You might also like
- Thomson Electrac HD Linear Actuator Motion Control per CAN BusFrom EverandThomson Electrac HD Linear Actuator Motion Control per CAN BusNo ratings yet
- Catalogo INDEXATOR Rotator EngelskaDocument20 pagesCatalogo INDEXATOR Rotator EngelskaLars Y. Aray C.No ratings yet
- 2 Engine+ PDFDocument993 pages2 Engine+ PDFAmin mombini100% (1)
- Owner S and Operator S Manual: Vertical, Water-Cooled 4-Cycle Diesel EngineDocument44 pagesOwner S and Operator S Manual: Vertical, Water-Cooled 4-Cycle Diesel EnginethuanNo ratings yet
- M300 M400 M500 Sales MaterialDocument29 pagesM300 M400 M500 Sales MaterialRonaldi motter100% (2)
- Volvo Workshop Manuals XC90 AWD V8-4.... Formation Specifications Page 5947Document2 pagesVolvo Workshop Manuals XC90 AWD V8-4.... Formation Specifications Page 5947Lisandro SisternaNo ratings yet
- Im Inst I0310en GB01Document7 pagesIm Inst I0310en GB01Chris McGirr50% (2)
- Litronic Performance Liebherr Wheel Excavators Have Been DesignedDocument20 pagesLitronic Performance Liebherr Wheel Excavators Have Been DesignedLiebherr100% (1)
- (SM Eng) PC340 LC (NLC) - 6K (EEAM008007)Document323 pages(SM Eng) PC340 LC (NLC) - 6K (EEAM008007)НиколайNo ratings yet
- Kipor IG1000Document54 pagesKipor IG1000Brandon PhelpsNo ratings yet
- L150H/L180H/L220H/L250H: Podręcznik OperatoraDocument322 pagesL150H/L180H/L220H/L250H: Podręcznik OperatoraJan KoniecznyNo ratings yet
- SCC500D+Crawler+Crane 1Document2 pagesSCC500D+Crawler+Crane 1Mohamed RashedNo ratings yet
- Om K1024898e (dx140w)Document309 pagesOm K1024898e (dx140w)Diego Mauricio Zapata Garcia50% (2)
- PowerLink Operational Manualopen-SetDocument114 pagesPowerLink Operational Manualopen-SetJorge JaramilloNo ratings yet
- PC600 8e0 - PC600LC 8e0 - Cen00403 00Document11 pagesPC600 8e0 - PC600LC 8e0 - Cen00403 00LU YO100% (1)
- z45-25j Mantenimiento 2Document255 pagesz45-25j Mantenimiento 2jonny david martinez perezNo ratings yet
- Diagnostic Codes: MitsubishiDocument12 pagesDiagnostic Codes: Mitsubishiน้องกอย่า วงศ์เครือNo ratings yet
- Matris ExcavatorDocument17 pagesMatris ExcavatorPablo Rodriguez0% (1)
- fd50cn PDFDocument12 pagesfd50cn PDFJuan Amanqui GarciaNo ratings yet
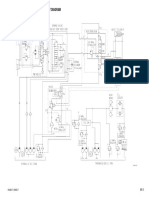
- HD465-7 SchematicDocument16 pagesHD465-7 SchematicSarno Mukri100% (1)
- Kioti Daedong DK901 Tractor Operator Manual PDFDocument15 pagesKioti Daedong DK901 Tractor Operator Manual PDFfjjsekfkskemeNo ratings yet
- H1 045/053/060/068 Closed Circuit Axial Piston Pumps: Service ManualDocument56 pagesH1 045/053/060/068 Closed Circuit Axial Piston Pumps: Service Manualphankhoa83-1No ratings yet
- Motor A - 6BG1 - Oc - 02Document115 pagesMotor A - 6BG1 - Oc - 02edgar ricoNo ratings yet
- D85ex-15 Op STDDocument291 pagesD85ex-15 Op STDН.Б.Д Нак100% (1)
- Maintenance by Garr BhuwaDocument8 pagesMaintenance by Garr BhuwaejazNo ratings yet
- 72 516 PDFDocument65 pages72 516 PDFJITENDRA KUMAR SHARMANo ratings yet
- BAB I GensetDocument51 pagesBAB I GensetYarisSyahmidanNo ratings yet
- AxleDocument19 pagesAxlepeckerrNo ratings yet
- GTH-4013 EX GTH-4017 EX: Serial Number RangeDocument234 pagesGTH-4013 EX GTH-4017 EX: Serial Number Rangejonny david martinez perezNo ratings yet
- Mom. Cargador l150h - l250hDocument318 pagesMom. Cargador l150h - l250hVargas C. OscarNo ratings yet
