You might also like
- Mathematical Modelling of Sampling ProcessDocument6 pagesMathematical Modelling of Sampling ProcessNishant SaxenaNo ratings yet
- Time Series SlidesDocument44 pagesTime Series SlidesKarishma ShahNo ratings yet
- Process CapabilityDocument20 pagesProcess CapabilityKaya Eralp AsanNo ratings yet
- Chapter 6: Introduction To Analysis of Variance, Statistical Quality Control and System ReliabilityDocument14 pagesChapter 6: Introduction To Analysis of Variance, Statistical Quality Control and System ReliabilitySrinyanavel ஸ்ரீஞானவேல்No ratings yet
- Notes On Anova: Dr. Mcintyre Mcdaniel College Revised: August 2005Document10 pagesNotes On Anova: Dr. Mcintyre Mcdaniel College Revised: August 2005Usha Janardan MishraNo ratings yet
- The Cusum Algorithm - A Small Review: To Cite This VersionDocument23 pagesThe Cusum Algorithm - A Small Review: To Cite This Versionalin AchimNo ratings yet
- Assignment On Estimating A Population Mean Course Title: Research Methodology Course Code: REM - 312Document10 pagesAssignment On Estimating A Population Mean Course Title: Research Methodology Course Code: REM - 312Mohammad Jewel RanaNo ratings yet
- Expectation-Maximization Clustring V2Document9 pagesExpectation-Maximization Clustring V2Mono jobNo ratings yet
- Integral CalculusDocument158 pagesIntegral CalculusEric RheeNo ratings yet
- A Process Capability Index Sensitive To SkewnessDocument13 pagesA Process Capability Index Sensitive To SkewnessJuan Posada GNo ratings yet
- Chapter 5a Process CapabilityDocument17 pagesChapter 5a Process CapabilityAnanthanarayananNo ratings yet
- SPC For Non-Normal DataDocument4 pagesSPC For Non-Normal DataEdNo ratings yet
- Optimal Periodic Sampling Sequences For Nearly - Alias-Free Digital Signal ProcessingDocument5 pagesOptimal Periodic Sampling Sequences For Nearly - Alias-Free Digital Signal ProcessingnanostallmannNo ratings yet
- Impulse Response Measurements Using MLS: Jens HeeDocument16 pagesImpulse Response Measurements Using MLS: Jens HeeGracia Adarrini Oktv ParokeNo ratings yet
- 14 Process CapabilityDocument33 pages14 Process CapabilitySamNo ratings yet
- 8-Channel Models EstimationDocument11 pages8-Channel Models EstimationLadissa HarvidiantiNo ratings yet
- Biometrika Trust, Oxford University Press BiometrikaDocument22 pagesBiometrika Trust, Oxford University Press BiometrikaShakambari GaneshanNo ratings yet
- Unidad 2Document28 pagesUnidad 2Mario VasquezNo ratings yet
- Unit 3 Maximum Likelihood Estimator: Institute of Communications Engineering, EE, NCTUDocument45 pagesUnit 3 Maximum Likelihood Estimator: Institute of Communications Engineering, EE, NCTUSrinivas ShettyNo ratings yet
- JPM TQM Course Mat-5 T-3 Imba 2013Document14 pagesJPM TQM Course Mat-5 T-3 Imba 2013Vishnu PrasadNo ratings yet
- Basic Econometrics HealthDocument183 pagesBasic Econometrics HealthAmin HaleebNo ratings yet
- Topic20 Sampling TheoremDocument6 pagesTopic20 Sampling TheoremManikanta KrishnamurthyNo ratings yet
- A Fast Algorithm of Temporal Median Filter For Background SubtractionDocument8 pagesA Fast Algorithm of Temporal Median Filter For Background SubtractionManuel Alberto Chavez SalcidoNo ratings yet
- Statistical Process Control Optimization With Variable Sampling Interval and Nonlinear Expected LosDocument29 pagesStatistical Process Control Optimization With Variable Sampling Interval and Nonlinear Expected LosjuanivazquezNo ratings yet
