You might also like
- Twin DiscDocument217 pagesTwin Discvinu1175100% (9)
- Astm D999Document5 pagesAstm D999pradellesNo ratings yet
- Advanced Gear Manufacturing and Finishing: Classical and Modern ProcessesFrom EverandAdvanced Gear Manufacturing and Finishing: Classical and Modern ProcessesRating: 3.5 out of 5 stars3.5/5 (2)
- Gearbox Design IitDocument25 pagesGearbox Design IitSrini VasanNo ratings yet
- UniPile5 Examples Manual PDFDocument54 pagesUniPile5 Examples Manual PDFkabasy2015No ratings yet
- 7.2.eddy Current Testing-Part2Document19 pages7.2.eddy Current Testing-Part2Mohanad Almalah100% (1)
- Manufacturing of Spur Gear: Aim of The ExperimentDocument5 pagesManufacturing of Spur Gear: Aim of The ExperimentParameshwara MeenaNo ratings yet
- Production Technology (IV Sem)Document24 pagesProduction Technology (IV Sem)Shubham AgrawalNo ratings yet
- Gear Manufacturing Process With QuestionsDocument60 pagesGear Manufacturing Process With QuestionsVIVEKNo ratings yet
- Gear Cutting OperationsDocument23 pagesGear Cutting OperationsHossam Ali0% (1)
- Gear Manufacturing Process With QuestionsDocument60 pagesGear Manufacturing Process With QuestionsUjwala Sonawane100% (1)
- Making Room For Productivity and Quality Requirements in Gear GrindingDocument4 pagesMaking Room For Productivity and Quality Requirements in Gear GrindingJitu InduNo ratings yet
- Gearmanufacturing MethodsDocument9 pagesGearmanufacturing Methodskumar pNo ratings yet
- Gear Terminology: Pitch Circle: Addendum Circle: Dedendum Circle: ClearanceDocument11 pagesGear Terminology: Pitch Circle: Addendum Circle: Dedendum Circle: ClearanceFawad HassanNo ratings yet
- Final ReportDocument45 pagesFinal ReportKuppu Raj100% (1)
- Gear Hobbers, Kashifuji, CNC Gear Hobbing Machines, CNC Gear Griinding Machines, Gear FinishersDocument7 pagesGear Hobbers, Kashifuji, CNC Gear Hobbing Machines, CNC Gear Griinding Machines, Gear FinishersinvolutegearNo ratings yet
- Gear Hobbing 1Document24 pagesGear Hobbing 1amir_fortunate100% (1)
- Gear HobbingDocument26 pagesGear HobbingGovind Rajput100% (2)
- Presentation On Construction and Details of GearsDocument13 pagesPresentation On Construction and Details of GearsAjay SheteNo ratings yet
- U 4 Surface Finishing Process PDFDocument37 pagesU 4 Surface Finishing Process PDFSubhadip MaliNo ratings yet
- Gear Cutting AttachmentDocument40 pagesGear Cutting AttachmentGoutham Reddy100% (1)
- Unit - V: Manufacturing TechnologyDocument54 pagesUnit - V: Manufacturing TechnologyIjanSahrudinNo ratings yet
- Ch-6 Reaming, Boring, BroachingDocument58 pagesCh-6 Reaming, Boring, BroachingVikas PotluriNo ratings yet
- 02 Training Program Gear 2013Document56 pages02 Training Program Gear 2013amrit002No ratings yet
- Gear MillingDocument54 pagesGear MillingMichael Castro AbuduNo ratings yet
- Gears: by Aknath MishraDocument20 pagesGears: by Aknath Mishrasamurai7_77No ratings yet
- Design of Bevel and Worm Gear: Machine Element IIDocument60 pagesDesign of Bevel and Worm Gear: Machine Element IIkibromgidey12No ratings yet
- Gear Hob BasicsDocument6 pagesGear Hob BasicsAnkur Jain100% (1)
- Gear Types: - Cylindrical GearsDocument44 pagesGear Types: - Cylindrical Gearsmadream7No ratings yet
- Gears: A Gear Is A Wheel With Teeth On Its Outer Edge. The Teeth of One Gear Mesh (Or Engage) With The Teeth of AnotherDocument12 pagesGears: A Gear Is A Wheel With Teeth On Its Outer Edge. The Teeth of One Gear Mesh (Or Engage) With The Teeth of AnotherAniruddh SinghNo ratings yet
- Crank CamshaftDocument20 pagesCrank CamshaftM. AguiarNo ratings yet
- UNIT-2 Design of Spur GearDocument56 pagesUNIT-2 Design of Spur GearMarthandeNo ratings yet