- RadiatorsDocument12 pagesRadiatorsMiljkovic NesaNo ratings yet
- Challenger Tractor Fault Codes (PDF, ENG, 53 KB)Document7 pagesChallenger Tractor Fault Codes (PDF, ENG, 53 KB)Tamás TakácsNo ratings yet
- Service Manual: Loader Control SystemDocument48 pagesService Manual: Loader Control SystemJHONATANNo ratings yet
- Injector Installation 107 EngineDocument5 pagesInjector Installation 107 EnginevalterripNo ratings yet
- Honda Gs390 Owners Manual (Powerwasher)Document60 pagesHonda Gs390 Owners Manual (Powerwasher)Nate SpaydNo ratings yet
- A25G, A30G: Volvo Articulated Haulers - 27.5 - 32.0 Ton Capacity - 315 - 355 HPDocument20 pagesA25G, A30G: Volvo Articulated Haulers - 27.5 - 32.0 Ton Capacity - 315 - 355 HPAttila GanglNo ratings yet
- LoaderEngBroch 1580 06 14.compressedDocument28 pagesLoaderEngBroch 1580 06 14.compressedAlejandro QuiñonezNo ratings yet
- HCR1200 DS3Document8 pagesHCR1200 DS3Hodumi JosefNo ratings yet
- E 314C SpecalogDocument16 pagesE 314C SpecalogArmando Muñoz100% (1)
- RHN Owners Manual - HoistsDocument112 pagesRHN Owners Manual - HoistsDaniel ConwayNo ratings yet
- NOA004使用维修手册 (1-3.5T内燃英文) Operating and Service ManualDocument145 pagesNOA004使用维修手册 (1-3.5T内燃英文) Operating and Service ManualJose CamposNo ratings yet
- SL730 Engine PDFDocument99 pagesSL730 Engine PDFjosephvanbacNo ratings yet
- Volvo A30e2 PDFDocument28 pagesVolvo A30e2 PDFsafdey100% (1)
- RM 2012-2013 CatalogueDocument733 pagesRM 2012-2013 CataloguePaul JosephNo ratings yet
- Gep22 4Document4 pagesGep22 4RktBatam100% (1)
- Atlas Copco - Portable Energy Division PDFDocument108 pagesAtlas Copco - Portable Energy Division PDFtarekNo ratings yet
- S1 Thermostat Instruction Manual - 20222-08Document12 pagesS1 Thermostat Instruction Manual - 20222-08Владимир УшаковNo ratings yet
- SK 200 Lodging ManualDocument162 pagesSK 200 Lodging ManualEak MachineryNo ratings yet
- SM - VOLVO L50D WHEEL LOADER Service Repair ManualDocument20 pagesSM - VOLVO L50D WHEEL LOADER Service Repair ManualJulio CesarNo ratings yet
- 3b. Powertrain Cont PDFDocument921 pages3b. Powertrain Cont PDFDejan StojanovskiNo ratings yet
- Dse6010 20 ManualDocument63 pagesDse6010 20 ManualSajjad Hussain100% (1)
- Operation & Maintenance Manual For LG916 - Version 1 in June, 2016 1st PrintingDocument152 pagesOperation & Maintenance Manual For LG916 - Version 1 in June, 2016 1st Printinggustavo100% (1)
- RTT Maintenance Manual ALL 20131217 PDFDocument182 pagesRTT Maintenance Manual ALL 20131217 PDFlymeng porNo ratings yet
- Maintenance ManualDocument78 pagesMaintenance ManualbannetNo ratings yet
- FX 1000 User S Manual 2Document328 pagesFX 1000 User S Manual 2jacobbritto100% (1)
- Rental & Leasing of Heavy Construction Equipment Revenues World Summary: Market Values & Financials by CountryFrom EverandRental & Leasing of Heavy Construction Equipment Revenues World Summary: Market Values & Financials by CountryNo ratings yet
- Tractor PresentationDocument24 pagesTractor PresentationLokesh GurjarNo ratings yet
- Escorts Chapter 1Document24 pagesEscorts Chapter 1smy_soodNo ratings yet
- Economic Lot Size With Finite Replenishment With and Without ShortageDocument20 pagesEconomic Lot Size With Finite Replenishment With and Without ShortageMeenal Thosar0% (1)