- DSA Unit 1Document28 pagesDSA Unit 1savitasainstarNo ratings yet
- Ch3 SlidesDocument30 pagesCh3 SlidesYiLinLiNo ratings yet
- On Theory of Compressive Sensing Via ' - Minimization: Simple Derivations and ExtensionsDocument25 pagesOn Theory of Compressive Sensing Via ' - Minimization: Simple Derivations and Extensionskoudzo7No ratings yet
- Ps DarshanDocument130 pagesPs DarshanRavi AajugiyaNo ratings yet
- Lookup Based Partitioned SchedulingDocument65 pagesLookup Based Partitioned SchedulingArijit ShawNo ratings yet
- 3.051J/20.340J Statistical Analysis in Biomaterials ResearchDocument12 pages3.051J/20.340J Statistical Analysis in Biomaterials ResearchGrace Melissa ChoiNo ratings yet
- A New Approach To The Analysis of Linear Probing SchemesDocument11 pagesA New Approach To The Analysis of Linear Probing SchemesRajatNo ratings yet
- Lecture Notes On Operations Research 3ORDocument51 pagesLecture Notes On Operations Research 3ORMtende MosesNo ratings yet
- Terminology Formula:: Mean Is in ControlDocument2 pagesTerminology Formula:: Mean Is in ControlBryan SeowNo ratings yet
- Mehran University of Engineering and Technology, Jamshoro Department of Electronics Engineering Digital Signal Processing 09-ES Lab # 3Document4 pagesMehran University of Engineering and Technology, Jamshoro Department of Electronics Engineering Digital Signal Processing 09-ES Lab # 3usmanayazNo ratings yet
- Base and Derived Units and Standard FormDocument15 pagesBase and Derived Units and Standard FormMohamedMostafaNo ratings yet
- Sample Viva QuestionsDocument30 pagesSample Viva QuestionsNumanAbdullahNo ratings yet
- Review of Calculators, Scientific Notation, Measurement Units, and FormulasDocument4 pagesReview of Calculators, Scientific Notation, Measurement Units, and FormulasachouserNo ratings yet
- Multistage Stochastic LPDocument18 pagesMultistage Stochastic LPRiddho Ridwanul HaqueNo ratings yet
- Process CapabilityDocument5 pagesProcess CapabilityLibyaFlowerNo ratings yet
- Chapter 1 Unit and Dimension Vs 1Document41 pagesChapter 1 Unit and Dimension Vs 1Jivanath PrahashNo ratings yet
- Data Reduction Techniques: Kok-Fung LaiDocument23 pagesData Reduction Techniques: Kok-Fung Laijubincb2No ratings yet
- Use of Summation SignDocument2 pagesUse of Summation Signnavin9849No ratings yet
- Mathematical Model For Oxytocin Alleviates The Neuroendocrine in Healthy MenDocument6 pagesMathematical Model For Oxytocin Alleviates The Neuroendocrine in Healthy MenIOSRJEN : hard copy, certificates, Call for Papers 2013, publishing of journalNo ratings yet
- ALGORITHM ANALYSIS With ComplexityDocument19 pagesALGORITHM ANALYSIS With ComplexityADITYA WADJENo ratings yet
- Method of Moments: Topic 13Document9 pagesMethod of Moments: Topic 13Zeeshan AhmedNo ratings yet
- Quartile Deviation Chap3Document11 pagesQuartile Deviation Chap3Ishwar Chandra100% (1)
- The International Journal of Engineering and Science (The IJES)Document6 pagesThe International Journal of Engineering and Science (The IJES)theijesNo ratings yet
- Lab # 4Document11 pagesLab # 4Muhammad ZeeshanNo ratings yet
- I. Test of a Mean: σ unknown: X Z n Z N X t s n ttnDocument12 pagesI. Test of a Mean: σ unknown: X Z n Z N X t s n ttnAli Arsalan SyedNo ratings yet
