You might also like
- Holt McDougal Florida Larson Algebra 1 PDFDocument431 pagesHolt McDougal Florida Larson Algebra 1 PDFArthur Braga91% (11)
- AASHTO Steel Bridge Design Handbook Volume 10Document18 pagesAASHTO Steel Bridge Design Handbook Volume 10walaywanNo ratings yet
- Stormwater Infiltration in Highway Embankments - Saturated Hydraulic Conductivity Estimation For Natural Low Plasticity SiltsDocument101 pagesStormwater Infiltration in Highway Embankments - Saturated Hydraulic Conductivity Estimation For Natural Low Plasticity SiltsÁņĝĝá MářłįáņșÿáħNo ratings yet
- Dot 36142 DS1Document163 pagesDot 36142 DS1Sathish Kumar KurapatiNo ratings yet
- Micropile Manual FINAL July 2006 PDFDocument456 pagesMicropile Manual FINAL July 2006 PDFJack Dover100% (2)
- 811 2Document81 pages811 2Rolex11No ratings yet
- Micropile Design Construction Reference Manual 2005 (FHWA-NHI-05-039)Document456 pagesMicropile Design Construction Reference Manual 2005 (FHWA-NHI-05-039)gueblacker67% (3)
- K 2 - Investment of Trusts - UpdatedDocument15 pagesK 2 - Investment of Trusts - Updatedstra100% (1)
- Debris Control Structures: Evaluation and Countermeasures Third EditionDocument182 pagesDebris Control Structures: Evaluation and Countermeasures Third EditionedgarabrahamNo ratings yet
- Best Practices of Using Shotcrete For Wall Fascia and Slope Stabilization (Phase 1 Study)Document102 pagesBest Practices of Using Shotcrete For Wall Fascia and Slope Stabilization (Phase 1 Study)Dinny Kus AndianyNo ratings yet
- Grbglu TutorDocument82 pagesGrbglu TutorFaizal Ngauge100% (2)
- Implementation of Infiltration Ponds ResearchDocument218 pagesImplementation of Infiltration Ponds ResearchKeap EarmNo ratings yet
- Design of Debris Control CountermeasuresDocument181 pagesDesign of Debris Control CountermeasuresPrimo BluesNo ratings yet
- Bearing Capacity SPT Graphs ReportDocument90 pagesBearing Capacity SPT Graphs ReportDusan Katic100% (1)
- Infiltration Characteristics, Performance, and Design of Storm Water FacilitiesDocument48 pagesInfiltration Characteristics, Performance, and Design of Storm Water FacilitiesDavidNo ratings yet
- MazaCAM InfoDocument3 pagesMazaCAM InfodavoudyNo ratings yet
- Volume16 PDFDocument87 pagesVolume16 PDFmtNo ratings yet
- Steel Bridge Design Handbook: Limit StatesDocument18 pagesSteel Bridge Design Handbook: Limit StatesmtNo ratings yet
- Federacion de Carreteras-HidraulicaDocument334 pagesFederacion de Carreteras-HidraulicaGilmer Delgado DelgadoNo ratings yet
- Awwa C208-17Document32 pagesAwwa C208-17Pablo DM100% (1)
- Social Accounting Concept, Definition, Features and Benefits Financial AnalysisDocument11 pagesSocial Accounting Concept, Definition, Features and Benefits Financial AnalysisPontuChowdhury100% (4)
- Urci RoadDocument10 pagesUrci Roadoche664740No ratings yet
- 578.2 Infiltration Ponds DesignDocument72 pages578.2 Infiltration Ponds DesigngranadosvargasNo ratings yet
- Standard Operating Procedure: StorageDocument2 pagesStandard Operating Procedure: Storagesunny mgxNo ratings yet
- EX200Document9 pagesEX200oche664740100% (7)
- Steel Bridge Design HandbookDocument36 pagesSteel Bridge Design HandbookmtNo ratings yet
- Elastomeric Bearings: Background Information and Field StudyDocument106 pagesElastomeric Bearings: Background Information and Field StudyBahram HabibiNo ratings yet
- Splice DesignDocument87 pagesSplice DesignErnesto Fidel Mandujano CardenasNo ratings yet
- API 510 Study GuideDocument3 pagesAPI 510 Study GuidedanikakaNo ratings yet
- Hec 20Document328 pagesHec 20Uribe AldoNo ratings yet
- Labor Quality: Investing in Human CapitalDocument41 pagesLabor Quality: Investing in Human CapitalMuhammad HassamNo ratings yet
- Steel Bridge Design HandbookDocument33 pagesSteel Bridge Design HandbookmtNo ratings yet
