You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5811)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1092)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (844)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (590)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (897)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (540)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (348)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (822)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (401)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Fundamentals of Biomaterials by Vasif Hasirci, Nesrin HasirciDocument354 pagesFundamentals of Biomaterials by Vasif Hasirci, Nesrin HasirciRizvana Hredita100% (1)
- Midterm - Sept - Dec 2018 - PTDocument2 pagesMidterm - Sept - Dec 2018 - PTGlacier RamkissoonNo ratings yet
- Liquid: Evaporation Rates of Hydrocarbon Spills Land and WaterDocument6 pagesLiquid: Evaporation Rates of Hydrocarbon Spills Land and WaterLAURA LUC�A ATENCIA CASTILLONo ratings yet
- Build Your Own Fuesdfsl CellsDocument10 pagesBuild Your Own Fuesdfsl CellsrakhikishoreNo ratings yet
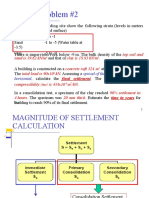
- Practice Problem #2: Spread of The Load of 2 Vertical To 1 HorizontalDocument21 pagesPractice Problem #2: Spread of The Load of 2 Vertical To 1 HorizontalFadli PunyeNo ratings yet
- Lab Report 2Document11 pagesLab Report 2Irene BalinbinNo ratings yet
- Crystal GrowthDocument5 pagesCrystal GrowthShivam VatsNo ratings yet
- Classification of Elements and Periodicity in PropertiesDocument32 pagesClassification of Elements and Periodicity in PropertiesSanjay DubeyNo ratings yet
- Joint Less Pavements For Heavy-Duty Airport Application: The Semi-Flexible Approach Jean Mayer I & Mikael Thau 2Document14 pagesJoint Less Pavements For Heavy-Duty Airport Application: The Semi-Flexible Approach Jean Mayer I & Mikael Thau 2Dr Rajiv KumarNo ratings yet
- BCM Week 6 ModuleDocument22 pagesBCM Week 6 Moduleace danielNo ratings yet
- Fluid Analysis For Bearing Reliability 1684619066Document30 pagesFluid Analysis For Bearing Reliability 1684619066Alvaro Javier Reyes ParraNo ratings yet
- Chemical Bonding and Molecular Structure - PYQ Chemistry Class 11 PDF DownloadDocument9 pagesChemical Bonding and Molecular Structure - PYQ Chemistry Class 11 PDF DownloadamreshNo ratings yet
- 0620 w14 Ms 22Document6 pages0620 w14 Ms 22Haider Ali67% (3)
- Safety Data Sheet: 1 IdentificationDocument8 pagesSafety Data Sheet: 1 IdentificationavemarNo ratings yet
- Techniques For The Isolation of Magnetotactic Bacteria 1948 5948 1000284Document7 pagesTechniques For The Isolation of Magnetotactic Bacteria 1948 5948 1000284Irfan ZafarNo ratings yet
- TNPSC Group 1 Preparation Strategy Prelims Syllabus Analysis WWW - TNPSC .AcademyDocument7 pagesTNPSC Group 1 Preparation Strategy Prelims Syllabus Analysis WWW - TNPSC .Academysheeja kannanNo ratings yet
- Effect of Flow Velocity On Chlorine Decay in Water Distribution Network: A Pilot Loop StudyDocument6 pagesEffect of Flow Velocity On Chlorine Decay in Water Distribution Network: A Pilot Loop StudylsaishankarNo ratings yet
- Cbjescpu 20Document10 pagesCbjescpu 20chilledyt243No ratings yet
- GelStay 100 SDSDocument10 pagesGelStay 100 SDSizzybjNo ratings yet
- Aral Degol Gs 460 Germany English PDB 456231Document1 pageAral Degol Gs 460 Germany English PDB 456231Bart PaumenNo ratings yet
- Design of Beam For Bearing - NSCP 2015Document6 pagesDesign of Beam For Bearing - NSCP 2015Vincent LagmanNo ratings yet
- RMI Blockchain Guidelines - FINAL - 12 December 2018Document23 pagesRMI Blockchain Guidelines - FINAL - 12 December 2018Conner DavidsonNo ratings yet
- ASME P NumberDocument4 pagesASME P NumberZariq BahrinNo ratings yet
- Gadus S5 U130D 2Document8 pagesGadus S5 U130D 2Beryl FernandesNo ratings yet
- Directory of Chemical Units 2019-20Document33 pagesDirectory of Chemical Units 2019-20Vora HoneyNo ratings yet
- WIS5 - Appendix 1Document118 pagesWIS5 - Appendix 1Reza FakhrizalNo ratings yet
- What's Next "Cold Fusion"?.. Super Low Cost Power Generators Vying For Mainstream Spot LightDocument387 pagesWhat's Next "Cold Fusion"?.. Super Low Cost Power Generators Vying For Mainstream Spot LightBen Rusuisiak50% (2)
- 3e-5 Motor Area Classification-Review Compare NEMA and IECDocument46 pages3e-5 Motor Area Classification-Review Compare NEMA and IECAlfredo Diaz HernandezNo ratings yet
- Coventry University MSC Bridge Engineering Module Differential Shrinkage and Creep of Composite SlabDocument6 pagesCoventry University MSC Bridge Engineering Module Differential Shrinkage and Creep of Composite Slabaggrey noahNo ratings yet
- Iit Jam Cy 2008Document10 pagesIit Jam Cy 2008Moksh GroverNo ratings yet