- Gear Technology Sept 2016Document89 pagesGear Technology Sept 2016mbueno62No ratings yet
- Bevel GearDocument9 pagesBevel GearAadil KhanNo ratings yet
- Design and Fabrication of Abbtasive Belt Grinding Attachment For LatheDocument3 pagesDesign and Fabrication of Abbtasive Belt Grinding Attachment For LathePrashant BachhavNo ratings yet
- Grinding Machine PDFDocument23 pagesGrinding Machine PDFNagi NayakNo ratings yet
- Design of Miniature GearboxDocument32 pagesDesign of Miniature GearboxSatish HSNo ratings yet
- Gear Box DesignDocument24 pagesGear Box DesignBada KimNo ratings yet
- Lecture 16 - Worm Gears Worked Out ProblemsDocument19 pagesLecture 16 - Worm Gears Worked Out ProblemsApurba haldar50% (2)
- Hobbing 0406Document6 pagesHobbing 0406feni4kaNo ratings yet
- Resharpening & Inspection Cutting Tools PDFDocument10 pagesResharpening & Inspection Cutting Tools PDFHeineken Ya PraneetpongrungNo ratings yet
- 01 ASME Thrufeed CenterlessDocument6 pages01 ASME Thrufeed CenterlessSachin AherNo ratings yet
- Introduction To Universal Gear ShavingDocument48 pagesIntroduction To Universal Gear ShavingNagesh KamannaNo ratings yet
- Gears FundamentalDocument25 pagesGears FundamentalMOHD ZULHELMIE ZAINAL ABIDINNo ratings yet
- Ar-Cutting Text PDFDocument394 pagesAr-Cutting Text PDFdgg3565No ratings yet
- Module IV: Gears and Gear TrainsDocument38 pagesModule IV: Gears and Gear TrainsSuraj VinayNo ratings yet
- Lathe Accessories and Attachments Lathe Accessories:: 1. Face PlateDocument7 pagesLathe Accessories and Attachments Lathe Accessories:: 1. Face PlateRohan SahaNo ratings yet
- Spur and Helical Gear Modeling in Pro-EDocument13 pagesSpur and Helical Gear Modeling in Pro-Ek_udhay100% (1)
- Design of The Drive Mechanism For A Reciprocating Coal FeederDocument81 pagesDesign of The Drive Mechanism For A Reciprocating Coal FeederemersonNo ratings yet
- Advances in Machine Tool Design and Research 1969: Proceedings of the 10th International M.T.D.R. Conference, University of Manchester Institute of Science and Technology, September 1969From EverandAdvances in Machine Tool Design and Research 1969: Proceedings of the 10th International M.T.D.R. Conference, University of Manchester Institute of Science and Technology, September 1969S. A. TobiasNo ratings yet
- U 4 Gear Manufacturing Process 221004 021029Document30 pagesU 4 Gear Manufacturing Process 221004 021029Trung ThanhNo ratings yet
- Ar Manufacturing PDFDocument6 pagesAr Manufacturing PDFTharindu Chathuranga100% (2)
- Gear Manufacturing Methods: Prepared by Kaushal PatelDocument42 pagesGear Manufacturing Methods: Prepared by Kaushal Patelashoku24007No ratings yet
- Manufacturing Process: Prepared by Mr. PraveenDocument38 pagesManufacturing Process: Prepared by Mr. PraveenGaurav RajputNo ratings yet
- ME 2252 MANUFACTURING TECHNOLOGY - II-Unit-IV. (B)Document87 pagesME 2252 MANUFACTURING TECHNOLOGY - II-Unit-IV. (B)Tariq Aziz100% (2)
- 6.6 Gear Manufacturing: Form MillingDocument6 pages6.6 Gear Manufacturing: Form MillingDeepak ChandhokNo ratings yet
- Manufacturing of GearsDocument47 pagesManufacturing of GearsMuhammad UmarNo ratings yet
- Gear Manufacturing To TeachDocument44 pagesGear Manufacturing To Teachvijchoudhary16No ratings yet
- Gear Manufacturing Process - 1Document21 pagesGear Manufacturing Process - 1Nishant ShahNo ratings yet
- Loan Amount Interest Period 16: Pay Normal EMIDocument3 pagesLoan Amount Interest Period 16: Pay Normal EMIvinu1175No ratings yet
- Aadhar Card AnnexDocument1 pageAadhar Card Annexvinu1175No ratings yet
- Planetry GearsDocument10 pagesPlanetry Gearsvinu1175No ratings yet
- Engineering MaterialsDocument197 pagesEngineering MaterialsSidiq BudhyNo ratings yet
- 3137 AengDocument24 pages3137 Aengvinu1175No ratings yet