- LG FinalDocument27 pagesLG FinalVarka MukaddamNo ratings yet
- Inventories and Cost of SalesDocument42 pagesInventories and Cost of Salesrashad ahmedNo ratings yet
- Sesssion 7 31-Oct-2020Document16 pagesSesssion 7 31-Oct-2020Nasreen FawadNo ratings yet
- Designing The Distribution Network For Michaels HardwareDocument6 pagesDesigning The Distribution Network For Michaels HardwareAhmed Bilal100% (1)
- Recommendation On Inventory Control System - TermpaperDocument4 pagesRecommendation On Inventory Control System - TermpaperiftezarNo ratings yet
- Chemical Lab LabelDocument2 pagesChemical Lab LabelGracielle Felice FloresNo ratings yet
- Test-Supply Chain MNGT (Franklin Naven Winn)Document8 pagesTest-Supply Chain MNGT (Franklin Naven Winn)Joel JamesNo ratings yet
- Chapter 8 InventoryDocument5 pagesChapter 8 InventoryKiminosunoo LelNo ratings yet
- Project On Working Capital Management by A$HWIN CHOUHANDocument71 pagesProject On Working Capital Management by A$HWIN CHOUHANAshwin ChavhanNo ratings yet
- Introduction To Materials Management: Chapter 4 - Material Requirements PlanningDocument33 pagesIntroduction To Materials Management: Chapter 4 - Material Requirements PlanningNaveen Jacob JohnNo ratings yet
- Midterm Version 1Document57 pagesMidterm Version 1faensaNo ratings yet
- Module 6 - Inventories Accounts Payable and Long-Term AssetsDocument33 pagesModule 6 - Inventories Accounts Payable and Long-Term AssetsElizabethNo ratings yet
- Activity RatiosDocument30 pagesActivity RatiosSURAJ KUMARNo ratings yet
- Professional Sales RepresentativeDocument2 pagesProfessional Sales Representativeapi-78942352No ratings yet
- Inventory Management-A Case StudyDocument9 pagesInventory Management-A Case StudyAnagha Bhatkar100% (1)
- Finance Assignment Ratio - Financial ManagementDocument9 pagesFinance Assignment Ratio - Financial ManagementKelly Brook100% (3)
- Quantitative Methods Final Exam PracticeDocument5 pagesQuantitative Methods Final Exam PracticeHusaynov HikmatNo ratings yet
- Report On The Physical Count of Inventories Desks: Appendix 66Document2 pagesReport On The Physical Count of Inventories Desks: Appendix 66BulakElemSchNo ratings yet
- MPR Exam 1 AnswersDocument43 pagesMPR Exam 1 AnswersSprasad SprasadNo ratings yet
- Analysis of Working Capital For Bharti... by Charu Kejriwal... EDITEDDocument81 pagesAnalysis of Working Capital For Bharti... by Charu Kejriwal... EDITEDmr.avdheshsharma67% (3)
- SCM ASSIGNMENT (Group 6)Document22 pagesSCM ASSIGNMENT (Group 6)ANUSHKANo ratings yet
- Chapter2 Homework AnswersDocument13 pagesChapter2 Homework AnswersHa MinhNo ratings yet
- Pari Bakery BBSRDocument10 pagesPari Bakery BBSRAditi100% (1)
- Solved Jack S Tracks Sells 24 000 Custom Designed Gokarts Per Year These GokartsDocument1 pageSolved Jack S Tracks Sells 24 000 Custom Designed Gokarts Per Year These GokartsAnbu jaromia0% (1)
- Assume That The Business in Exercise 7 3 Maintains A Perpetual PDFDocument1 pageAssume That The Business in Exercise 7 3 Maintains A Perpetual PDFAnbu jaromiaNo ratings yet
- Week 7 AuditingDocument6 pagesWeek 7 Auditingpalak popliNo ratings yet
- MGT 201 Chapter 9Document41 pagesMGT 201 Chapter 9lupi99No ratings yet
- Inventories and COGSDocument30 pagesInventories and COGSJekNo ratings yet