- LCS NotesDocument5 pagesLCS NotesMamata swainNo ratings yet
- 212 EEE 3310 LabSheet 03Document15 pages212 EEE 3310 LabSheet 03proddut ChakrabortyNo ratings yet
- Excel Probability and StatisticsDocument11 pagesExcel Probability and StatisticsAggelos KotsokolosNo ratings yet
- Bispectrum Estimators For Voice Activity Detection and Speech RecognitionDocument12 pagesBispectrum Estimators For Voice Activity Detection and Speech RecognitionSaathiswaran NairNo ratings yet
- Statistical Downscaling With Artificial Neural NetworksDocument6 pagesStatistical Downscaling With Artificial Neural NetworksDiana HertantiNo ratings yet
- Example of MLE Computations, Using RDocument9 pagesExample of MLE Computations, Using Rnida pervaizNo ratings yet
- Ee4015 Matlab3Document4 pagesEe4015 Matlab3Abdul RahimNo ratings yet
- Forecasting Notes1Document13 pagesForecasting Notes1ujwal46No ratings yet
- Numerical Programming I (For CSE) : Final ExamDocument7 pagesNumerical Programming I (For CSE) : Final ExamhisuinNo ratings yet
- Single-Server - Queue - Model 2Document6 pagesSingle-Server - Queue - Model 2Zena SelfuNo ratings yet
- PTE Writing Mock Test 1Document10 pagesPTE Writing Mock Test 1Abhishek PuriNo ratings yet
- PTE Speaking Mock Test 2 PDFDocument49 pagesPTE Speaking Mock Test 2 PDFAbhishek PuriNo ratings yet
- PTE Speaking Mock Test 2 PDFDocument49 pagesPTE Speaking Mock Test 2 PDFAbhishek PuriNo ratings yet
- Retell TemplateDocument1 pageRetell TemplateAbhishek PuriNo ratings yet
- China "EPA" Crackdown Shuts Down Tens of Thousands of Factories With No End in SightDocument9 pagesChina "EPA" Crackdown Shuts Down Tens of Thousands of Factories With No End in SightAbhishek PuriNo ratings yet
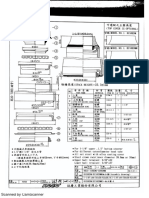
- 159EDM-159EDMM 組合圖Document1 page159EDM-159EDMM 組合圖Abhishek PuriNo ratings yet
- INCO Terms 2016 - Skyways Management Services LTDDocument9 pagesINCO Terms 2016 - Skyways Management Services LTDAbhishek PuriNo ratings yet
- Moving With The Technology: Time and Cost Savings, IncludingDocument2 pagesMoving With The Technology: Time and Cost Savings, IncludingAbhishek PuriNo ratings yet
- 2013 Valuation OlympiadDocument4 pages2013 Valuation OlympiadAbhishek Puri0% (1)
- Assessing Changes in The Monetary Transmission Mechanism: A VAR ApproachDocument15 pagesAssessing Changes in The Monetary Transmission Mechanism: A VAR ApproachAbhishek PuriNo ratings yet
- Making Credit Safer: The Case For RegulationDocument5 pagesMaking Credit Safer: The Case For RegulationAbhishek PuriNo ratings yet
- Symposium On The Monetary Transmission Mechanism: Frederic S. MishkinDocument9 pagesSymposium On The Monetary Transmission Mechanism: Frederic S. MishkinAbhishek PuriNo ratings yet
- Linear Equations: - Linear Equations - Example: Polynomial Interpolation - Applications - Geometrical InterpretationDocument16 pagesLinear Equations: - Linear Equations - Example: Polynomial Interpolation - Applications - Geometrical InterpretationAbhishek PuriNo ratings yet
- Real Options: We Will Maintain Our Highly Disciplined Approach To CapitalDocument32 pagesReal Options: We Will Maintain Our Highly Disciplined Approach To CapitalAbhishek PuriNo ratings yet
- Measuring Country Risk: Executive SummaryDocument5 pagesMeasuring Country Risk: Executive SummaryAbhishek PuriNo ratings yet