft and Naval Surface CraftDocument30 pagesFabrication and Testing of Structures: Ships / High Speed, Light Craft and Naval Surface CraftaseNo ratings yet
- Resume Microsoft Word (2019)Document11 pagesResume Microsoft Word (2019)SyafiqNo ratings yet
- Maharashtra Boiler Board NotofDocument131 pagesMaharashtra Boiler Board NotofPrateekSharmaNo ratings yet
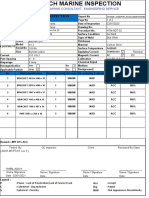
- Magnetic Particle Inspection: NDT Service - Marine Consultant - Engineering ServiceDocument4 pagesMagnetic Particle Inspection: NDT Service - Marine Consultant - Engineering ServiceSulthan HanifNo ratings yet
- ScopeDocument9 pagesScoperaghbirNo ratings yet
- API 11D1 - 4th 2021 Addendum 1Document20 pagesAPI 11D1 - 4th 2021 Addendum 1fateme100% (1)
- Gas Turbine Blade Quality Inspection: Using NDT Resonant Acoustic MethodDocument20 pagesGas Turbine Blade Quality Inspection: Using NDT Resonant Acoustic MethodalirezaNo ratings yet
- Wa0003Document2 pagesWa0003KARTHICK MNo ratings yet
- Anexo 52 - (166000-000-SP-MU10-0001) General Welding...Document13 pagesAnexo 52 - (166000-000-SP-MU10-0001) General Welding...Ruben VillamilNo ratings yet
- Certificate Power Plush (Minerba) - OptDocument2 pagesCertificate Power Plush (Minerba) - OptmaarifNo ratings yet
- Advanced Ultrasonic Techniques For Nondestructive Testing of Austenitic and Dissimilar Welds in Nuclear FacilitiesDocument10 pagesAdvanced Ultrasonic Techniques For Nondestructive Testing of Austenitic and Dissimilar Welds in Nuclear FacilitiesMarciel AmorimNo ratings yet
- AEA-HOIS (94) P2 Safety Valves InspectionDocument50 pagesAEA-HOIS (94) P2 Safety Valves InspectionHernán DazaNo ratings yet
- Emesb-Msa-Mtn-002 MTN CLM R1Document7 pagesEmesb-Msa-Mtn-002 MTN CLM R1Ain TieyNo ratings yet
- Client: Supplier: Location: Sheet: Item: Large Size Gear BoxDocument1 pageClient: Supplier: Location: Sheet: Item: Large Size Gear BoxirwanNo ratings yet
- Standard Specs 11 STD Spec For PSV Rev0Document14 pagesStandard Specs 11 STD Spec For PSV Rev0sumit kumarNo ratings yet
- RISO371Document157 pagesRISO371Bhavin SukhadiyaNo ratings yet
- Revelador 19C18K - SKD-S2Document4 pagesRevelador 19C18K - SKD-S2Ivan Morales AguilarNo ratings yet
- Brochure Weld InspectionDocument40 pagesBrochure Weld InspectionAdam OthmanNo ratings yet