You might also like
- Bringing FabEnergyEfficiencyDocument2 pagesBringing FabEnergyEfficiency70638453No ratings yet
- Probe Card Tutorial WP PDFDocument40 pagesProbe Card Tutorial WP PDFkapilnandwanaNo ratings yet
- Dangers Lurking Below WCSP Backside CoatingsDocument7 pagesDangers Lurking Below WCSP Backside Coatings70638453No ratings yet
- High Resolution Fourier-TransformDocument7 pagesHigh Resolution Fourier-Transform70638453No ratings yet
- Machine Vibration Standards and Acceptance LimitsDocument66 pagesMachine Vibration Standards and Acceptance Limitssuper2274100% (2)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (120)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
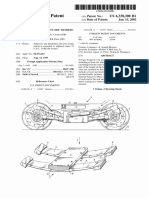
- United States Patent: Landrot (10) Patent N0.: (45) Date of PatentDocument7 pagesUnited States Patent: Landrot (10) Patent N0.: (45) Date of PatentRizki Fajar NovantoNo ratings yet
- NFP 92-503 blazer-M2-AUG2012Document9 pagesNFP 92-503 blazer-M2-AUG2012j4jooyNo ratings yet
- Non-Equatorial Otec Applications: William H. Kumm President, AelDocument23 pagesNon-Equatorial Otec Applications: William H. Kumm President, AelRahul NampalliwarNo ratings yet
- Investigatory ProjectDocument3 pagesInvestigatory ProjectJenny Eyen Nicole0% (1)
- Skyair Non Inverter R 410a Cooling Only Type 201709142324162961 PDFDocument18 pagesSkyair Non Inverter R 410a Cooling Only Type 201709142324162961 PDFMinh Nhut LuuNo ratings yet
- Part1 SimulationXpress Study 1Document8 pagesPart1 SimulationXpress Study 1Chetan PrajapatiNo ratings yet
- Conbextra EP10TG PDFDocument2 pagesConbextra EP10TG PDFAcho SupraholicNo ratings yet
- Oshkosh MATV BrochureDocument2 pagesOshkosh MATV Brochureyellow71No ratings yet
- Precheck Before Light-Up: Drum Metal Temp. DiffDocument12 pagesPrecheck Before Light-Up: Drum Metal Temp. DiffAhemadNo ratings yet
- Capstone - An Introduction To The CM ProfessionDocument244 pagesCapstone - An Introduction To The CM Professiongio_500075% (4)
- Dgca Module 4 Part 04Document13 pagesDgca Module 4 Part 04laltu adgiri100% (2)
- Thesis On Crafts VillageDocument97 pagesThesis On Crafts VillageKripansh TyagiNo ratings yet
- Band It 3Document6 pagesBand It 3Imdigesac EnequeNo ratings yet
- 38apd Aps Service Manual PDFDocument92 pages38apd Aps Service Manual PDFOmar PiñaNo ratings yet
- TALAT Lecture 3501: Alloys and PropertiesDocument8 pagesTALAT Lecture 3501: Alloys and PropertiesCORE MaterialsNo ratings yet
- 702 M Jangra Industries FaridabadDocument2 pages702 M Jangra Industries FaridabadHargar IndustriesNo ratings yet
- Combustion Fossil Power PDFDocument1,114 pagesCombustion Fossil Power PDFVeerabhadra Rao Korimilli100% (3)
- DGMS - Tech - Circular No 03. 2009 Qualitative and Quantitative Assessment of Fire FightingDocument3 pagesDGMS - Tech - Circular No 03. 2009 Qualitative and Quantitative Assessment of Fire FightingminingnovaNo ratings yet
- Computers and Chemical EngineeringDocument16 pagesComputers and Chemical EngineeringJoseph NguyenNo ratings yet
- ACI 517 2 1992 Accelerated Curing of Concrete at Atmospheric Pressure PDFDocument17 pagesACI 517 2 1992 Accelerated Curing of Concrete at Atmospheric Pressure PDFHaniAminNo ratings yet
- Analysis of The November 2017 ExamDocument5 pagesAnalysis of The November 2017 Examtapera_mangeziNo ratings yet
- Abp Catalog Heater AirconditioningDocument4 pagesAbp Catalog Heater AirconditioningFABIO MOACIR KORNDOERFERNo ratings yet
- GAS Flow Chart For MIG WeldingDocument4 pagesGAS Flow Chart For MIG WeldingwentropremNo ratings yet
- PAS 1 Kelas 7 SMPN 3 GUNUNGKARUNGDocument7 pagesPAS 1 Kelas 7 SMPN 3 GUNUNGKARUNGubad badrudinNo ratings yet
- Kyoritsu Insulation TesterDocument3 pagesKyoritsu Insulation Testeranon_702895956No ratings yet
- tc80-120 Brochure 10-19 WebDocument2 pagestc80-120 Brochure 10-19 Webvitor rodriguesNo ratings yet
- t4 Hitech 00-02Document341 pagest4 Hitech 00-02Nicoleta Costea100% (3)
- 7300 CV Quick Start Programming GuideDocument10 pages7300 CV Quick Start Programming Guidenitin hadkeNo ratings yet
- Thermal Conductivity of ConcreteDocument13 pagesThermal Conductivity of ConcreteadegisNo ratings yet
- KAHRAMAA RegulationsDocument126 pagesKAHRAMAA RegulationsJoey Magdaraog100% (2)