- Steel Bridge Design Handbook: Design Example 2B: Two-Span Continuous Straight Composite Steel Wide-Flange Beam BridgeDocument84 pagesSteel Bridge Design Handbook: Design Example 2B: Two-Span Continuous Straight Composite Steel Wide-Flange Beam BridgemtNo ratings yet
- FHWA - Stream Stability at Highway Structures PDFDocument260 pagesFHWA - Stream Stability at Highway Structures PDFFreddy Miguel ChNo ratings yet
- Volume02 PDFDocument33 pagesVolume02 PDFmtNo ratings yet
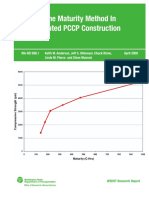
- Use of The Maturity MethodDocument104 pagesUse of The Maturity Methodamerico_millet6862No ratings yet
- Use of Recycled Aggregate in PCCPDocument37 pagesUse of Recycled Aggregate in PCCPJack IanNo ratings yet
- Hec09 Debris Control StructureDocument181 pagesHec09 Debris Control StructureRVELEZNo ratings yet
- Guardrail Terminal Types ResearchDocument56 pagesGuardrail Terminal Types ResearchMohamedNo ratings yet
- Evaluation of Recycled Concrete As Aggregate in New Concrete PavementsDocument107 pagesEvaluation of Recycled Concrete As Aggregate in New Concrete PavementsjansenrosesNo ratings yet
- WSDOT Foundation and Fill Settlement Case Histories: Tony M. Allen WA-RD 884.1 August 2018Document178 pagesWSDOT Foundation and Fill Settlement Case Histories: Tony M. Allen WA-RD 884.1 August 2018AISSA Mohammed HemzaNo ratings yet
- South Dakota Culvert Inlet Design Coefficients: FHWA-RD-01-076 JUNE 2001Document71 pagesSouth Dakota Culvert Inlet Design Coefficients: FHWA-RD-01-076 JUNE 2001Ramsi AnkziNo ratings yet
- Braking AnalysisDocument72 pagesBraking Analysiskaiser777No ratings yet
- Weave Analysis and Performance:: The Washington State Case StudyDocument58 pagesWeave Analysis and Performance:: The Washington State Case StudyMohammed Yasseen TahaNo ratings yet
- Manual de Projetos de Drenagem Urbana - Federal Highway Administration - HEC-22Document478 pagesManual de Projetos de Drenagem Urbana - Federal Highway Administration - HEC-22colvara1No ratings yet
- Dot 51778 DS1Document301 pagesDot 51778 DS1ABDELLAH AATTARNo ratings yet
- Research Final ReportDocument239 pagesResearch Final ReportZainul AbideenNo ratings yet
- 649 1 PDFDocument239 pages649 1 PDFZainul AbideenNo ratings yet
- PCCP Intersections Design and Construction in Washington StateDocument419 pagesPCCP Intersections Design and Construction in Washington Stateعبدالمعز المليانNo ratings yet
- User'S Guide: Cold-Mix Recycling: of Asphalt Concrete PavementsDocument32 pagesUser'S Guide: Cold-Mix Recycling: of Asphalt Concrete PavementsSavaşer YetişNo ratings yet
- If07034 Precast Prestressed Concrete PavementDocument106 pagesIf07034 Precast Prestressed Concrete PavementAnonymous MklNL77No ratings yet
- Paving BlocksDocument50 pagesPaving BlocksHansika JayathilakaNo ratings yet
- Precast Concrete Panel Systems For Full-Depth Pavement RepairsDocument84 pagesPrecast Concrete Panel Systems For Full-Depth Pavement Repairswawan argunNo ratings yet
- Intake Vortex Formation and Suppression at Hydropower FacilitiesDocument47 pagesIntake Vortex Formation and Suppression at Hydropower FacilitiesPiyush KareerNo ratings yet
- Volume 05Document32 pagesVolume 05Firas SalmanNo ratings yet
- Determining The Cost Benefit of Routine Maintenance Cleaning of Steel Bridges To Prevente StructuralDocument48 pagesDetermining The Cost Benefit of Routine Maintenance Cleaning of Steel Bridges To Prevente StructuralANTHONY GABRIEL RIVERA GARCIANo ratings yet
- Design of Precast Concrete Piers For Rapid Bridge Construction in Seismic RegionsDocument256 pagesDesign of Precast Concrete Piers For Rapid Bridge Construction in Seismic RegionsCaloyNo ratings yet
- Modified Point Mass Trajectory SimulationDocument51 pagesModified Point Mass Trajectory SimulationnanocardosoNo ratings yet
