You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5814)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1092)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (845)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (590)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (897)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (540)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (348)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (822)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (401)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- TM 9-2350-314-34-2 Maintenance Manual M 109 A6Document660 pagesTM 9-2350-314-34-2 Maintenance Manual M 109 A6Thoukididis ThoukididouNo ratings yet
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Process Insight:: Selecting The Best Solvent For Gas TreatingDocument1 pageProcess Insight:: Selecting The Best Solvent For Gas Treatingghasem_726990287100% (1)
- UOP Integration of Membranes For CO2 Removal Tech Paper PDFDocument15 pagesUOP Integration of Membranes For CO2 Removal Tech Paper PDFghasem_726990287No ratings yet
- Attachment No.2 CECA Technical Proposal Unit 104ADocument2 pagesAttachment No.2 CECA Technical Proposal Unit 104Aghasem_726990287No ratings yet
- Innovene Pe ProductsDocument25 pagesInnovene Pe Productsghasem_726990287No ratings yet
- Reciprocating Lubrication QuizDocument2 pagesReciprocating Lubrication QuizAmar FirdausNo ratings yet
- 902, 906, & 908 Compact Wheel Loader Electrical System: Machine Harness Connector and Component LocationsDocument2 pages902, 906, & 908 Compact Wheel Loader Electrical System: Machine Harness Connector and Component Locationsait mimouneNo ratings yet
- Intermediate Pressure: 8 - Temperature Total Compressor PowerDocument1 pageIntermediate Pressure: 8 - Temperature Total Compressor Powerghasem_726990287No ratings yet
- Claus Sulphur Recovery OptionsDocument6 pagesClaus Sulphur Recovery Optionsghasem_726990287No ratings yet
- Choosing A Selective Hydrogenation SystemDocument9 pagesChoosing A Selective Hydrogenation Systemghasem_726990287No ratings yet
- Mitigating Coke Formation Hydrocarbon Engineering July2014 PDFDocument3 pagesMitigating Coke Formation Hydrocarbon Engineering July2014 PDFghasem_726990287No ratings yet
- 173772738Document2 pages173772738ghasem_726990287No ratings yet
- Flare Safe PDFDocument19 pagesFlare Safe PDFghasem_7269902870% (1)
- Coke FormationDocument10 pagesCoke Formationghasem_726990287No ratings yet
- Choose The Right Cooling Tower Chemicals - Power EngineeringDocument11 pagesChoose The Right Cooling Tower Chemicals - Power Engineeringghasem_726990287No ratings yet
- Kish Gas Field: General SpecificationsDocument1 pageKish Gas Field: General Specificationsghasem_726990287No ratings yet
- Reflux in A Gas Dehydration PlantDocument5 pagesReflux in A Gas Dehydration Plantghasem_726990287No ratings yet
- Power Engineering Jul 1998 102, 7 Proquest CentralDocument5 pagesPower Engineering Jul 1998 102, 7 Proquest Centralghasem_726990287No ratings yet
- The Impact of The Use of International Standards On Projects and Their AssetsDocument25 pagesThe Impact of The Use of International Standards On Projects and Their Assetsghasem_726990287No ratings yet
- Ceca Newsletter April 2012Document1 pageCeca Newsletter April 2012ghasem_726990287No ratings yet