- TutorialDocument10 pagesTutorialvinu1175No ratings yet
- Tolerance AnalysisDocument151 pagesTolerance Analysisvinu117588% (8)
- 582126307901Document1 page582126307901vinu1175No ratings yet
- SP-114-P1 Care & Operation ManualDocument36 pagesSP-114-P1 Care & Operation Manualvinu1175No ratings yet
- GDT TutorialDocument76 pagesGDT TutorialSrk ChowdaryNo ratings yet
- New ZVL-ZKL CatalogDocument212 pagesNew ZVL-ZKL CatalogRelucsNo ratings yet
- 4MA0 3H Que 20140110Document20 pages4MA0 3H Que 20140110Vasudha TaradiNo ratings yet
- Fluid FlowDocument15 pagesFluid Flowdekra abdoNo ratings yet
- Seepage Theories: (I) Safety Against Piping or UnderminingDocument10 pagesSeepage Theories: (I) Safety Against Piping or UnderminingShubham SharmaNo ratings yet
- Marking Bills FileDocument23 pagesMarking Bills FileGhulam FaridNo ratings yet
- Fiber Optics PPT 3Document12 pagesFiber Optics PPT 3Srijan pareekNo ratings yet
- Application of TangentDocument9 pagesApplication of Tangentyokekeann100% (2)
- Earthquake Lateral Force Analysis: by by Dr. Jagadish. G. KoriDocument41 pagesEarthquake Lateral Force Analysis: by by Dr. Jagadish. G. Koripmali2No ratings yet
- Article 3 - Applications and Properties of Fibre Reinforced ConcreteDocument9 pagesArticle 3 - Applications and Properties of Fibre Reinforced Concretesara.marrok17No ratings yet
- NOC MathematicsDocument2 pagesNOC MathematicsUnder TakerNo ratings yet
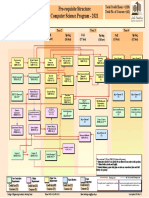
- CS Prerequisite FlowchartDocument1 pageCS Prerequisite FlowchartOmarNo ratings yet
- ANALISA KEGAGALAN RODA GIGI LURUS (SPUR GEAR) PADA MESIN KEMPA (SCREW PRESS) DAN PENCEGAHANNYA ABSTRACT-dikonversiDocument6 pagesANALISA KEGAGALAN RODA GIGI LURUS (SPUR GEAR) PADA MESIN KEMPA (SCREW PRESS) DAN PENCEGAHANNYA ABSTRACT-dikonversiAgusNo ratings yet
- Equilibrium of ForceDocument5 pagesEquilibrium of Forceawe_emNo ratings yet
- Appendix C Design Example-Chopra's Simplified MethodDocument15 pagesAppendix C Design Example-Chopra's Simplified Methodnywd806033No ratings yet
- A Semi-Empirical Method For Representing Domestic Refrigerator - Freezer Compressor Calorimeter Test DataDocument9 pagesA Semi-Empirical Method For Representing Domestic Refrigerator - Freezer Compressor Calorimeter Test DataLimas ramirez José AntonioNo ratings yet
- Noc19 Me17 Assignment5Document3 pagesNoc19 Me17 Assignment5mechanicalNo ratings yet
- Structural Analysis by Minimum Strain Energy Methods PDFDocument70 pagesStructural Analysis by Minimum Strain Energy Methods PDFSanjay TiwariNo ratings yet
- JO HSE 028 Noise Monitoring ReportDocument2 pagesJO HSE 028 Noise Monitoring ReportIvankaNo ratings yet
- Particle Fluid Separation: Filtration: CHE 509: Introduction To Particle TechnologyDocument32 pagesParticle Fluid Separation: Filtration: CHE 509: Introduction To Particle TechnologyJane Eilyza AballaNo ratings yet
- Fictitious ForceDocument273 pagesFictitious ForceBadri NathNo ratings yet
- Science10 Q2 Mod5 v4Document6 pagesScience10 Q2 Mod5 v4Kim TaehyungNo ratings yet
- Question Bank Kom-1Document4 pagesQuestion Bank Kom-1Sumanth SunnyNo ratings yet
- Iso 4965-2-2012Document20 pagesIso 4965-2-2012Institute of Marketing & Training ALGERIANo ratings yet
- Edexcel A Level Core 3 NotesDocument36 pagesEdexcel A Level Core 3 NotesSabrin OmarNo ratings yet
- ClutchDocument3 pagesClutchEjNo ratings yet
- A31315 DatasheetDocument70 pagesA31315 DatasheetblejekmcNo ratings yet
- 170149923 AIMI说明书 E PDFDocument27 pages170149923 AIMI说明书 E PDFRudi AlfadliNo ratings yet
- Chapter 21 / Electric Fields / Help Page: Metric PrefixesDocument43 pagesChapter 21 / Electric Fields / Help Page: Metric PrefixesHüthâifâ AbdérahmânNo ratings yet