- Geotextiles Usage in AviationDocument62 pagesGeotextiles Usage in AviationVgkBharadwajNo ratings yet
- Potential Drift Accumulation at Bridges: Publication No. FHWA-RD-97-028Document52 pagesPotential Drift Accumulation at Bridges: Publication No. FHWA-RD-97-028AkbarNo ratings yet
- HDS No. 5Document368 pagesHDS No. 5kodiak31No ratings yet
- RDT 99005Document96 pagesRDT 99005Hashem EL-MaRimeyNo ratings yet
- An Assessment of WSDOT's Hot-Mix Asphalt Quality Control and Assurance RequirementsDocument96 pagesAn Assessment of WSDOT's Hot-Mix Asphalt Quality Control and Assurance RequirementsCE PassajNo ratings yet
- Dot 27309 DS1Document20 pagesDot 27309 DS1Chamux skalNo ratings yet
- Use of The 1993 AASHTO Guide, MEPDG and Historical Performance To Update The WSDOT Pavement Design CatalogDocument29 pagesUse of The 1993 AASHTO Guide, MEPDG and Historical Performance To Update The WSDOT Pavement Design Catalogfernando romeroNo ratings yet
- Ada 242726Document307 pagesAda 242726Khan BabaNo ratings yet
- Productivity in U.S. Railroads: Proceedings of a Symposium Held at Princeton University, July 27-28, 1977From EverandProductivity in U.S. Railroads: Proceedings of a Symposium Held at Princeton University, July 27-28, 1977Arnold D. KerrNo ratings yet
- Design of Highway Bridges: An LRFD ApproachFrom EverandDesign of Highway Bridges: An LRFD ApproachRating: 4.5 out of 5 stars4.5/5 (4)
- Inspection FormDocument3 pagesInspection Formoche664740No ratings yet
- Sakai CompactorDocument2 pagesSakai Compactoroche664740No ratings yet
- ISO 31000:2018 Structure: Session - 2 (A)Document35 pagesISO 31000:2018 Structure: Session - 2 (A)kanchana rameshNo ratings yet
- CH HP OverviewDocument44 pagesCH HP Overviewprabhanshu241991No ratings yet
- Inside Pstricks: Timothy Van ZandtDocument10 pagesInside Pstricks: Timothy Van ZandtguiburNo ratings yet
- ACTION PLAN Adopt-A-School CY 2018-2019Document2 pagesACTION PLAN Adopt-A-School CY 2018-2019Kikomachine Si DaxkieNo ratings yet
- Deber 3Document5 pagesDeber 3MartinNo ratings yet
- CAMC Schedule & Price List PDFDocument4 pagesCAMC Schedule & Price List PDFRanjanNo ratings yet
- 12 Ton Fixed Height Tripod Jack Business Jets: Model 12314SDocument3 pages12 Ton Fixed Height Tripod Jack Business Jets: Model 12314SGenaire LimitedNo ratings yet
- For Details, Click On:: Hr-India@giz - deDocument3 pagesFor Details, Click On:: Hr-India@giz - deshruti hurmadeNo ratings yet
- Banana Peel For Water PurificationDocument11 pagesBanana Peel For Water PurificationAdillahanuarNo ratings yet
- Iso-Iec Guides PDFDocument2 pagesIso-Iec Guides PDFAlex VargasNo ratings yet
- Manual de Usuario Optima XPNDocument228 pagesManual de Usuario Optima XPNMexicano LOCONo ratings yet
- Blended Wing Body Low Speed Flight DynamicsDocument10 pagesBlended Wing Body Low Speed Flight DynamicsARUN.A.J NAIRNo ratings yet
- Alzehimer GuiaDocument9 pagesAlzehimer GuiaAlejandro PiscitelliNo ratings yet
- Process Control SystemDocument8 pagesProcess Control SystemIno JohannisNo ratings yet
- Computer and Cibersecurity Project ReportDocument16 pagesComputer and Cibersecurity Project ReportShourav PodderNo ratings yet
- Literature ReviewDocument18 pagesLiterature ReviewTalha EjazNo ratings yet
- Toyota Grandmas CakeDocument6 pagesToyota Grandmas CakeIsabela MirandaNo ratings yet
- Golf - 1Z 1993+Document9 pagesGolf - 1Z 1993+grzegorzNo ratings yet
- Minimum Alternate Tax MAT PDFDocument6 pagesMinimum Alternate Tax MAT PDFmuskan khatriNo ratings yet
- Projected Income StatementDocument3 pagesProjected Income StatementSyeda Nida AliNo ratings yet
- Manual Pre Implem SAP Note 2245489 PDFDocument14 pagesManual Pre Implem SAP Note 2245489 PDFfernandojoebaNo ratings yet