- Iran Light CrudeDocument1 pageIran Light Crudeghasem_726990287No ratings yet
- Butadiene: Product Data SheetDocument1 pageButadiene: Product Data Sheetghasem_726990287No ratings yet
- Axeaxensns P2Document12 pagesAxeaxensns P2ghasem_726990287No ratings yet
- Hydrogen Production With PSADocument20 pagesHydrogen Production With PSAghasem_726990287No ratings yet
- 9Document2 pages9Reinaldo ArrivillagaNo ratings yet
- HAUG Uno Air Gate KL-GKDocument2 pagesHAUG Uno Air Gate KL-GKArief Josep ChandraNo ratings yet
- Panfloor BoilingDocument45 pagesPanfloor Boilingwaziri maulidiNo ratings yet
- Manual Auto Start "Cem7" Controller: Control Panel Type Cm1 Electric DiagramDocument13 pagesManual Auto Start "Cem7" Controller: Control Panel Type Cm1 Electric DiagramAly AbdelhamedNo ratings yet
- Mo02 SFR20 BDocument252 pagesMo02 SFR20 Bcristian100% (2)
- Annual Report and Accounts 2017Document192 pagesAnnual Report and Accounts 2017Ali WaqasNo ratings yet
- E-Bomb: A Weapon of Electrical Mass DestructionDocument24 pagesE-Bomb: A Weapon of Electrical Mass DestructionAbhishek D. Kumar100% (1)
- 2cay Solar Grid-Tied Packages-112920Document3 pages2cay Solar Grid-Tied Packages-112920Christopher RimandoNo ratings yet
- S Energy SN 60 Cell Series Solar Panel Datasheet V 01 PDFDocument2 pagesS Energy SN 60 Cell Series Solar Panel Datasheet V 01 PDFHassan FarazNo ratings yet
- Chapter 1 and 2Document38 pagesChapter 1 and 2Judee KangNo ratings yet
- Srisailam Hydroelectric Power Plant, Andhra Pradesh: Submitted By: Chauhan Anand Umashankar ROLL NO:23 (A)Document6 pagesSrisailam Hydroelectric Power Plant, Andhra Pradesh: Submitted By: Chauhan Anand Umashankar ROLL NO:23 (A)Anand ChauhanNo ratings yet
- Oilfield Services Companies Unsung Workhorses Oil Industry PDFDocument24 pagesOilfield Services Companies Unsung Workhorses Oil Industry PDFHany100% (1)
- Aerocore PropertiesDocument2 pagesAerocore PropertieskflimNo ratings yet
- Chapter 28Document13 pagesChapter 28محمد باديNo ratings yet
- P51701-08-Kit For Inspection of Fuel Valve TIER IIDocument2 pagesP51701-08-Kit For Inspection of Fuel Valve TIER IIFilipe FilipeNo ratings yet
- 1952 9 AudioDocument84 pages1952 9 Audiokimbalsummers801100% (1)
- LS Swap Guide by ICT Billet LLCDocument49 pagesLS Swap Guide by ICT Billet LLCgansocrazy70707100% (3)
- Fluid Mechanic Lab ManualDocument15 pagesFluid Mechanic Lab ManualAltamash NadimallaNo ratings yet
- Fly Ash Cement Replacement Tds PDFDocument2 pagesFly Ash Cement Replacement Tds PDFabualamalNo ratings yet
- 7-8 Superflex.Document1 page7-8 Superflex.microqualNo ratings yet
- MM-18 - Bilge Separator - OPERATION MANUALDocument24 pagesMM-18 - Bilge Separator - OPERATION MANUALKyaw Swar Latt100% (2)
- Bautista v. Junio, G.R. No. L-50908, January 31, 1984Document6 pagesBautista v. Junio, G.R. No. L-50908, January 31, 1984AkiNiHandiong100% (1)
- Measurement of Vibration & Axial DisplacementDocument6 pagesMeasurement of Vibration & Axial DisplacementSatNo ratings yet
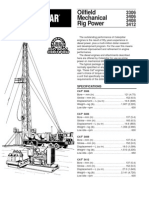
- CaterpillarDocument4 pagesCaterpillarCarlos MartinezNo ratings yet
- Variador Frecuencia SS2 Shihlin ElectricDocument161 pagesVariador Frecuencia SS2 Shihlin Electrictavobecker100% (3)
- BMS Timers ListDocument1 pageBMS Timers ListJawad AslamNo ratings yet
- CapacitorDocument23 pagesCapacitorGnanavel GNo ratings yet